

Modeling of Wire Electrical Discharge Machining ... - IJETAE
Modeling of Wire Electrical Discharge Machining ... - IJETAE
Modeling of Wire Electrical Discharge Machining ... - IJETAE

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
International Journal <strong>of</strong> Emerging Technology and Advanced Engineering<br />
Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 4, April 2012)<br />
WEDM <strong>of</strong> Ti-6Al-4V. The various parameters were<br />
selected using design <strong>of</strong> experiments method.<br />
II. LITERATURE REVIEW<br />
There are a number <strong>of</strong> published works that reveal the<br />
influence <strong>of</strong> WEDM parameters on the surface roughness<br />
<strong>of</strong> different materials. Y.S. Liao found that surface<br />
roughness is most affected by the pulse on time [5]. The<br />
WEDM parameters are generally classified into two groups<br />
namely electrical and non electrical. [6]. S.S. Mahapatra<br />
and Amar Patnaik have investigated the effect <strong>of</strong> various<br />
parameters and found that current, pulse duration and<br />
dielectric pressure play most significant role in surface<br />
finish [7]. U.Esme et.al observed that increase in pulse<br />
duration, voltage and wire speed increase the surface<br />
roughness whereas increase in flushing pressure <strong>of</strong><br />
dielectric fluid decrease the surface roughness [8]. The<br />
investigations made by J.T Hung et.al revealed that pulse<br />
on time is one <strong>of</strong> the significant factors that influence<br />
surface roughness [9]. The previous researchers established<br />
that pulse duration, voltage, and dielectric pressure are the<br />
desired combination to control the surface finish [1].<br />
Ramakrishnan et al. described the multi objective<br />
optimization <strong>of</strong> the WEDM process using parametric<br />
design <strong>of</strong> Taguchi methodology [11]. Fuzhu Han et.al<br />
found that surface roughness can be improved by<br />
decreasing both pulse duration and discharge current [10].<br />
Although lot <strong>of</strong> investigations were done on the influence<br />
<strong>of</strong> various WEDM parameters on surface roughness, till<br />
date no investigation was conducted on the influence <strong>of</strong><br />
pulse on time, pulse <strong>of</strong>f time, voltage and dielectric<br />
pressure on WEDM <strong>of</strong> Ti-6Al-4V using DOE. This<br />
experimental study reveals the influence <strong>of</strong> pulse on time,<br />
pulse <strong>of</strong>f time, voltage and dielectric pressure and its<br />
interactions on the surface roughness in WEDM <strong>of</strong> Ti-6Al-<br />
4V alloy.<br />
FIGURE .1 DETAILS OF WEDM SETUP.<br />
378<br />
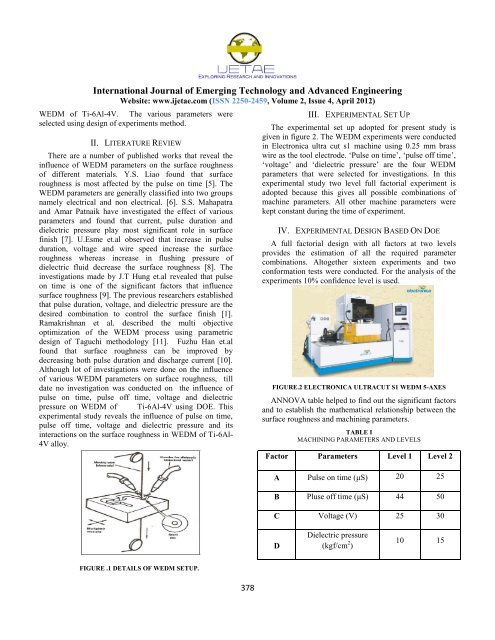
III. EXPERIMENTAL SET UP<br />
The experimental set up adopted for present study is<br />
given in figure 2. The WEDM experiments were conducted<br />
in Electronica ultra cut s1 machine using 0.25 mm brass<br />
wire as the tool electrode. ‗Pulse on time‘, ‗pulse <strong>of</strong>f time‘,<br />
‗voltage‘ and ‗dielectric pressure‘ are the four WEDM<br />
parameters that were selected for investigations. In this<br />
experimental study two level full factorial experiment is<br />
adopted because this gives all possible combinations <strong>of</strong><br />
machine parameters. All other machine parameters were<br />
kept constant during the time <strong>of</strong> experiment.<br />
IV. EXPERIMENTAL DESIGN BASED ON DOE<br />
A full factorial design with all factors at two levels<br />
provides the estimation <strong>of</strong> all the required parameter<br />
combinations. Altogether sixteen experiments and two<br />
conformation tests were conducted. For the analysis <strong>of</strong> the<br />
experiments 10% confidence level is used.<br />
FIGURE.2 ELECTRONICA ULTRACUT S1 WEDM 5-AXES<br />
ANNOVA table helped to find out the significant factors<br />
and to establish the mathematical relationship between the<br />
surface roughness and machining parameters.<br />
TABLE I<br />
MACHINING PARAMETERS AND LEVELS<br />
Factor Parameters Level 1 Level 2<br />
A Pulse on time (μS) 20 25<br />
B Pluse <strong>of</strong>f time (μS) 44 50<br />
C Voltage (V) 25 30<br />
D<br />
Dielectric pressure<br />
(kgf/cm 2 )<br />
10 15












