Increasing motor efficiency with a copper rotor - Copper India
Increasing motor efficiency with a copper rotor - Copper India
Increasing motor efficiency with a copper rotor - Copper India

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Increasing</strong> <strong>motor</strong> <strong>efficiency</strong> <strong>with</strong> a <strong>copper</strong> <strong>rotor</strong><br />
A. Bárdos 1* , S. Bauer 1 , W. Braun 2 , P. Orbán 1 , K. Schleede 1 , P. Smith 1 , Cs. Walczer 1<br />
1 Kienle-Spiess GmbH, www.kienle-spiess.com<br />
2 Dr.-Ing. Ernst Braun GmbH, www.braun-inst.de<br />
* Corresponding author: andras.bardos@kienle-spiess.com<br />
New <strong>efficiency</strong> classes were defined for the electro <strong>motor</strong>s. This new ranging will be valid in 3 steps from 2011 till 2017. To meet <strong>with</strong><br />
that demand, electro <strong>motor</strong>s should be developed. There are more methods to reduce the <strong>motor</strong> losses which will give higher<br />
<strong>efficiency</strong>. One opportunity is the usage of <strong>copper</strong> as squirrel cage material substituting the nowadays used aluminium. This<br />
replacement could result in ca. 15-20 % overall <strong>motor</strong> loss reduction. <strong>Copper</strong> is difficult to cast because it has high density and a<br />
high melting point compared to aluminium. During the high pressure die-casting of <strong>copper</strong>, one would face extremely quick die<br />
deterioration and high porosity in the end rings. The key of <strong>copper</strong> usage, as a squirrel cage material in the <strong>rotor</strong>s, is based on the<br />
solution of these challenges.<br />
keywords: <strong>copper</strong> <strong>rotor</strong>, induction <strong>motor</strong>s, new <strong>efficiency</strong> classes, new IEC standard, high pressure die-casting<br />
_________________________________________________________________________________________________<br />
1 Introduction<br />
Electric <strong>motor</strong> applications in industry consume between<br />
30 % and 40 % of the generated electrical energy worldwide.<br />
The total energy saving potential of an optimised system is<br />
assumed to be around 30 % to 60 % [1]. For this reason the<br />
IEC60034-30 standard was redefined and was accepted to<br />
classify the induction <strong>motor</strong>s according to Table 1 and Fig. 1.<br />
Table 1 The electrical <strong>motor</strong>s <strong>with</strong> different power have to reach<br />
the new IE-classes [1]<br />
Deadline Motor power<br />
(kW)<br />
Efficiency<br />
class<br />
16/06/2011 0.75 – 375 IE2<br />
01/01/2015 7.5 – 375 IE3<br />
01/01/2017 0.75 – 375 IE3<br />
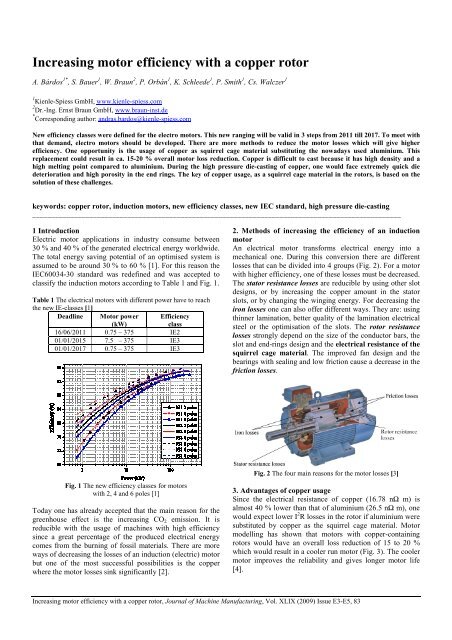
Fig. 1 The new <strong>efficiency</strong> classes for <strong>motor</strong>s<br />
<strong>with</strong> 2, 4 and 6 poles [1]<br />
Today one has already accepted that the main reason for the<br />
greenhouse effect is the increasing CO2 emission. It is<br />
reducible <strong>with</strong> the usage of machines <strong>with</strong> high <strong>efficiency</strong><br />
since a great percentage of the produced electrical energy<br />
comes from the burning of fossil materials. There are more<br />
ways of decreasing the losses of an induction (electric) <strong>motor</strong><br />
but one of the most successful possibilities is the <strong>copper</strong><br />
where the <strong>motor</strong> losses sink significantly [2].<br />
2. Methods of increasing the <strong>efficiency</strong> of an induction<br />
<strong>motor</strong><br />
An electrical <strong>motor</strong> transforms electrical energy into a<br />
mechanical one. During this conversion there are different<br />
losses that can be divided into 4 groups (Fig. 2). For a <strong>motor</strong><br />
<strong>with</strong> higher <strong>efficiency</strong>, one of these losses must be decreased.<br />
The stator resistance losses are reducible by using other slot<br />
designs, or by increasing the <strong>copper</strong> amount in the stator<br />
