
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
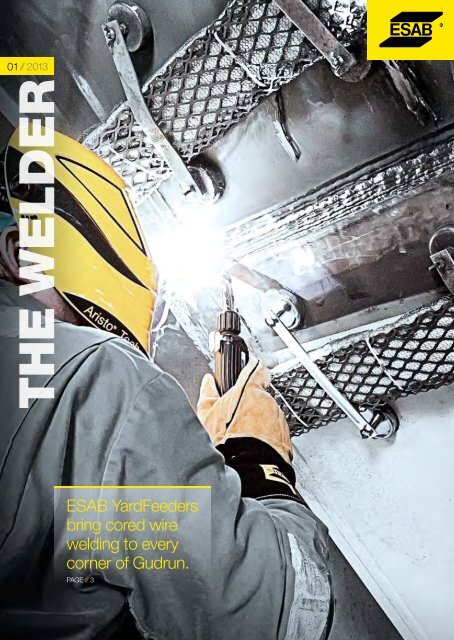
<strong>01</strong> / 2<strong>01</strong>3<br />
THE WELDER<br />
<strong>ESAB</strong> YardFeeders<br />
bring cored wire<br />
welding to every<br />
corner of Gudrun.<br />
PAGE // 3
CompetenCe is key<br />
to success.<br />
“Competence” is a combination of knowledge, skills, and behavior used to improve performance.<br />
With tough economic climates for the majority of enterprises, welding in recent years has not been easy.<br />
With higher demands on productivity than ever before, there are greater demands on welding skills at<br />
the supplier. It is therefore necessary to use robust and quality-assured welding products and processes.<br />
<strong>ESAB</strong> has always focused on creating products and solutions that serve our customers because we<br />
have the experience, knowledge, and a heritage we are proud of. Our passion is committed to pioneering<br />
innovation that customers can translate directly into enhanced quality and improved profit margins.<br />
<strong>ESAB</strong> also works closely to help you, as our customers, take away the bottlenecks you have in your<br />
welding production. This is achieved through a well-proven method that is called Value Engineering.<br />
Do not hesitate to contact us if you want to know more about this.<br />
In this issue of our magazine, you can read how <strong>ESAB</strong> has applied their welding competence and<br />
technology to assist Norwegian Offshore Fabricator Aibel AS and Belleli Energy CPE who design and<br />
manufacture large pressure vessels for petrochemical and energy.<br />
In addition, you can read about <strong>ESAB</strong>’s new welding power sources, AristoMig ®<br />
4004i Pulse, excellent for<br />
advanced welding in aluminium and stainless steel, as well as two brand new plasma cutting machines,<br />
PowerCut 400 and PowerCut 700, and the new <strong>ESAB</strong> Warrior Tech welding helmet.<br />
We trust you will enjoy keeping up-to-date with<br />
developments and products by <strong>ESAB</strong>. In addition,<br />
why not subscribe to our local e-newsletter<br />
which you can do by visiting our website,<br />
www.esab.co.uk/newsletter.<br />
Enjoy the magazine and the spring.<br />
Gary Kisby<br />
Sales & Marketing Director, UK & Ireland<br />
<strong>ESAB</strong><br />
CONTENTS<br />
3 // FEATURE<br />
<strong>ESAB</strong> YardFeeders bring cored wire<br />
welding to every corner of Gudrun<br />
7<br />
Belleli Energy CPE uses Aristo ®<br />
1000, the<br />
only AC/DC “on the fly” power source for<br />
submerged arc welding<br />
<strong>ESAB</strong> NEWS<br />
18th International SCHWEISSEN &<br />
SCHNEIDEN, Essen, Germany<br />
Successful start of <strong>ESAB</strong>’s<br />
Pipeweld Roadshow<br />
10 //<br />
11 //<br />
12 //<br />
13 //<br />
13 //<br />
14 //<br />
New <strong>ESAB</strong> Origo spectacles for<br />
welder protection<br />
Lightweight inverter-based<br />
welding equipment delivers high<br />
quality and high productivity<br />
Portable plasma cutters combine<br />
performance with ease of use<br />
New <strong>ESAB</strong> TIG torches put the<br />
welder’s needs first<br />
<strong>ESAB</strong> sets new standards with<br />
Aristo Fluid pre-weld anti-spatter<br />
New Warrior Tech reactive<br />
welding helmet<br />
CONTEST<br />
What have you welded lately?<br />
For regular updates from <strong>ESAB</strong>,<br />
sign up for our e-newsletter at<br />
www.esab.co.uk/newsletter or<br />
scan the QR code.<br />
1 2<br />
9<br />
10<br />
PRODUCT NEWS<br />
14 //
<strong>ESAB</strong> YARDFEEDERS BRING<br />
CORED WIRE WELDING TO<br />
EVERY CORNER<br />
OF GUDRUN.<br />
Norwegian offshore fabricator Aibel AS relies on <strong>ESAB</strong>’s process solutions to assemble<br />
an immense platform topside from globally built components.<br />
