AUTOMATION UltraCut - Victor Technologies
AUTOMATION UltraCut - Victor Technologies
AUTOMATION UltraCut - Victor Technologies

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Ultra Cut®<br />
A U T O M A T I O N<br />
Best Parts Life In<br />
It's Class @ 400A!<br />
Your Partner in Plasma Automation
Automated Plasma Cutting<br />
High Precision Plasma Cutting<br />
The Ultra-Cut ® delivers premium precision plasma cutting on mild steel and<br />
non-ferrous alloys. For non-ferrous material, select our unique Water Mist<br />
Secondary process for best in class cut quality. In addition, the Ultra-Cut<br />
systems can also be used for clean, efficient, plasma marking without having<br />
to change consumables.<br />
Quality<br />
• Excellent dross-free cuts using oxygen (O2)<br />
plasma on mild steel<br />
• Unmatched cut quality on non-ferrous materials<br />
by using Thermal Dynamics unique Water Mist<br />
Secondary (WMS ® ) process<br />
Ease of Use<br />
• Fast and easy installation<br />
• Simple set-up and user-friendly gas console<br />
• Quick-change consumable design, SpeedLok<br />
• Easy to identify and troubleshoot problems<br />
• The automated Digital Flow Control increases<br />
ease of use and provides improved cut<br />
consistency<br />
Productivity<br />
• Highest cut speed in its class on stainless steel.<br />
The cut speed can be up to 3 times faster than<br />
with similar cutting systems<br />
• Highest kW output in its class<br />
• Outstanding parts life<br />
• Reduced downtime during parts changes due<br />
to the SpeedLok cartridge design of the<br />
XT-Torch<br />
• Fastest switching times between<br />
marking and cutting processes<br />
GCM-2010 Digitally Controlled<br />
Manual Gas Console<br />
RAS-1000 Remote Arc Starter<br />
Ultra-Cut Power Supply<br />
Automated Digital Flow Control (DFC-3000)<br />
Technology<br />
• Microprocessor controlled to produce the best<br />
cut quality<br />
• Fiber optic communication decreases HF<br />
interference<br />
• Precision torch design offers the best cut quality<br />
in its class<br />
• Higher cut speed than H35 with the use of<br />
N2/H20 on non-ferrous<br />
Reliability<br />
• Exhaustive lab testing and field trials ensure<br />
on-going performance and reliability
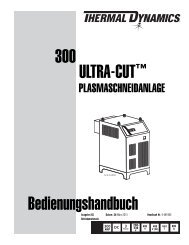
XT -Torch Technology<br />
Unique ‘Keyless’ Consumables Cartridge<br />
A U T O M A T I O N<br />
The unique, SpeedLok Consumables Cartridge houses consumable parts only, no built-in head/torch body to drive replacement costs up. Changing<br />
cartridges is fast and easy – a couple of twists and the unique ‘rapid engagement’ retaining collar threads release the cartridge. Down-time is<br />
reduced to seconds and you can change from one process to another or from one application to another quickly and easily.<br />
XT-Torch Head<br />
No Tools Required<br />
Unlike other torches, no tools are required to change either the<br />
torch consumables or major components in the Torch Head.<br />
‘Leakless’ Torch Head Design<br />
Coolant doesn’t drip from the torch head when the consumables<br />
cartridge is removed from the torch head.<br />
Prevents air from entering the system and becoming trapped in<br />
the leads.<br />
Self-centering Components<br />
Cartridge<br />
Consumable parts and torch body are precisely engineered to lock<br />
into place for absolute alignment and remain positioned cut after<br />
cut. Independently-aligned tip and electrode assures accurate<br />
re-centering of the consumable cartridge after each parts change.<br />
This guarantees best cut quality again and again.<br />
Electrode<br />
Superior Warranty<br />
Thermal Dynamics’ XT-Torch warranty covers components and service for<br />
a full 1-year period.<br />
Precision Cuts on all Metals<br />
The XT-Torch dual gas technology provides the highest arc density<br />
plasma stream in the industry for precision cuts on mild steel, stainless<br />
steel, aluminum and other non-ferrous materials. Choices for plasma gas<br />
include Air, N2, O2 or Ar-H2, shield gas choices include Air, N2, O2, H2O, or<br />
Ar-H2.<br />
Plasma Gas<br />
Distributor<br />
Shield Gas<br />
Distributor<br />
Tip Shield Cap<br />
Relaxed Cutting Parameters<br />
Shield Cup<br />
Shield Cap<br />
Retainer<br />
With the XT-Torch the operating window permits wide travel speed<br />
variance which means you'll get great cuts more often and less wasted<br />
material and time.<br />
• Less critical standoff height<br />
• Wider ‘Operating Window’ for dross-free cutting
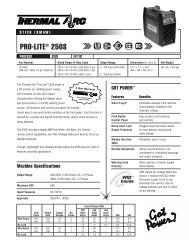
Automated Plasma Cutting<br />
Automated Digital Flow Control (DFC-3000)<br />
Designed specifically for use with the high-precision Ultra-Cut systems,<br />
the automated DFC-3000 (Digital Flow Control) consists of three separate<br />
modules.<br />
• The TSC-3000 (Touch Screen Controller) offers the only touch screen<br />
in the plasma industry today. The interface allows operators to quickly<br />
choose one of potentially 1000’s of stored programs and start cutting<br />
by touching the green “Go” button. Future software upgrades can be<br />
made through the standard USB port.<br />
• With the TSC-3000 older CNC's can also be used with an automatic gas<br />
console. No new CNC has to be purchased.<br />
• The DMC-3000 (Digital Manifold Control) functions as the central<br />
manifold for all incoming gases. Having (7) inputs and (5) outputs, this<br />
unit enables the gas to be used according to the program selected.<br />
• The DPC-3000 (Digital Pressure Control) controls/maintains gas<br />
flows and pressures needed to optimize the cutting process. The unit<br />
is normally mounted within 4' (1.2 m) of the cutting torch to minimize<br />
time to switch between processes.<br />
• This automated Digital Flow Control system reduces set up time,<br />
minimizes set up errors, provides consistent performance, and offers<br />
the industry’s only touch screen controller for easy set up and operation.