slots, or by changing the winging energy. For decreasing the<br />
iron losses one can also offer different ways. They are: using<br />
thinner lamination, better quality of the lamination electrical<br />
steel or the optimisation of the slots. The <strong>rotor</strong> resistance<br />
losses strongly depend on the size of the conductor bars, the<br />
slot and end-rings design and the electrical resistance of the<br />
squirrel cage material. The improved fan design and the<br />
bearings <strong>with</strong> sealing and low friction cause a decrease in the<br />
friction losses.<br />
Fig. 2 The four main reasons for the <strong>motor</strong> losses [3]<br />
3. Advantages of <strong>copper</strong> usage<br />
Since the electrical resistance of <strong>copper</strong> (16.78 nΩ m) is<br />
almost 40 % lower than that of aluminium (26.5 nΩ m), one<br />
would expect lower I 2 R losses in the <strong>rotor</strong> if aluminium were<br />
substituted by <strong>copper</strong> as the squirrel cage material. Motor<br />
modelling has shown that <strong>motor</strong>s <strong>with</strong> <strong>copper</strong>-containing<br />
<strong>rotor</strong>s would have an overall loss reduction of 15 to 20 %<br />
which would result in a cooler run <strong>motor</strong> (Fig. 3). The cooler<br />
<strong>motor</strong> improves the reliability and gives longer <strong>motor</strong> life<br />
[4].<br />
<strong>Increasing</strong> <strong>motor</strong> <strong>efficiency</strong> <strong>with</strong> a <strong>copper</strong> <strong>rotor</strong>, Journal of Machine Manufacturing, Vol. XLIX (2009) Issue E3-E5, 83
Fig. 3 Overall losses of aluminium and <strong>copper</strong> <strong>motor</strong>s<br />
<strong>with</strong> similar power [4]<br />
The lower overall <strong>motor</strong> loss will result in higher <strong>motor</strong><br />
<strong>efficiency</strong>, which definitely contributes to the CO2 emission<br />
reduction. A further positive effect is that one can reach the<br />
same <strong>motor</strong> power <strong>with</strong> a shorter <strong>copper</strong> <strong>rotor</strong> than <strong>with</strong><br />
aluminium. For this reason the complete <strong>motor</strong> built <strong>with</strong><br />
<strong>copper</strong> will be lighter and cheaper as well. A very important<br />
benefit is that only <strong>with</strong> the substitution of Al <strong>rotor</strong> to Cu, the<br />
“old” <strong>motor</strong> is already in the higher <strong>efficiency</strong> class<br />
(according to IEC 60034-30 standard) <strong>with</strong>out having to<br />
change the housing (Fig. 4).<br />
Fig. 4 The same core length <strong>with</strong> <strong>copper</strong> results in higher <strong>efficiency</strong><br />
4. Challenges during the production of <strong>copper</strong> <strong>rotor</strong>s<br />
Nowadays the aluminium squirrels cages are high pressure<br />
die cast (HPDC) because this is the most economical and<br />
fastest process [5]. For these reasons it would also be<br />
obvious to produce <strong>copper</strong> <strong>rotor</strong>s <strong>with</strong> this technology. There<br />
is an important difference between the melting point of<br />
<strong>copper</strong> (1089°C) and of aluminium (660°C). Their viscosity<br />
is also significantly different at ca. 150° overheated<br />
temperature (Cu: 3.9 mNs/m 2 , Al: 2.5 mNs/m 2 ). For these<br />
reasons the cast ability of <strong>copper</strong> is much worse than that of<br />
aluminium. Therefore <strong>copper</strong> is ready for high pressure die<br />
casting, but it is enormously difficult. The same gating<br />
system as used <strong>with</strong> aluminium is not convenient and the die<br />
has to be able to endure extremely high heat stress during<br />
<strong>copper</strong> die casting. An alternative production method for<br />
<strong>copper</strong> <strong>rotor</strong>s is its assembly from previously produced<br />
<strong>copper</strong> bars and rings, fixed by hard soldering. But this is a<br />
slow and costly technology.<br />
On the basis of different tests [6] the expected porosity of<br />