<strong>The</strong> construction of Gudrun’s topside provided Aibel with a jigsaw puzzle of globally<br />
built components to be assembled in their home base of Haugesund, Norway. For this<br />
immense welding job, the company applied newly purchased <strong>ESAB</strong> Origo TM<br />
Mig 40<strong>01</strong>i<br />
inverters with Origo TM<br />
YardFeed 2000 wire feeders and FILARC PZ6138 all-positional<br />
cored wire.<br />
Gudrun – one of Norway’s major reserves<br />
<strong>The</strong> Gudrun oil and gas field, discovered in 1974 in North<br />
Sea production licence 025, is one of Norway’s major<br />
reserves with an estimated 70 million barrels of oil and<br />
48 million cubic meters of gas. <strong>The</strong> plan for development<br />
and operation was sanctioned in June 2<strong>01</strong>0 and first<br />
production is planned in the first quarter of 2<strong>01</strong>4.<br />
Norwegian state oil company Statoil will use a fixed<br />
platform with a 10,000 ton topside and a 7,400 ton steel<br />
jacket for extraction and partial stabilising of oil and gas.<br />
<strong>The</strong> platform will be connected to existing installations<br />
of the adjacent Statoil operated Sleipner field for further<br />
processing. From there, oil is transported to the onshore<br />
Kårstø processing plant for removal of water and sand<br />
while gas, after taking out carbon dioxide, will be<br />
exported to Europe through the Gassled system<br />
(www.offshore-technology.com/projects/gudrunfield/).<br />
Øyvind Sætre Aibel<br />
Figure 1 // <strong>ESAB</strong> Origo Mig 40<strong>01</strong>i inverter with Origo<br />
YardFeed 2000 used on one of the Gudrun platform decks.<br />
<strong>The</strong> partly assembled topside is visible in the background.<br />
Aibel AS to engineer and construct<br />
Gudrun topside<br />
<strong>The</strong> realisation of the Gudrun platform by Statoil is a real<br />
global enterprise. <strong>The</strong> jacket (installed in August 2<strong>01</strong>1) and<br />
accommodation units are manufactured in, respectively,<br />
Verdal and Stord in Norway, platform modules in Thailand,<br />
and a helicopter deck in China.<br />
<strong>The</strong> topside, except living quarters, is fully realised by Aibel<br />
AS, to be completed by July 2<strong>01</strong>3. <strong>The</strong> engineering was<br />
done by Aibel’s design office in Oslo, whereas individual<br />
deck modules were built at Aibel yards in Thailand, Poland,<br />
and Haugesund, Norway. Modules were shipped to<br />
Haugesund where the deck is now assembled indoor in<br />
Aibel’s immense construction hall, before transportation<br />
to the Gudrun field for installation in July 2<strong>01</strong>3.<br />
Aibel, as a corporation, is a relatively new name in<br />
the business, but the company has a long track record<br />
in engineering, procurement, construction, and<br />
commissioning. Roots date back more than a century<br />
with forerunners such as Haugesund Mekanisk Verksted<br />
(HMV), Umoe, and ABB. It employs around 5,500 persons<br />
in Norway and abroad and generates an annual turnover<br />
of approximately 8.6 billion NOK. <strong>The</strong> fabrication of the<br />
Gudrun deck demonstrates its ability to handle complex<br />
international projects in the oil and gas industry.<br />
Relations between Aibel and <strong>ESAB</strong> date back to the<br />
HMV era in the seventies and eighties when North Sea<br />
oil and gas exploration was coming on steam. In these<br />
days, several advanced welding consumables for thick<br />
construction sections in offshore fabrication were<br />
developed in close cooperation with Norwegian yards.<br />
<strong>The</strong> rutile all-positional cored wire FILARC PZ6138,<br />
still in use at Aibel, is a good example. Today, <strong>ESAB</strong><br />
supplies the majority of welding consumables used by<br />
the company.<br />
New power sources for<br />
welding Gudrun<br />