Why choose the automated<br />
Digital Flow Control?<br />
• Easier to use<br />
• No setup errors<br />
• No need for CNC to control the DFC<br />
• Uses the same parts for cutting and marking<br />
• Reduced set up times<br />
• Consistent cut quality<br />
• Improved parts life and cut quality<br />
• Easily switch between marking and cutting<br />
• Integrates easily to most CNC’s<br />
Marking Samples<br />
When To Choose The Automated Digital Flow Control<br />
Consider the automated DFC for:<br />
• Easy setup<br />
• More consistent cut quality<br />
• Plasma marking<br />
• When applications call for frequent changes in<br />
material types or thicknesses<br />
• Optimizing cut quality<br />
• Controlling the Ultra-Cut ® system automatically<br />
A U T O M A T I O N<br />
TSC-3000 with Material Screen Shot<br />
Three Easy Setup Steps<br />
1. Select the material<br />
2. Select the thickness<br />
3. Select the cut type<br />
- Best<br />
- Fastest<br />
- Robotic Bevel<br />
You're Done!
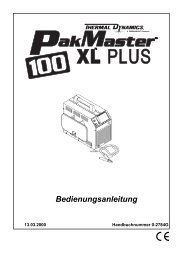
Automated Plasma Cutting<br />
XTremeLife Consumables For Mild Steel<br />
The XTremeLife technology delivers the parts life and cut quality on mild<br />
steel with O 2 plasma that the high-end customer expects. Unrivaled cut<br />
quality from gauge (0.5 mm) to 2" (50 mm) material with the<br />
widest range of consumables in the market.<br />
• Bevel angles range three or better according to ISO 9013<br />
• Square cut face with minimal top edge rounding<br />
• Smooth cut edge surface<br />
• Virtually dross-free parameter window up to 2" (50 mm)<br />
• Consistent cut quality over entire parts life<br />
in/min.<br />
IPM<br />
200<br />
150<br />
100<br />
50<br />
0<br />
1/2"<br />
(12 mm)<br />
Relative Cutting Speed<br />
400 Amp<br />
Oxyfuel<br />
3/4"<br />
(20 mm)<br />
1"<br />
(25 mm)<br />
Material Thickness<br />
Ultra-Cut 400<br />
1¼"<br />
(35 mm)<br />
mm/min.<br />
5080<br />
3810<br />
2540<br />
1270<br />
1½"<br />
(40 mm)<br />
Number of Starts<br />
Longer Parts Life with XTremeLife<br />
Consumables<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
10 20 30 40 50<br />
Cut Duration (seconds)<br />
100 Amp<br />
200 Amp<br />
400 Amp<br />
Combined Utlra-Cut 100, 200 & 400 Data
Ultra-Cut ® 400 vs Oxyfuel<br />
• Averages 3 times faster cut speeds<br />
• Pierces 1¼" (35 mm) in 1.5 seconds<br />
• One Ultra-Cut 400 can replace up to 4 oxy-fuel torches -<br />
each requiring their own height controls.<br />
• Ultra-Cut 400 provides superior stainless steel and<br />
aluminum cut quality<br />
• Higher arc density equals faster speeds without<br />
sacrificing cut quality<br />
• Smaller tip orifices create a narrow kerf for tighter angles<br />
and radiuses at higher speeds - less material waste<br />
• Patented consumable technology<br />
XTR Robotic Torch<br />
1/2" (12 mm) Cut Sample (detail)<br />
• Specifically designed for the Ultra-Cut ®<br />
precision cutting systems<br />
• One of the shortest Robotic torches on<br />
the market for ease of articulation and<br />
improved access. Only 9.3 (236 mm)<br />
