Two frequently development ways of the induction ... - Kienle + Spiess
Two frequently development ways of the induction ... - Kienle + Spiess
Two frequently development ways of the induction ... - Kienle + Spiess

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Two</strong> <strong>frequently</strong> <strong>development</strong> <strong>ways</strong> <strong>of</strong> <strong>induction</strong> motors:<br />
High Efficiency and High-Speed Drives<br />
Dr. András Bárdos<br />
<strong>Kienle</strong> + <strong>Spiess</strong> GmbH<br />
Bahnh<strong>of</strong>straße 23<br />
74343 Sachsenheim<br />
Germany<br />
Dr. Walter Braun<br />
Dr. –Ing. Ernst Braun GmbH<br />
Martin-Lu<strong>the</strong>r-Strasse 1<br />
88400 Biberach / Riss<br />
Germany<br />
Introduction<br />
Nowadays <strong>the</strong>re are two <strong>development</strong> <strong>ways</strong> <strong>of</strong> <strong>the</strong> <strong>induction</strong> motors. One is focusing on<br />
<strong>the</strong> high rotating speed and <strong>the</strong> o<strong>the</strong>r on <strong>the</strong> high efficiency applications. Beyond <strong>the</strong><br />
different production challenges, <strong>the</strong>re is a common problem i.e. porosity, which can cause<br />
undesirable effect at <strong>the</strong> end users.<br />
High speed application<br />
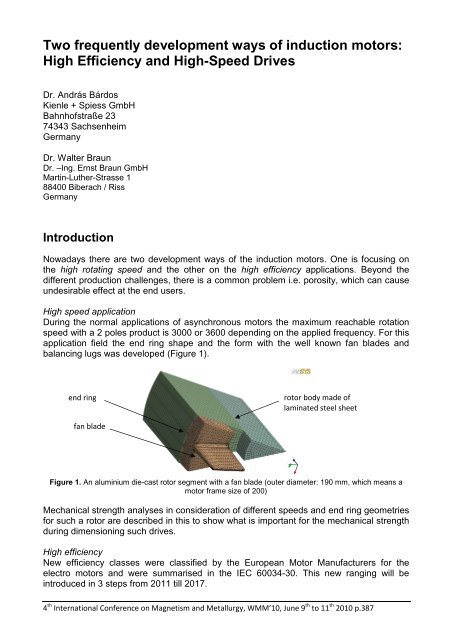
During <strong>the</strong> normal applications <strong>of</strong> asynchronous motors <strong>the</strong> maximum reachable rotation<br />
speed with a 2 poles product is 3000 or 3600 depending on <strong>the</strong> applied frequency. For this<br />
application field <strong>the</strong> end ring shape and <strong>the</strong> form with <strong>the</strong> well known fan blades and<br />
balancing lugs was developed (Figure 1).<br />
end ring<br />
fan blade<br />
rotor body made <strong>of</strong><br />
laminated steel sheet<br />
Figure 1. An aluminium die-cast rotor segment with a fan blade (outer diameter: 190 mm, which means a<br />
motor frame size <strong>of</strong> 200)<br />
Mechanical strength analyses in consideration <strong>of</strong> different speeds and end ring geometries<br />
for such a rotor are described in this to show what is important for <strong>the</strong> mechanical strength<br />
during dimensioning such drives.<br />
High efficiency<br />
New efficiency classes were classified by <strong>the</strong> European Motor Manufacturers for <strong>the</strong><br />
electro motors and were summarised in <strong>the</strong> IEC 60034-30. This new ranging will be<br />
introduced in 3 steps from 2011 till 2017.<br />
4 th International Conference on Magnetism and Metallurgy, WMM’10, June 9 th to 11 th 2010 p.387
There are more methods to reduce <strong>the</strong> motor losses which will give higher efficiency. One<br />
opportunity is <strong>the</strong> usage <strong>of</strong> copper as squirrel cage material substituting <strong>the</strong> nowadays<br />
applied aluminium. This replacement could result in approx. 15-20 % overall motor loss<br />
reduction.<br />
Figure 2. The new efficiency classes for motors with 2, 4 and 6 poles<br />
Copper is difficult to cast because it has high density and a high melting point compared to<br />
aluminium. During <strong>the</strong> high pressure die-casting <strong>of</strong> copper, one would face high porosity in<br />
<strong>the</strong> end rings and extremely quick die deterioration. The key <strong>of</strong> copper usage, as a squirrel<br />
cage material in <strong>the</strong> rotors, is based on <strong>the</strong> solution <strong>of</strong> <strong>the</strong>se challenges.<br />
Performance at Different Speeds<br />