With the challenging Gudrun project coming, Aibel<br />
decided to make a substantial investment in new power<br />
sources for the Haugesund yard. Welding management<br />
and welders jointly defined a wish list with key features<br />
derived from day to day practice in offshore fabrication.<br />
Subsequently, it invited four suppliers to provide their<br />
power source that best matched the requirements of the<br />
welding department.<br />
Following requirements were formulated for the new<br />
power sources, with lighter weight being the number<br />
one feature:<br />
n Separate wire feeder; as light as possible to be hand<br />
carried to the work site. Use of 5 kg welding wire spools<br />
to reduce weight. Welding cables of 10-25 m length to<br />
ensure a sufficiently wide reach from the power source.<br />
Euro connector for universal torch connection.<br />
Lightweight remote control, flowmeter, and spare gas<br />
supply valve are preferred.<br />
n <strong>The</strong> weight of the power source itself must allow it to<br />
be hand pushed on a two-wheel trolley. Lifting hooks for<br />
transport by crane onto scaffolding.<br />
n Power sources to enable at least the MMA and FCAW<br />
processes. Capacity of 300-350 A at 40% duty cycle<br />
and 230 V primary power with the possibility to change<br />
to 380-460 V, 50/60 Hz (multi voltage).<br />
n Panel on feeder with Volt and Amperage setting.<br />
Memory positions to store parameter settings.<br />
Availability of synergic lines is an advantage, but not<br />
a necessity. Choice of 2- and 4-stroke. Release of<br />
excess gas when the gun button is pressed.<br />
n Light and convenient air-cooled 350 A torch with 3 m<br />
hose package and Euro connector.<br />
n Two-wheel trolley with hooks for coiled cable packages.<br />
n Supplier must have service centre in Norway to quickly<br />
carry out warranty repairs.<br />
UNITED<br />
KINGDOM<br />
GUDRUN<br />
NORWAY<br />
DENMARK<br />
GERMANY<br />
Figure 2 // Top: Graphic impression of the platform.<br />
Bottom: Location of the Gudrun oil & gas field.<br />
3 // FEATURE FEATURE // 4
Figure 3 // Modules from Thailand arriving at the Aibel<br />
yard in Haugesund.<br />
Origo Mig 40<strong>01</strong>i inverter with<br />
Origo YardFeed 2000 winner at Aibel<br />
Aibel put four machines from four different suppliers to<br />
the test in a two-month investigation involving 13 of their<br />
best welders. To get a good view on their performance,<br />
the power sources were used in actual production along<br />
with existing welding equipment and with the same<br />
welding consumables.<br />
One of the machines from another supplier was soon<br />
taken out of the test, because of its unstable wire burn-off<br />
in FCAW which was regarded to be a potential cause<br />
of welding defects. This required very precise parameter<br />
settings and could, nevertheless, not be solved<br />
satisfactorily. An aspect of this machine which the<br />
welders really disliked was the switch on the door of the<br />
wire feeder that needed to be activated to allow welding.<br />
A second machine did not have the required voltage<br />
display on the wire feeder needed by the welder to set<br />
the welding parameters. <strong>The</strong> supplier was asked to<br />
change this, but they failed to come up with a solution.<br />
<strong>The</strong> machine had otherwise good welding characteristics.<br />
Real competition took place between <strong>ESAB</strong> and the<br />
supplier of many of the MMA/FCAW power sources<br />
used by the yard at that moment. <strong>The</strong> latter has a solid<br />
reputation among welders at Aibel, while <strong>ESAB</strong> is<br />
respected for its automated TIG, plasma, and subarc<br />
solutions and for its excellent welding consumables.<br />
Odds were even in this respect, so the decision had to<br />
come from a comparison on design and performance<br />