in length<br />
• Profile/Bevel consumables for improved<br />
access and bevel cutting<br />
Easy Access<br />
Consumables<br />
A U T O M A T I O N<br />
• Ultra-light, ultra-flexible, robust torch leads<br />
• Torch mounting indicators for positive torch<br />
positioning<br />
• Position teach tool for point to point<br />
programming<br />
New 15A and 30A<br />
O2 consumables<br />
9.3 (236mm)<br />
(not to scale)
Automated Plasma Cutting<br />
Water Mist Secondary (WMS ® ) For Non-Ferrous Materials<br />
WMS delivers excellent non-ferrous cut quality and low cost of<br />
operation by using N2 as plasma gas and ordinary tap water as<br />
the secondary. A reducing atmosphere is produced in the cut by<br />
the release of hydrogen from the secondary water. The reducing<br />
atmosphere decreases oxidation on the cut face surface. WMS<br />
is recommended for materials up to 1½" (25 mm) thick.<br />
WMS Benefits<br />
• Lowest operating cost<br />
• Up to 3 times faster cutting speeds than H35<br />
• Dross-free cutting<br />
• Oxide-free cut surface<br />
• Wide parameter window<br />
• Easy to use<br />
• Laser-like cut quality on Aluminum<br />
• Small heat effected zone<br />
• Less distortion<br />
• Same weldability as H35<br />
Cutting Aluminum with the Ultra-Cut ® 200<br />
Example for 3/4" (20 mm) with WMS<br />
Example for 1/4" (6 mm)<br />
Aluminum cut with WMS<br />
The WMS process uses nitrogen as the plasma gas while<br />
water is used as the secondary gas (shield gas). The water in<br />
the torch is divided into its principal components (hydrogen<br />
and oxygen) during the cutting process. The majority of the<br />
water used during the process (from 4 to 8 GPH (0.25 to 0.5 l/<br />
min)) is converted to principal components (gas) and thereby<br />
does not require disposal.<br />
Speed<br />
(in/min)<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
80A<br />
Stainless Steel -<br />
Cutting Speed Comparison<br />
100A<br />
1/4"<br />
(6 mm)<br />
260A<br />
300A<br />
3/8"<br />
(10 mm)<br />
260A<br />
Ultra-Cut<br />
Competitor H35/N2<br />
® N2/H20<br />
300A<br />
5/8"<br />
(15 mm)<br />
Material Thickness<br />
400A<br />
400A<br />
1"<br />
(25 mm)<br />
Speed<br />
(mm/min)<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0
How To Select The Right System<br />
Ultra-Cut ® 100 Ultra-Cut 200<br />
Production Pierce 1/2" (12 mm) 1" (25 mm)<br />
1/4" (6 mm) 150 ipm (3.21m/min) 200 ipm (5.08 m/min)<br />
1/2" (12 mm) 64 ipm (1.63 m/min) 115 ipm (2.92 m/min)<br />
3/4" (20 mm) 25 ipm (0.64 m/min) 65 ipm (1.65 m/min)<br />
1" (25 mm) 48 ipm (1.22m/min)<br />
A U T O M A T I O N<br />
Ultra-Cut 300 Ultra-Cut 400<br />
Production Pierce 1½" (40 mm) 2" (50 mm)<br />
1/4" (6 mm)<br />
1/2" (12 mm) 140 ipm (3.55 m/min) 150 ipm (3.21 m/min)<br />
3/4" (20 mm) 100 ipm (2.54 m/min) 115 ipm (2.92 m/min)<br />
1" (25 mm) 70 ipm (1.78 m/min) 80 ipm (2.10 m/min)<br />
1½" (40 mm) 35 ipm (0.9 m/min) 45 ipm (1.10 m/min)<br />
2" (50 mm) 30 ipm (0.7 m/min)<br />
*Cut speeds using O 2/Air on Mild Steel at max output current.
