Energy Materials Testing Laboratory EVALUATION FROM
Energy Materials Testing Laboratory EVALUATION FROM
Energy Materials Testing Laboratory EVALUATION FROM

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
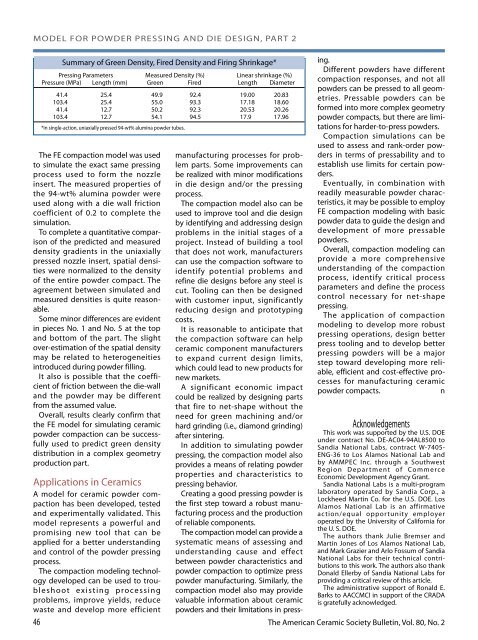
MoDEL FoR PowDER PRESSING AND DIE DESIGN, PART 2<br />
Summary of Green Density, Fired Density and Firing Shrinkage*<br />
Pressing Parameters Measured Density (%) Linear shrinkage (%)<br />
Pressure (MPa) Length (mm) Green Fired Length Diameter<br />
41.4 25.4 49.9 92.4 19.00 20.83<br />
103.4 25.4 55.0 93.3 17.18 18.60<br />
41.4 12.7 50.2 92.3 20.53 20.26<br />
103.4 12.7 54.1 94.5 17.9 17.96<br />
*In single-action, uniaxially pressed 94-wt% alumina powder tubes.<br />
The FE compaction model was used<br />
to simulate the exact same pressing<br />
process used to form the nozzle<br />
insert. The measured properties of<br />
the 94-wt% alumina powder were<br />
used along with a die wall friction<br />
coefficient of 0.2 to complete the<br />
simulation.<br />
To complete a quantitative comparison<br />
of the predicted and measured<br />
density gradients in the uniaxially<br />
pressed nozzle insert, spatial densities<br />
were normalized to the density<br />
of the entire powder compact. The<br />
agreement between simulated and<br />
measured densities is quite reasonable.<br />
Some minor differences are evident<br />
in pieces No. 1 and No. 5 at the top<br />
and bottom of the part. The slight<br />
over-estimation of the spatial density<br />
may be related to heterogeneities<br />
introduced during powder filling.<br />
It also is possible that the coefficient<br />
of friction between the die-wall<br />
and the powder may be different<br />
from the assumed value.<br />
overall, results clearly confirm that<br />
the FE model for simulating ceramic<br />
powder compaction can be successfully<br />
used to predict green density<br />
distribution in a complex geometry<br />
production part.<br />
Applications in Ceramics<br />
A model for ceramic powder compaction<br />
has been developed, tested<br />
and experimentally validated. This<br />
model represents a powerful and<br />
promising new tool that can be<br />
applied for a better understanding<br />
and control of the powder pressing<br />
process.<br />
The compaction modeling technology<br />
developed can be used to troub<br />
l e s h o o t e x i s t i n g p rocessing<br />
problems, improve yields, reduce<br />
waste and develop more efficient<br />
manufacturing processes for problem<br />
parts. Some improvements can<br />
be realized with minor modifications<br />
in die design and/or the pressing<br />
process.<br />
The compaction model also can be<br />
used to improve tool and die design<br />
by identifying and addressing design<br />
problems in the initial stages of a<br />
project. Instead of building a tool<br />
that does not work, manufacturers<br />
can use the compaction software to<br />
identify potential problems and<br />
refine die designs before any steel is<br />
cut. Tooling can then be designed<br />
with customer input, significantly<br />
reducing design and prototyping<br />
costs.<br />
It is reasonable to anticipate that<br />
the compaction software can help<br />
ceramic component manufacturers<br />
to expand current design limits,<br />
which could lead to new products for<br />
new markets.<br />
A significant economic impact<br />
could be realized by designing parts<br />
that fire to net-shape without the<br />
need for green machining and/or<br />
hard grinding (i.e., diamond grinding)<br />
after sintering.<br />
In addition to simulating powder<br />
pressing, the compaction model also<br />
provides a means of relating powder<br />
properties and characteristics to<br />
pressing behavior.<br />
Creating a good pressing powder is<br />
the first step toward a robust manufacturing<br />
process and the production<br />
of reliable components.<br />
The compaction model can provide a<br />
systematic means of assessing and<br />
understanding cause and effect<br />
between powder characteristics and<br />
powder compaction to optimize press<br />
powder manufacturing. Similarly, the<br />
compaction model also may provide<br />
valuable information about ceramic<br />
powders and their limitations in press-<br />
ing.<br />
Different powders have different<br />
compaction responses, and not all<br />
powders can be pressed to all geometries.<br />
Pressable powders can be<br />
formed into more complex geometry<br />
powder compacts, but there are limitations<br />
for harder-to-press powders.<br />
Compaction simulations can be<br />
used to assess and rank-order powders<br />
in terms of pressability and to<br />
establish use limits for certain powders.<br />
Eventually, in combination with<br />
readily measurable powder characteristics,<br />
it may be possible to employ<br />
FE compaction modeling with basic<br />
powder data to guide the design and<br />
development of more pressable<br />
powders.<br />
Overall, compaction modeling can<br />
provide a more comprehensive<br />
understanding of the compaction<br />
process, identify critical process<br />
parameters and define the process<br />
control necessary for net-shape<br />
pressing.<br />
The application of compaction<br />
modeling to develop more robust<br />
pressing operations, design better<br />
press tooling and to develop better<br />
pressing powders will be a major<br />
step toward developing more reliable,<br />
efficient and cost-effective processes<br />
for manufacturing ceramic<br />
powder compacts. n<br />
Acknowledgements<br />
This work was supported by the U.S. DoE<br />
under contract No. DE-AC04-94AL8500 to<br />
Sandia National Labs, contract w-7405-<br />
ENG-36 to Los Alamos National Lab and<br />
by AMMPEC Inc. through a Southwest<br />
R e g i o n D e p a r t m e n t o f Co m m e rce<br />
Economic Development Agency Grant.<br />
Sandia National Labs is a multi-program<br />
laboratory operated by Sandia Corp., a<br />
Lockheed Martin Co. for the U.S. DoE. Los<br />
Alamos National Lab is an affirmative<br />
ac tion/equal oppor tunity employer<br />
operated by the University of California for<br />
the U. S. DOE.<br />
The authors thank Julie Bremser and<br />
Martin Jones of Los Alamos National Lab,<br />
and Mark Grazier and Arlo Fossum of Sandia<br />
National Labs for their technical contributions<br />
to this work. The authors also thank<br />
Donald Ellerby of Sandia National Labs for<br />
providing a critical review of this article.<br />
The administrative support of Ronald E.<br />
Barks to AACCMCI in support of the CRADA<br />
is gratefully acknowledged.<br />
46 The American Ceramic Society Bulletin, Vol. 80, No. 2