THREADS AND FASTENERS - Goodheart-Willcox
THREADS AND FASTENERS - Goodheart-Willcox
THREADS AND FASTENERS - Goodheart-Willcox

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
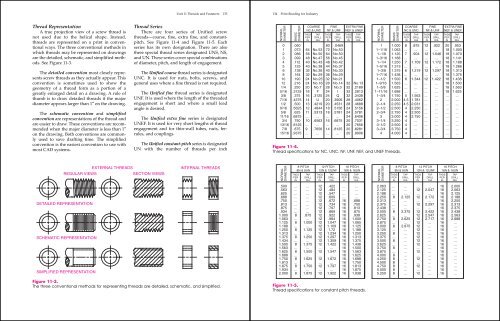
Thread Representation<br />
A true projection view of a screw thread is<br />
not used due to the helical shape. Instead,<br />
threads are represented on a print in conventional<br />
ways. The three conventional methods in<br />
which threads may be represented on drawings<br />
are the detailed, schematic, and simplified methods.<br />
See Figure 11-3.<br />
The detailed convention most closely represents<br />
screw threads as they actually appear. This<br />
convention is sometimes used to show the<br />
geometry of a thread form as a portion of a<br />
greatly enlarged detail on a drawing. A rule of<br />
thumb is to draw detailed threads if the major<br />
diameter appears larger than 1″ on the drawing.<br />
The schematic convention and simplified<br />
convention are representations of the thread and<br />
are easier to draw. These conventions are recommended<br />
when the major diameter is less than 1″<br />
on the drawing. Both conventions are commonly<br />
used to save drafting time. The simplified<br />
convention is the easiest convention to use with<br />
most CAD systems.<br />
EXTERNAL <strong>THREADS</strong><br />
REGULAR VIEWS SECTION VIEWS<br />
DETAILED REPRESENTATION<br />
SCHEMATIC REPRESENTATION<br />
SIMPLIFIED REPRESENTATION<br />
Unit 11 Threads and Fasteners 133<br />
Thread Series<br />
There are four series of Unified screw<br />
threads—coarse, fine, extra fine, and constantpitch.<br />
See Figure 11-4 and Figure 11-5. Each<br />
series has its own designation. There are also<br />
three special thread series designated UNS, NS,<br />
and UN. These series cover special combinations<br />
of diameter, pitch, and length of engagement.<br />
The Unified coarse thread series is designated<br />
UNC. It is used for nuts, bolts, screws, and<br />
general uses where a fine thread is not required.<br />
The Unified fine thread series is designated<br />
UNF. It is used where the length of the threaded<br />
engagement is short and where a small lead<br />
angle is desired.<br />
The Unified extra fine series is designated<br />
UNEF. It is used for very short lengths of thread<br />
engagement and for thin-wall tubes, nuts, ferrules,<br />
and couplings.<br />
The Unified constant-pitch series is designated<br />
UN with the number of threads per inch<br />
INTERNAL <strong>THREADS</strong><br />
Figure 11-3.<br />
The three conventional methods for representing threads are detailed, schematic, and simplified.<br />
134 Print Reading for Industry<br />
NORMAL<br />
DIAMETER<br />
BASIC<br />
DIAMETER<br />
COARSE<br />
NC & UNC<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
FINE<br />
NF & UNF<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
EXTRA FINE<br />
NEF & UNEF<br />
THDS TAP<br />
PER DRILL<br />
IN DIA NORMAL<br />
0 .060 80 .0469<br />
1 .073 64 No.53 72 No.53<br />
2 .086 56 No.50 64 No.50<br />
3 .099 48 No.47 56 No.45<br />
4 .112 40 No.43 48 No.42<br />
5 .125 40 No.38 44 No.37<br />
6 .138 32 No.36 40 No.33<br />
8 .164 32 No.29 36 No.29<br />
10 .190 24 No.25 32 No.21<br />
12 .216 24 No.16 28 No.14 32 No.13<br />
1/4 .250 20 No.7 28 No.3 32 .2189<br />
5/16 .3125 18 F 24 I 32 .2813<br />
3/8 .375 16 .3125 24 Q 32 .3438<br />
7/16 .4375 14 U 20 .3906 28 .4062<br />
1/2 .500 13 .4219 20 .4531 28 .4688<br />
9/16 .5625 12 .4844 18 .5156 24 .5156<br />
5/8 .625 11 .5313 18 .5781 24 .5781<br />
11/16 .6875 ... ... ... ... 24 .6406<br />
3/4 .750 10 .6563 16 .6875 20 .7031<br />
13/16 .8125 ... ... ... ... 20 .7656<br />