Automated Plasma Cutting<br />
Ultra Cut<br />
®<br />
100<br />
• Production cut: 1/2" (12 mm)<br />
• Maximum cut: 3/4" (20 mm)<br />
• Ideal for robotic applications<br />
Specifications (subject to change without notice)<br />
Rated Output 100 Amps<br />
Output Range (A) 10 - 100 Amps<br />
Output (V) 80 - 180V<br />
Input Volts 208-230/460V, 3ph, 50-60 Hz,<br />
400V, 3ph, 50-60 Hz,<br />
600V, 3ph, 50-60 Hz<br />
Input Amps @<br />
Rated Output<br />
Duty Cycle<br />
(@104˚F / 40˚C)<br />
MAX OCV 380 VDC<br />
60A @ 208V, 50A @ 230V, 35A @ 400V,<br />
33A @ 460V, 26A @ 600V<br />
100% @ 100A @ 180V (18kW)<br />
Pre-Flow Gas Air @ 120 psi (8.3bar)<br />
Plasma Gas O 2 , H35, N 2 , Air @ 120 psi (8.3bar)<br />
Shield Gas O 2 , N 2 , Air @ 120 psi (8.3bar)<br />
H 2 0 @ 10 GPH (0.6 l /min)<br />
Weight Power Supply - 343 lbs. (156kg)<br />
Dimensions H 41.5" (1054 mm) x W 27.5" (700 mm) x<br />
D 38.5" (978 mm)<br />
(Fully Assembled Power Supply)<br />
Warranty Two Years Power Supply & One Year Torch<br />
Certifications CE, CCC, CSA<br />
4000<br />
3000<br />
2000<br />
Number of Starts 5000<br />
1000<br />
Longer Parts Life with<br />
XTremeLife Consumables<br />
10 20 30 40 50<br />
Cut Duration (seconds)<br />
Data obtained by cutting 3/8" (10 mm) with O2 @ 100 Amps<br />
Cutting Speed Chart<br />
Torch Model XT-Torch<br />
Production Piercing & Cutting Capacity (Mild Steel) 1/2" (12 mm)<br />
Maximum Piercing & Cutting Capacity (Mild Steel) 5/8" (15 mm)<br />
Maximum Edge Start (Mild Steel) 3/4" (20 mm)<br />
Material<br />
Mild Steel<br />
Stainless Steel<br />
Aluminum<br />
Thickness<br />
Inch<br />
Speed<br />
IPM<br />
Amps<br />
Plasma/<br />
Shield<br />
Thickness<br />
mm<br />
Speed<br />
mm/min.<br />
20 ga. 130 30 O2/O2 1 3050<br />
10 ga. 30 3 910<br />
10 ga. 210 70 O2/Air 3 6620<br />
1/4 120 6 3100<br />
3/16 190 100 O2/Air 5 4670<br />
1/4 150 6 4030<br />
3/8 95 10 2300<br />
1/2 64 12 1800<br />
5/8 50 15 1370<br />
26 ga. 350 30 Air/Air 0.6 8300<br />
20 ga. 300 1 7190<br />
16 ga. 110 1.5 3100<br />
14 ga. 170 50 N2/H20 2 4310<br />
12 ga. 150 3 3660<br />
3/16 70 5 1523<br />
10 ga. 120 70 N2/H20 3 3040<br />
3/16 90 5 2140<br />
1/4 50 6 1495<br />
1/4 72 100 N2/H20 6 1880<br />
3/8 55 10 1350<br />
1/2 42 12 1140<br />
1/4 70 100 H35/N2 6 1810<br />
16 ga. 140 50 N2/H20 2 2990<br />
11 ga. 60 3 1520<br />
3/16 40 5 950<br />
3/8 70 100 N2/H20 10 1665<br />
1/2 40 12 1190<br />
5/8 35 15 925<br />
1/2 50 100 H35/N2 12 1330<br />
Note: This cutting speed chart includes preliminary data and is subject to change<br />
without notice. Take care in comparison. The speeds noted above are best cut<br />
speeds. Often, competitors show maximum cutting speeds. Although much higher<br />
speeds can be achieved, edge quality and bevel angle may be compromised. The<br />
capabilities shown in this table were obtained by using new consumables, correct gas<br />
and current settings, accurate torch height control and with the torch perpendicular<br />
to the workpiece. The operating chart does not list all processes available for the<br />
Ultra-Cut 100. Please contact Thermal Dynamics® for more information.
Ultra Cut<br />
®<br />
200<br />
• Production cut: 1" (25 mm)<br />
• Maximum cut: 1½" (40 mm)<br />
• Handles 85% of applications<br />
• Highest cut speeds in the 200A range<br />
Specifications (subject to change without notice)<br />
Rated Output 200 Amps<br />
Output Range (A) 10 - 200 Amps<br />
