Dressing tools - Mole Abrasivi Ermoli
Dressing tools - Mole Abrasivi Ermoli
Dressing tools - Mole Abrasivi Ermoli

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
MOLE ABRASIVI ERMOLI S.R.L.<br />
Sede ed uffici: Via Cairoli, 4 - 21046 - Malnate (VA)<br />
Tel. 0332-425114 - Fax 0332-426742 - info@ermoli.it - www.ermoli.it<br />
Stabilimento: Via Cairoli, 14 - 21046 Malnate (VA)<br />
Tel 0332-426088<br />
Codice Fiscale e Partita IVA IT 00210280129 - Registro Imprese VA 2386 - R.E.A. Varese 5558<br />
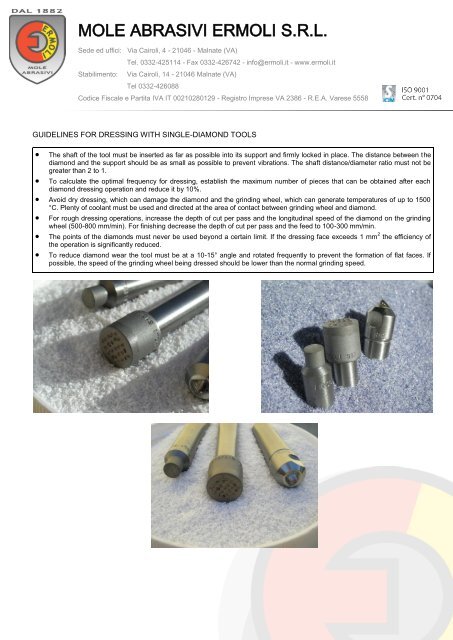
GUIDELINES FOR DRESSING WITH SINGLE-DIAMOND TOOLS<br />
The shaft of the tool must be inserted as far as possible into its support and firmly locked in place. The distance between the<br />
diamond and the support should be as small as possible to prevent vibrations. The shaft distance/diameter ratio must not be<br />
greater than 2 to 1.<br />
To calculate the optimal frequency for dressing, establish the maximum number of pieces that can be obtained after each<br />
diamond dressing operation and reduce it by 10%.<br />
Avoid dry dressing, which can damage the diamond and the grinding wheel, which can generate temperatures of up to 1500<br />
°C. Plenty of coolant must be used and directed at the area of contact between grinding wheel and diamond.<br />
For rough dressing operations, increase the depth of cut per pass and the longitudinal speed of the diamond on the grinding<br />
wheel (500-800 mm/min). For finishing decrease the depth of cut per pass and the feed to 100-300 mm/min.<br />
The points of the diamonds must never be used beyond a certain limit. If the dressing face exceeds 1 mm 2 the efficiency of<br />
the operation is significantly reduced.<br />
To reduce diamond wear the tool must be at a 10-15° angle and rotated frequently to prevent the formation of flat faces. If<br />
possible, the speed of the grinding wheel being dressed should be lower than the normal grinding speed.