<strong>copper</strong> products in the end rings is around 4 %. This value of<br />
aluminium <strong>rotor</strong>s is less than 1 %. The <strong>copper</strong> density<br />
(8.9 g/cm 3 ) is 3 times higher than that of aluminium<br />
(2.7 g/cm 3 ). On the basis of the physical properties of these<br />
two elements, ca. 2 times more heat is necessary for the<br />
melting of the same volume of <strong>copper</strong> [7]. During the HPDC<br />
more the 2/3 heat of the cast metal goes through the die. This<br />
is why the die must be flat; not having wings or balancing<br />
bars cavity. Since the <strong>copper</strong> density is high, the balancing of<br />
a <strong>copper</strong> <strong>rotor</strong> <strong>with</strong> significant porosity is quite difficult. For<br />
this reason one of the main precondition for the serial<br />
production of <strong>copper</strong> <strong>rotor</strong>s is to cast them <strong>with</strong> low porosity.<br />
The other main challenge is the die life. Because of the<br />
extreme high casting temperature, the tool life is very<br />
limited. Normal tool steel (1.2344) cannot survive more than<br />
50 to 100 shots <strong>with</strong> <strong>copper</strong>. This tool material is suitable for<br />
ca. 50 000 shots <strong>with</strong> aluminium [7]. For an economical<br />
production process it is indispensable to have a low-priced<br />
technology and/or material which are ready to extend the die<br />
life <strong>with</strong> <strong>copper</strong> die casting.<br />
5. Summary<br />
Since the electro <strong>motor</strong> <strong>efficiency</strong> must be increased and has<br />
to reach the higher <strong>efficiency</strong> classes, the R & D teams<br />
should work out new technologies which are ready to satisfy<br />
the mentioned requirements. With the substitution of<br />
aluminium <strong>with</strong> <strong>copper</strong> as a squirrel cage material, the <strong>motor</strong><br />
has already penetrated into the higher <strong>efficiency</strong> class,<br />
<strong>with</strong>out having to change the <strong>motor</strong> housing. Since <strong>copper</strong> is<br />
difficult to cast, the high pressure die casting technology has<br />
to be developed according to the <strong>copper</strong> requirements. End<br />
rings of <strong>copper</strong> <strong>rotor</strong>s are flat and their porosity must be low<br />
because of the balancing problems coming from the high<br />
density.<br />
Acknowledgements<br />
This work was supported by the Hungarian National<br />
Development Agency and was co-supported by the European<br />
Regional Development Found through Grant No GOP-1.1.1-<br />
08/1-2008-0086.<br />
[1] IEC 60034-30 Ed. 1: Rotating electrical machines –<br />
Part 30: Efficiency classes of single-speed, three-phase,<br />
cage-induction <strong>motor</strong>s (IE Code)<br />
[2] F. Cerra, SIRF – Electrical Maintenance & Safety<br />
National Forum, Australia, September 2007<br />
[3] http://users.telenet.be/b0y/content/gen_techin<br />
/Induction.Motor.cutaway.jpg<br />
[4] C. Stark, J. G. Cowie, D. T. Peters, E. F. Brush, Jr.,<br />
„<strong>Copper</strong> in the Rotor for Lighter, Longer Lasting<br />
Motors“, ASNE San Diego Section Fleet Maintenance<br />
Symposium 2005, 30 Aug.-1 Sept. 2005<br />
[5] http://www.diecasting.org/faq/ (09/06/2006)<br />
[6] E. F. Brush Jr, S. P. Midson, W. G. Walkington, D. T.<br />
Peters, J. G. Cowie, “Porosity Control in <strong>Copper</strong> Rotor<br />
Die Castings”, NADCA <strong>India</strong>napolis Convention<br />
Center, <strong>India</strong>napolis, IN September 15-18, 2003, T03-<br />
046<br />
[7] A. Bárdos, „Kupfer als Käfigläufermaterial für den<br />
höheren Wirkungsgrad eines Elektro<strong>motor</strong>s“ 17.<br />
Kleinmaschinenkolloquium, Ilmenau, 19-20 März 2009<br />
<strong>Increasing</strong> <strong>motor</strong> <strong>efficiency</strong> <strong>with</strong> a <strong>copper</strong> <strong>rotor</strong>, Journal of Machine Manufacturing, Vol. XLIX (2009) Issue E3-E5, 83