Output (V) 80 - 180V<br />
Input Volts 208-230/460V, 3ph, 50-60 Hz,<br />
400V, 3ph, 50-60 Hz,<br />
600V, 3ph, 50-60 Hz<br />
Input Amps @<br />
Rated Output<br />
Duty Cycle<br />
(@104˚F / 40˚C)<br />
MAX OCV 380 VDC<br />
130A @ 208V, 125A @ 230V, 77A @ 400V,<br />
75A @ 460V, 78A @ 600V<br />
100% @ 200A @ 180V (36kW)<br />
Pre-Flow Gas Air @ 120 psi (8.3bar)<br />
Plasma Gas O 2 , H35, N 2 , Air @ 120 psi (8.3bar)<br />
Shield Gas O 2 , N 2 , Air @ 120 psi (8.3bar)<br />
H 2 0 @ 10 GPH (0.6 l /min)<br />
Weight Power Supply - 433 lbs. (197kg)<br />
Dimensions H 41.5" (1054 mm) x W 27.5" (700 mm) x<br />
D 38.5" (978 mm)<br />
(Fully Assembled Power Supply)<br />
Warranty Two Years Power Supply & One Year Torch<br />
Certifications CE, CCC, CSA<br />
Number of Starts<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
Longer Parts Life with<br />
XTremeLife Consumables<br />
10 20 30 40<br />
Cut Duration (seconds)<br />
Data obtained by cutting 5/8" (15 mm) with O2 @ 200 Amps<br />
A U T O M A T I O N<br />
Cutting Speed Chart<br />
Torch Model XT-Torch<br />
Production Piercing & Cutting Capacity (Mild Steel) 1" (25 mm)<br />
Maximum Piercing & Cutting Capacity (Mild Steel) 1½" (40 mm)<br />
Maximum Edge Start (Mild Steel) 2½" (65 mm)<br />
Material<br />
Mild Steel<br />
Stainless Steel<br />
Aluminum<br />
Thickness<br />
Inch<br />
Speed<br />
IPM<br />
Amps<br />
Plasma/<br />
Shield<br />
Thickness<br />
mm<br />
Speed<br />
mm/min.<br />
20 ga. 130 30 O2/O2 1 3050<br />
10 ga. 30 3 910<br />
10 ga. 210 70 O2/Air 3 6620<br />
1/4 120 6 3100<br />
1/4 150 100 O2/Air 6 4030<br />
3/8 95 10 2300<br />
1/2 64 12 1800<br />
5/8 50 15 1370<br />
1/2 100 150 O2/Air 12 2650<br />
3/4 50 20 1120<br />
1 25 25 650<br />
3/4 65 200 O2/Air 20 1590<br />
1 48 25 1250<br />
20 ga. 300 30 N2/H20 1 7190<br />
16 ga. 110 1.5 3100<br />
14 ga. 170 50 N2/H20 2 4310<br />
12 ga. 150 3 3660<br />
3/16 70 5 1523<br />
3/16 90 70 N2/H20 5 2140<br />
1/4 50 6 1495<br />
1/4 72 100 H35/N2 6 1880<br />
3/8 55 10 1350<br />
1/2 42 12 1140<br />
1/4 70 100 N2/H20 6 1810<br />
3/8 70 150 N2/H20 10 1740<br />
1/2 60 12 1580<br />
5/8 50 15 1250<br />
3/4 45 20 1140<br />
3/4 50 200 N2/H20 20 1100<br />
1 35 25 900<br />
3/4 40 200 H35/N2 20 950<br />
1 30 25 770<br />
11 ga. 60 50 Air/Air 3 1520<br />
3/16 40 5 950<br />
1/4 100 100 N2/H20 6 2760<br />
1/2 75 150 H35/N2 12 2100<br />
5/8 40 15 1260<br />
3/4 40 150 N2/H20 20 960<br />
3/4 90 200 N2/H20 20 2200<br />
1 50 25 1300<br />
3/4 70 200 H35/N2 20 1600<br />
1 40 25 1050<br />
Note: This cutting speed chart includes preliminary data and is subject to change without<br />
notice. Take care in comparison. The speeds noted above are best cut speeds. Often,<br />
competitors show maximum cutting speeds. Although much higher speeds can be achieved,<br />
edge quality and bevel angle may be compromised. The capabilities shown in this table were<br />
obtained by using new consumables, correct gas and current settings, accurate torch height<br />
control and with the torch perpendicular to the workpiece. The operating chart does not list<br />
all processes available for the Ultra-Cut 200. Please contact Thermal Dynamics® for more<br />
information.
Automated Plasma Cutting<br />
Ultra Cut<br />
®<br />
300<br />
• Production cut: 1½" (40 mm)<br />
• Maximum cut: 1¾" (45 mm)<br />
• Ideal for bevel cutting up to 45°<br />
on 1½" (40 mm)<br />