In <strong>the</strong> last few years <strong>the</strong> applied or reachable motor frequency is already higher than 1000<br />
Hz, which results in higher motor rotation speed too. The not alloyed aluminium has a yield<br />
point <strong>of</strong> 20 MPa and a tensile strength <strong>of</strong> 64 MPa at 200 °C. Simulation shows (Figure 3.<br />
a) that <strong>the</strong> stress level in <strong>the</strong> area <strong>of</strong> <strong>the</strong> blades and <strong>the</strong> end ring connection is not more<br />
than 9 MPa which definitely does not cause any problem in case <strong>the</strong> motor rotation is not<br />
more than 3600 rpm. However <strong>the</strong> mentioned stress level will be higher if <strong>the</strong> rotor is<br />
operating at higher speed.<br />
According to a calculation presented in Figure 3 b), <strong>the</strong> mechanical stress in <strong>the</strong> blades<br />
area <strong>of</strong> <strong>the</strong> rotor with an o<strong>the</strong>r diameter <strong>of</strong> 190 mm is significantly higher i.e. 30 MPa if <strong>the</strong><br />
applied speed was 10000 rpm which results a surface speed <strong>of</strong> 100 m/s. This elevated<br />
stress at this surface speed would certainly lead to breaking <strong>of</strong> <strong>the</strong> blades and <strong>the</strong>refore<br />
destruction <strong>of</strong> <strong>the</strong> stator winding.<br />
With a smooth end ring it is possible to reduce <strong>the</strong> mechanical stress under <strong>the</strong> admissible<br />
limits (Figure 3. c). However, it should be considered that this requires a properly cast rotor<br />
with ideal end ring without porosities or shrink holes. Such defects result from <strong>the</strong> casting<br />
process due to shrinking <strong>of</strong> aluminium and it is difficult to avoid (Figure 4). The shrink<br />
holes have an absolutely subordinate influence on <strong>the</strong> electrical performance <strong>of</strong> <strong>the</strong> motor<br />
and cannot even be measured (e.g. deterioration <strong>of</strong> efficiency).<br />
The shrink holes in Figure 4 do not cause strength problems as long as <strong>the</strong> surface<br />
speeds do not exceed 100 m/s and <strong>the</strong> rotor temperatures are under 200°C. Never<strong>the</strong>less,<br />
such defects are <strong>of</strong>ten not accepted by <strong>the</strong> final customers for unfounded fear <strong>of</strong> motor<br />
failures or poorer motor performance.<br />
4 th International Conference on Magnetism and Metallurgy, WMM’10, June 9 th to 11 th 2010 p.387
For this reason it is necessary not to use end rings with blades and balancing lugs in case<br />
<strong>of</strong> such high-speed rotors and to turn <strong>the</strong> end rings.<br />
<strong>Kienle</strong> + <strong>Spiess</strong> <strong>of</strong>fers a large variety <strong>of</strong> suited casting dies for such end rings and it is<br />
al<strong>ways</strong> possible to <strong>of</strong>fer customer-tailored casting dies at favourable conditions.<br />
a) Stress distribution <strong>of</strong> a 2 poles rotor at<br />
60 Hz in <strong>the</strong> end ring and <strong>the</strong> bars at a<br />
speed <strong>of</strong><br />
3600 rpm<br />
c) Stress level with smooth end ring<br />
at 10000 rpm; 100 m/s<br />
b) 10000 rpm; 100 m/s<br />
Figure 3. The mechanical stress in <strong>the</strong> blades area. Rotor o<strong>the</strong>r diameter is 190 mm<br />
Figure 4. Shrinking porosity in <strong>the</strong> end ring, open up by turning<br />
Copper Rotors superior to Aluminium Rotors – Premium<br />
Efficiency<br />