7/8 .875 9 .7656 14 .8125 20 .8281<br />
15/16 .9375 ... ... ... ... 20 .8906<br />
Figure 11-4.<br />
Thread specifications for NC, UNC, NF, UNF, NEF, and UNEF threads.<br />
NORMAL<br />
DIAMETER<br />
8 PITCH<br />
8N & 8UN<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
12 PITCH<br />
12N & 12UNF<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
16 PITCH<br />
16N & 16UN<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
.500 ... ... 12 .422 ... ...<br />
.563 ... ... 12 .484 ... ...<br />
.625 ... ... 12 .547 ... ...<br />
.688 ... ... 12 .609 ... ...<br />
.750 ... ... 12 .672 16 .688<br />
.813 ... ... 12 .734 16 .750<br />
.875 ... ... 12 .797 16 .813<br />
.934 ... ... 12 .869 16 .875<br />
1.000 8 .875 12 .922 16 .938<br />
1.063 ... ... 12 .984 16 1.000<br />
1.125 8 1.000 12 1.047 16 1.065<br />
1.188 ... ... 12 1.109 16 1.125<br />
1.250 8 1.125 12 1.72 16 1.188<br />
1.313 ... ... 12 1.234 16 1.250<br />
1.375 8 1.250 12 1.297 16 1.313<br />
1.434 ... ... 12 1.359 16 1.375<br />
1.500 8 1.375 12 1.422 16 1.438<br />
1.563 ... ... ... ... 16 1.500<br />
1.625 8 1.500 12 1.547 16 1.563<br />
1.688 ... ... ... ... 16 1.625<br />
1.750 8 1.625 12 1.672 16 1.688<br />
1.813 ... ... ... ... 16 1.750<br />
1.875 8 1.750 12 1.797 16 1.813<br />
1.934 ... ... ... ... 16 1.875<br />
2.000 8 1.875 12 1.922 16 1.938<br />
Figure 11-5.<br />
Thread specifications for constant pitch threads.<br />
DIA NORMAL<br />
DIAMETER<br />
BASIC<br />
DIAMETER<br />
COARSE<br />
NC & UNC<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
FINE<br />
NF & UNF<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
EXTRA FINE<br />
NEF & UNEF<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
1 1.000 8 .875 12 .922 20 .953<br />
1–1/16 1.063 ... ... ... ... 18 1.000<br />
1–1/8 1.125 7 .904 12 1.046 18 1.070<br />
1–3/16 1.188 ... ... ... ... 18 1.141<br />
1–1/4 1.250 7 1.109 12 1.172 18 1.188<br />
1–5/16 1.313 ... ... ... ... 18 1.266<br />
1–3/8 1.375 6 1.219 12 1.297 18 1.313<br />
1–7/16 1.438 ... ... ... ... 18 1.375<br />
1–1/2 1.500 6 1.344 12 1.422 18 1.438<br />
1–9/16 1.563 ... ... ... ... 18 1.500<br />
1–5/8 1.625 ... ... ... ... 18 1.563<br />
1–11/16 1.688 ... ... ... ... 18 1.625<br />
1–3/4 1.750 5 1.563 ... ... ... ...<br />
2 2.000 4.5 1.781 ... ... ... ...<br />
2–1/4 2.250 4.5 2.031 ... ... ... ...<br />
2–1/2 2.500 4 2.250 ... ... ... ...<br />
2–3/4 2.750 4 2.500 ... ... ... ...<br />
3 3.000 4 2.750 ... ... ... ...<br />
3–1/4 3.250 4 ... ... ... ... ...<br />
3–1/2 3.500 4 ... ... ... ... ...<br />
3–3/4 3.750 4 ... ... ... ... ...<br />
4 4.000 4 ... ... ... ... ...<br />
DIAMETER<br />
8 PITCH<br />
8N & 8UN<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
12 PITCH<br />
12N & 12UNF<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
16 PITCH<br />
16N & 16UN<br />
THDS<br />
PER<br />
IN<br />
TAP<br />
DRILL<br />
DIA<br />
2.063 ... ... ... ... 16 2.000<br />
2.125 ... ... 12 2.047 16 2.063<br />
2.188 ... ... ... ... 16 2.125<br />
2.250 8 2.125 12 2.172 16 2.188<br />
2.313 ... ... ... ... 16 2.250<br />
2.375 ... ... 12 2.297 16 2.313<br />
2.438 ... ... ... ... 16 2.375<br />
2.500 8 2.375 12 2.422 16 2.438<br />
2.625 ... ... 12 2.547 16 2.563<br />
2.750 8 2.625 12 2.717 16 2.688<br />
2.875 ... ... 12 ... 16 ...<br />
3.000 8 2.875 12 ... 16 ...<br />
3.125 ... ... 12 ... 16 ...<br />
3.250 8 ... 12 ... 16 ...<br />
3.375 ... ... 12 ... 16 ...<br />
3.500 8 ... 12 ... 16 ...<br />
3.625 ... ... 12 ... 16 ...<br />
3.750 8 ... ... ... 16 ...<br />
3.875 ... ... 12 ... 16 ...<br />
4.000 8 ... ... ... 16 ...<br />
4.250 8 ... 12 ... 16 ...<br />
4.500 8 ... ... ... 16 ...<br />
4.750 8 ... 12 ... 16 ...<br />
5.000 8 ... ... ... 16 ...<br />
5.250 8 ... 12 ... 16 ...