• Up to 3x faster than a single<br />
oxyfuel torch<br />
Specifications (subject to change without notice)<br />
Rated Output 300 Amps<br />
Output Range (A) 10 - 300 Amps<br />
Output (V) 80 - 180VDC<br />
Input Volts 208-230/460V, 3ph, 50-60 Hz,<br />
400V, 3ph, 50-60 Hz,<br />
600V, 3ph, 50-60 Hz<br />
Input Amps @<br />
Rated Output<br />
Duty Cycle<br />
(@104˚F / 40˚C)<br />
MAX OCV 380 VDC<br />
208A @ 208V, 188A @ 230V, 109A @ 400V,<br />
112A @ 460V, 81A @ 600V<br />
100% @ 300A @ 180V (54kW)<br />
Pre-Flow Gas Air @ 120 psi (8.3bar)<br />
Plasma Gas O 2 , H35, N 2 , Air @ 120 psi (8.3bar)<br />
Shield Gas O 2 , N 2 , Air @ 120 psi (8.3bar)<br />
H 2 0 @ 10 GPH (0.6 l /min).<br />
Weight Power Supply - 535 lbs. (243kg)<br />
Dimensions H 53.1" (1298 mm) x W 27.5" (700 mm) x<br />
D 38.5" (978 mm)<br />
(Fully Assembled Power Supply)<br />
Warranty Two Years Power Supply & One Year Torch<br />
Certifications CE, CCC, CSA<br />
Number of Starts<br />
2000<br />
1500<br />
1000<br />
Longer Parts Life with<br />
XTremeLife Consumables<br />
500<br />
10 20 30 40<br />
Cut Duration (seconds)<br />
Data obtained by cutting 3/4" (20 mm) with O2 @ 250 Amps<br />
Cutting Speed Chart<br />
Torch Model XT-Torch<br />
Production Piercing & Cutting Capacity (Mild Steel) 1½" (40 mm)<br />
Maximum Piercing & Cutting Capacity (Mild Steel) 1¾" (45 mm)<br />
Maximum Edge Start (Mild Steel) 3" (75 mm)<br />
Material<br />
Mild Steel Precision<br />
Stainless Steel<br />
Aluminum<br />
Thickness<br />
Inch<br />
Speed<br />
IPM<br />
Amps<br />
Plasma/<br />
Shield<br />
Thickness<br />
mm<br />
Speed<br />
mm/min.<br />
20 ga. 130 30 O2/O2 1 3050<br />
10 ga. 30 3 910<br />
1/4 120 70 O2/Air 6 3100<br />
1/4 150 100 O2/Air 6 4030<br />
3/8 95 10 2300<br />
1 48 200 O2/Air 25 1250<br />
1-1/4 30 35 750<br />
1-1/2 20 40 510<br />
3/4 100 300 O2/Air 20 2540<br />
1 70 25 1780<br />
1-1/4 50 35 900<br />
3 7 70 285<br />
20 ga. 300 30 N2/H20 1 7190<br />
16 ga. 110 1.5 3100<br />
14 ga. 170 50 N2/H20 2 4310<br />
12 ga. 150 3 3660<br />
3/16 70 5 1523<br />
3/16 90 70 N2/H20 5 2140<br />
1/4 50 6 1495<br />
1/4 72 100 H35/N2 6 1880<br />
3/8 55 10 1350<br />
1/4 70 100 N2/H20 6 1810<br />
3/4 50 200 N2/H20 20 1100<br />
1 35 25 900<br />
1 40 300 N2/H20 25 1030<br />
1-1/4 30 35 760<br />
1 35 300 H35/N2 25 920<br />
1-1/4 30 35 760<br />
11 ga. 60 50 Air/Air 3 1520<br />
3/16 40 5 950<br />
1/4 100 100 N2/H20 6 2760<br />
3/8 70 10 1700<br />
3/4 90 200 N2/H20 20 2200<br />
1 50 25 1300<br />
1 60 300 N2/H20 25 1560<br />
1-1/4 40 35 1000<br />
1 85 300 H35/N2 25 2190<br />
Note: This cutting speed chart includes preliminary data and is subject to change<br />
without notice. Take care in comparison. The speeds noted above are best cut<br />
speeds. Often, competitors show maximum cutting speeds. Although much higher<br />
speeds can be achieved, edge quality and bevel angle may be compromised. The<br />
capabilities shown in this table were obtained by using new consumables, correct gas<br />
and current settings, accurate torch height control and with the torch perpendicular<br />
to the workpiece. The operating chart does not list all processes available for the<br />
Ultra-Cut 300. Please contact Thermal Dynamics® for more information.
Ultra Cut<br />
®<br />
400<br />
• Production cut: 2" (50 mm)<br />
• Maximum cut: 2¼" (60 mm)<br />
• Ideal for bevel cutting up to 45°<br />
and up to 2" (50 mm)<br />
