

Automatic Pallet Changer Operator's Addendum - Haas Automation ...
Automatic Pallet Changer Operator's Addendum - Haas Automation ...
Automatic Pallet Changer Operator's Addendum - Haas Automation ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
*<br />
20<br />
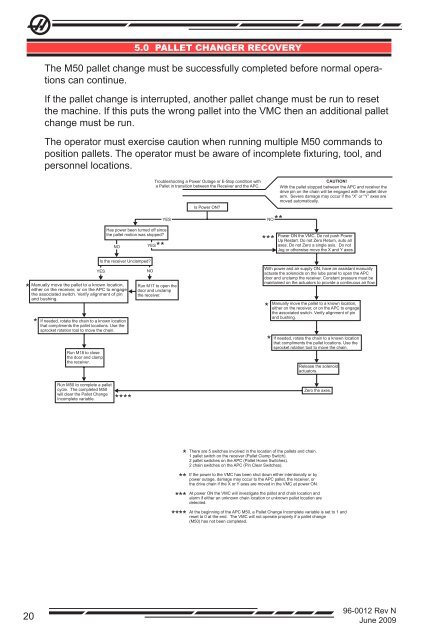
5.0 PAllet chAnger recovery<br />
The M50 pallet change must be successfully completed before normal operations<br />
can continue.<br />
If the pallet change is interrupted, another pallet change must be run to reset<br />
the machine. If this puts the wrong pallet into the VMC then an additional pallet<br />
change must be run.<br />
The operator must exercise caution when running multiple M50 commands to<br />
position pallets. The operator must be aware of incomplete fixturing, tool, and<br />
personnel locations.<br />
Has power been turned off since<br />
the pallet motion was stopped?<br />
Is the receiver Unclamped?<br />
YES<br />
NO<br />
Manually move the pallet to aknown location,<br />
either on the receiver, oronthe APC to engage<br />
the associated switch. Verify alignment of pin<br />
and bushing.<br />
*<br />
If needed, rotate the chain toaknown location<br />
that compliments the pallet locations. Use the<br />
sprocket rotation tool to move the chain.<br />
Run M18 to close<br />
the door and clamp<br />
the receiver.<br />
Run M50 to complete apallet<br />
cycle. The completed M50<br />
will clear the <strong>Pallet</strong> Change<br />
Incomplete variable.<br />
* * * *<br />
YES<br />
NO<br />
Troubleshooting aPower Outage or E-Stop condition with<br />
a <strong>Pallet</strong> intransition between the Receiver and the APC.<br />
* *<br />
Run M17 to open the<br />
door and unclamp<br />
the receiver.<br />
Is Power ON?<br />
YES NO*<br />
*<br />
* There are 5switches involved in the location ofthe pallets and chain.<br />
**<br />
* **<br />
** **<br />
* * *<br />
CAUTION!<br />
With the pallet stopped between the APC and receiver the<br />
drive pin onthe chain will be engaged with the pallet drive<br />
arm. Severe damage may occur if the “X” or “Y” axes are<br />
moved automatically.<br />
Power ON the VMC. Do not push Power<br />
Up Restart. Do not Zero Return, auto all<br />
axes. Do not Zero asingle axis. Do not<br />
Jog or otherwise move the Xand Y axes.<br />
1pallet switch onthe receiver (<strong>Pallet</strong> Clamp Switch).<br />
2pallet switches on the APC (<strong>Pallet</strong> Home Switches).<br />
2 chain switches on the APC (Pin Clear Switches).<br />
With power and air supply ON, have an assistant manually<br />
actuate the solenoids on the lube panel to open the APC<br />
door and unclamp the receiver. Constant pressure must be<br />
maintained on the actuators to provide acontinuous air flow.<br />
*<br />
*<br />
Manually move the pallet toaknown location,<br />
either on the receiver, oronthe APC to engage<br />
the associated switch. Verify alignment of pin<br />
and bushing.<br />
If needed, rotate the chain toaknown location<br />
that compliments the pallet locations. Use the<br />
sprocket rotation tool to move the chain.<br />
Release the solenoid<br />
actuators.<br />
Zero the axes.<br />
If the power to the VMC has been shut down either intentionally or by<br />
power outage, damage may occur to the APC pallet, the receiver, or<br />
the drive chain ifthe XorYaxes are moved in the VMC at power ON.<br />
At power ON the VMC will investigate the pallet and chain location and<br />
alarm if either an unknown chain location or unknown pallet location are<br />
detected.<br />
At the beginning of the APC M50, a<strong>Pallet</strong> Change Incomplete variable is set to 1and<br />
reset to 0atthe end. The VMC will not operate properly ifapallet change<br />
(M50) has not been completed.<br />
96-0012 Rev N<br />
June 2009