Since <strong>the</strong> electrical resistance <strong>of</strong> copper (16.78 nΩ m) is almost 40 % lower than that <strong>of</strong><br />
aluminium (26.5 nΩ m), one would expect lower I 2 R losses in <strong>the</strong> rotor if aluminium were<br />
substituted by copper as <strong>the</strong> squirrel cage material. Motor modelling has shown that<br />
motors with copper-containing rotors would have an overall loss reduction <strong>of</strong> 15 to 20 %<br />
(Figure 5.) which would result in lower temperatures. The cooler motor improves <strong>the</strong><br />
4 th International Conference on Magnetism and Metallurgy, WMM’10, June 9 th to 11 th 2010 p.387
eliability and gives longer motor life [1]. Although copper is ready for high pressure die<br />
casting, but it is enormously difficult to cast since its density, viscosity and high melting<br />
point.<br />
Figure 5. Overall losses <strong>of</strong> aluminium and copper motors<br />
with similar power [1]<br />
Figure 6. The expected maximal porosity <strong>of</strong> <strong>the</strong> copper end ring [2]<br />
On <strong>the</strong> basis <strong>of</strong> different tests [2] <strong>the</strong> expected porosity <strong>of</strong> copper products in <strong>the</strong> end rings<br />
is around 4 % (Figure 6.). This value <strong>of</strong> aluminium rotors is less than 1 %. Since casting<br />
difficulties, copper rotors have a smooth end ring, <strong>the</strong>refore <strong>the</strong>re are no balancing lugs or<br />
fans. Because <strong>of</strong> <strong>the</strong> high copper density, <strong>the</strong> end ring porosity occurs difficulties by <strong>the</strong><br />
balancing. Due to <strong>the</strong> <strong>Kienle</strong>-<strong>Spiess</strong> innovation, it was possible to decrease radically <strong>the</strong><br />
end ring porosity at <strong>the</strong> copper product as well.<br />
Figure 7. The maximal porosity <strong>of</strong> <strong>the</strong> copper end ring cast by <strong>Kienle</strong> + <strong>Spiess</strong> is around or<br />
less than 1 %<br />
[1] C. Stark, J. G. Cowie, D. T. Peters, E. F. Brush, Jr., „Copper in <strong>the</strong> Rotor for Lighter, Longer Lasting<br />
Motors“, ASNE San Diego Section Fleet Maintenance Symposium 2005, 30 Aug.-1 Sept. 2005<br />
4 th International Conference on Magnetism and Metallurgy, WMM’10, June 9 th to 11 th 2010 p.387
[2] E. F. Brush Jr, S. P. Midson, W. G. Walkington, D. T. Peters, J. G. Cowie, “Porosity Control in Copper<br />
Rotor Die Castings”, NADCA Indianapolis Convention Center, Indianapolis, IN September 15-18, 2003,<br />
T03-046<br />
Presentation Company <strong>Kienle</strong> + <strong>Spiess</strong><br />
One <strong>of</strong> <strong>the</strong> leading manufacturer <strong>of</strong> punched lamination and die-cast rotors<br />
Revenue 2008: 219 Mio. EUR<br />
Employees: 1’150<br />
Manufacturing sides: <strong>Kienle</strong> + <strong>Spiess</strong> GmbH, Sachsenheim, Germany<br />
<strong>Kienle</strong> + <strong>Spiess</strong> GmbH, Vaihingen/ Enz, Germany<br />
<strong>Kienle</strong> + <strong>Spiess</strong> Kft, Tokod, Hungary<br />
<strong>Kienle</strong> + <strong>Spiess</strong> UK, Bilston, Great Britain<br />
Production Area: 45’000 sqm<br />
Steel consumption: 100’000 t<br />
Our products<br />
LAMINATIONS<br />
PACKS<br />
ACCESSORIES<br />
Main areas <strong>of</strong> expertise:<br />
Laser cutting/ prototypes/ Sample pressing<br />
Stamping: Blank & Notch/ Segment Dies/ Progressive Dies<br />
Assembling: Interlocking/ / Riveting/ Welding/ Bonding/ Cleating<br />
Die-casting: Aluminium/ Aloys/ Copper<br />
4 th International Conference on Magnetism and Metallurgy, WMM’10, June 9 th to 11 th 2010 p.387