Specifications (subject to change without notice)<br />
Rated Output 400 Amps<br />
Output Range (A) 10 - 400 Amps<br />
Output (V) 80 - 200VDC<br />
Input Volts 208-230/460V, 3ph, 50-60 Hz,<br />
400V, 3ph, 50-60 Hz,<br />
460V, 3ph, 50-60 Hz<br />
Input Amps @<br />
Rated Output<br />
Duty Cycle<br />
(@104˚F / 40˚C)<br />
Number of Starts<br />
MAX OCV 380 VDC<br />
336A @ 208V, 304A @ 230V, 174A @ 400V,<br />
148A @ 460V<br />
100% @ 400A @ 200V (80kW)<br />
Pre-Flow Gas Air @ 120 psi (8.3bar)<br />
Plasma Gas O 2 , H35, N 2 , Air @ 120 psi (8.3bar)<br />
Shield Gas O 2 , N 2 , Air, H35 @ 120 psi (8.3bar)<br />
H 2 0 @ 10 GPH (0.6 l /min).<br />
Weight Power Supply - 636 lbs. (289kg)<br />
Dimensions H 53.1" (1298 mm) x W 27.5" (700 mm) x<br />
D 38.5" (978 mm)<br />
(Fully Assembled Power Supply)<br />
Warranty Two Years Power Supply & One Year Torch<br />
Certifications CE, CCC, CSA<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Longer Parts Life with<br />
XTremeLife Consumables<br />
TDC<br />
Competitor<br />
10 20 30 40 50 60<br />
Cut Duration (seconds)<br />
Data obtained by cutting 1" (25 mm) with O2 @ 400 Amps<br />
* Parts life Ultra-Cut 400 with DFC-3000 Automatic Gas Console<br />
A U T O M A T I O N<br />
Cutting Speed Chart<br />
Torch Model XT-Torch<br />
Production Piercing & Cutting Capacity 2" (50 mm)<br />
Maximum Piercing & Cutting Capacity (Aluminum) 2¼" (60 mm)<br />
Maximum Edge Start 4" (100 mm) (SS) 3½" (90 mm) (MS)<br />
Material<br />
Thickness<br />
Inch<br />
Speed<br />
IPM<br />
Amps<br />
Plasma/<br />
Shield<br />
Thickness<br />
mm<br />
Speed<br />
mm/min.<br />
Mild Steel Precision<br />
10 ga. 30 30 O2/O2 3 910<br />
1/4 120 70 O2/Air 6 3100<br />
1/4 150 100 O2/Air 6 4030<br />
3/8 95 10 2300<br />
1 48 200 O2/Air 25 1250<br />
1-1/4 30 35 750<br />
3/4 100 300 O2/Air 20 2540<br />
1 70 25 1780<br />
1-1/4 50 35 900<br />
1 80 400 O2/Air 25 2100<br />
1-1/2 45 40 1330<br />
2 30 50 790<br />
Stainless Steel<br />
16 ga. 110 30 N2/H20 1.5 3100<br />
14 ga. 170 50 N2/H20 2 4310<br />
3/16 70 5 1523<br />
1/4 50 70 N2/H20 6 1495<br />
1/4 72 100 H35/N2 6 1880<br />
3/8 55 10 1350<br />
1/4 70 100 N2/H20 6 1810<br />
3/4 50 200 N2/H20 20 1100<br />
1 35 25 900<br />
1 40 300 N2/H20 25 1030<br />
1-1/4 30 35 760<br />
1 35 300 H35/N2 25 920<br />
1-1/2 30 40 760<br />
3/4 90 400 N2/H20 20 2286<br />
1-1/2 30 40 760<br />
1 45 400 H35/N2 25 1170<br />
2 17 50 440<br />
4 3.5 400 H35/H35 100 90<br />
Aluminum<br />
11 ga. 60 50 Air/Air 3 1520<br />
1/4 100 100 N2/H20 6 2760<br />
3/8 70 10 1700<br />
3/4 90 200 N2/H20 20 2200<br />
1 50 25 1300<br />
1 60 300 N2/H20 25 1560<br />
1-1/4 40 32 1000<br />
1 85 H35/N2 25 2190<br />
3/4 90 400 N2/H20 20 2200<br />
1-1/2 55 40 1350<br />
1 90 400 H35/N2 25 2330<br />
2 30 50 810<br />
Note: This cutting speed chart includes preliminary data and is subject to change<br />
without notice. Take care in comparison. The speeds noted above are best cut<br />
speeds. Often, competitors show maximum cutting speeds. Although much higher<br />
speeds can be achieved, edge quality and bevel angle may be compromised. The<br />
capabilities shown in this table were obtained by using new consumables, correct gas<br />
and current settings, accurate torch height control and with the torch perpendicular<br />
to the workpiece. The operating chart does not list all processes available for the<br />
Ultra-Cut 400. Please contact Thermal Dynamics® for more information.
Automated Plasma Cutting<br />
Height Control: SC-3100 and SC-3200<br />
Features<br />
Torch Height Adjustable in Distance or Voltage<br />
Distance mode:<br />
• Change speed without changing stand-off height<br />
• Automatically adjusts for electrode wear<br />
• Cut continuously at peak performance<br />
Voltage mode:<br />
• Ideal for contoured materials<br />
Built-in Collision Sensor<br />
• No costly sensor to replace<br />
• No air source required at lifter station<br />
• Works in X-Y-Z planes; works in all directions<br />
Arc Voltage Range<br />
• Ready for most applications, from plasma marking<br />
to cutting the thickest materials<br />
Easy to Operate<br />
• High contrast display for maximum visibility<br />
• Operating parameters accessed using two<br />
drop-down menus<br />
Fast Installation<br />
• Easily connects to most CNC and plasma systems on<br />
the market today<br />
Pierce Retract<br />
• Lifts torch after initial piercing to increase pierce capacity<br />
Direct Control<br />
• Lifter can be controlled directly from CNC interface; no<br />
separate terminal necessary<br />
Instant Pierce Height<br />
• Adjustable torch height for better initial pierce height<br />
finding on gauge materials<br />
Specifications<br />
(subject to change without notice)<br />
Lifter Station SC-3100 SC-3200<br />
Height: 18.70" (475 mm) 19.76" (502 mm)<br />
Width: 3.93" (100 mm) 4.92" (125 mm)<br />
Depth: 6.73" (171 mm) 8.97" (228 mm)<br />
Weight: 22 lbs. (10 kg) 26.4 lbs (12 kg)<br />
Position Speed: 283.5 ipm (120 mm/sec.) 190 ipm (80 mm/sec.)<br />
Stroke: 4.72" (120 mm) 8.66" (220 mm)<br />
Lifting Capacity: 15.4 lbs. (7 kg) 26.4 lbs (12 kg)<br />
Remote Terminal SC-3100 SC-3200
Ultra-Cut ® Systems Include<br />
• Power supply<br />
• Supply leads to remote arc starter<br />
• Manual Gas console (GCM-2010) or Automated<br />
Digital Flow Controller (DFC-3000)<br />
• Torch installation starter kit<br />
• Remote arc starter (RAS-1000)<br />
• Torch leads<br />
Options And Accessories<br />
• Spare parts kit<br />
• Wheel kit<br />
Cat. No. 9-9379<br />
• TSC-3000 (Touch Screen Controller)<br />
• Ohmic clip<br />
Cat. No. 9-9414<br />
• Water filter<br />
Cat. No. 9-1068<br />
• Water filter cartridge<br />
Cat. No. 9-1069<br />
• Water pressure regulator<br />
Cat. No. 8-6118<br />
• RAS shelf kit and hardware<br />
Cat. No. 9-9484<br />
DFC-3000 RAS-1000<br />
A U T O M A T I O N<br />
Manual Gas Box<br />
Torch Coolant<br />
Power Supply<br />
Extra Cool Coolant<br />
Cat No. 7-3580<br />
Resists freezing down to +10˚ (-12˚C)<br />
Ultra Cool Coolant<br />
Cat. No. 7-3581<br />
Resists freezing down to -27˚ (-33˚C)<br />
Extreme Cool Coolant<br />
Cat. No. 7-3582<br />
Resists freezing down to -65˚F (-51˚C)<br />
De-I Cool Coolant<br />
Cat. No. 7-3583<br />
De-ionized water mixture for use where freezing<br />
protection is not required<br />
For complete ordering information contact<br />
Thermal Dynamics ® or your local Thermal<br />
Dynamics Automation Distributor.
performance<br />
A U T O M A T I O N<br />
technology<br />
reliability<br />
innovation<br />
service<br />
DISTRIBUTED BY:<br />
U.S. Plasma Automation Customer Care: 866-279-2628 / FAX 800-535-0557 • Canada Customer Care: 905-827-4515 / FAX 800-588-1714<br />
International Customer Care: 940-381-1212 / FAX 940-483-8178 • www.thermal-dynamics.com<br />
Denton, TX USA<br />
U.S. Customer Care<br />
Ph: 1-800-426-1888 (tollfree)<br />
Fax: 1-800-535-0557 (tollfree)<br />
International Customer Care<br />
Ph: 1-940-381-1212<br />
Fax: 1-940-483-8178<br />
A Global Cutting & Welding Market Leader <br />
WORLD HEADQUARTERS: 16052 Swingley Ridge Road, Suite 300 • St. Louis, Missouri 63017 U.S.A.<br />
THE AMERICAS EUROPE ASIA/PACIFIC<br />
Miami, FL USA<br />
Sales Office, Latin America<br />
Ph: 1-954-727-8371<br />
Fax: 1-954-727-8376<br />
Oakville, Ontario, Canada<br />
Canada Customer Care<br />
Ph: 1-905-827-4515<br />
Fax: 1-800-588-1714 (tollfree)<br />
Chorley, United Kingdom<br />
Customer Care<br />
Ph: +44 1257-261755<br />
Fax: +44 1257-224800<br />
Milan, Italy<br />
Customer Care<br />
Ph: +39 0236546801<br />
Fax: +39 0236546840<br />
Cikarang, Indonesia<br />
Customer Care<br />
Ph: 6221-8990-6095<br />
Fax: 6221-8990-6096<br />
Rawang, Malaysia<br />
Customer Care<br />
Ph: +603 6092-2988<br />
Fax: +603 6092-1085<br />
Melbourne, Australia<br />
Australia Customer Care<br />
Ph: 1300-654-674 (tollfree)<br />
Ph: 61-3-9474-7400<br />
Fax: 61-3-9474-7391<br />
International<br />
Ph: 61-3-9474-7508<br />
Fax: 61-3-9474-7488<br />
Shanghai, China<br />
Sales Office<br />
Ph: +86 21-64072626<br />
Fax: +86 21-64483032<br />
Singapore<br />
Sales Office<br />
Ph: +65 6832-8066<br />
Fax: +65 6763-5812<br />
Form No. 63-2905 (07/15/11) © 2011 Thermadyne Industries, Inc. www.thermadyne.com Printed in U.S.A.