of the machines.<br />
<strong>ESAB</strong>’s Origo Mig 40<strong>01</strong>i with Origo YardFeed 2000 and<br />
power source number three are comparable equipment<br />
and both suited for heavy duty offshore fabrication.<br />
Both feature primary switching inverter technology,<br />
separate wire feeders, and good welding characteristics.<br />
Differences are minor, but yet big enough to make Aibel<br />
decide in favour of <strong>ESAB</strong>.<br />
Most important was the minor amount of error codes<br />
generated by Origo Mig 40<strong>01</strong>i with Origo YardFeed 2000<br />
and reported by the welders. Error codes result in a<br />
lower duty cycle and loss of productivity. This, in<br />
combination with a display panel of power source number<br />
three that had to be changed and repaired two times, was<br />
one of the main reasons to finally opt for the <strong>ESAB</strong><br />
solution which performed without any problems. Another<br />
decisive factor was the lower weight of the Origo<br />
YardFeed 2000 of 11.3 kg versus 13.6 kg for the feeder of<br />
supplier number three. Also there was more space around<br />
the 5 kg wire spool, making it easier to replace. <strong>The</strong> ability<br />
to activate three different parameter settings from the<br />
welding gun was another well appreciated feature that<br />
helped <strong>ESAB</strong> win the contest.<br />
A real workhorse for heavy duty<br />
fabrication<br />
At 40 kg for the Origo Mig 40<strong>01</strong>i power source and<br />
11 kg for Origo YardFeed 2000, the equipment can be<br />
categorised as low weight. Weight increases by 14 kg<br />
with the water-cooled version (Origo Mig 40<strong>01</strong>iw) and<br />
another 19 kg for the cooling agent. Yet the equipment<br />
is robust and built for heavy industries such as<br />
shipbuilding and offshore fabrication – durable and<br />
dependable. In total, Aibel ordered 10 air-cooled and 20<br />
water-cooled versions with MA23 panels mounted on<br />
the wire feeder.<br />
Figure 4 // MA23 – <strong>ESAB</strong>’s basic panel for MMA, FCAW<br />
and MIG/MAG.<br />
MA23 is the most basic panel, giving MMA, FCAW, and<br />
MIG/MAG short and spray arc are generally applied in<br />
welding main offshore structures with stick electrodes and<br />
cored wires respectively. <strong>The</strong> panel enables CC/CV power<br />
source characteristics, has a digital V/A meter, 2- and<br />
4-stroke, step-less inductance setting, gas purge and wire<br />
inching, remote control, and three memory positions for<br />
parameter settings. It meets most of Aibel’s requirements<br />
in terms of welding processes and functionality. More<br />
advanced features like pulsing, QSet, and synergic lines<br />
are not available with the MA23 panel and are not<br />
necessary in this type of heavy wall thickness welding.<br />
<strong>The</strong>re is always the possibility to later upgrade the<br />
machines with the more advanced MA24 panel, for<br />
instance to enable the welding of stainless and nickelbase<br />
materials.<br />
<strong>The</strong> panel is mounted on the Origo YardFeed 2000 wire<br />
feeder, so that the welder can do all necessary settings<br />
at the welding site. A remote control for regulation at the<br />
arc is optional, but Aibel decided it was not necessary to<br />
purchase any. <strong>ESAB</strong> offers connection cables from 10 m<br />
to 50 m in length enabling a corresponding working<br />
radius (plus gun hose assembly) of the power source.<br />
Longer cables, however, mean more weight for the welder<br />
to carry. With low weight being the major requirement,<br />
Aibel opted for the shortest length of 10 m, accepting the<br />
limited working radius.<br />
FILARC PZ6138 cored wire still<br />
going strong<br />
Introduced in the mid-eighties, the FILARC PZ6138 all<br />
positional rutile cored wire is still the benchmark product<br />
in offshore fabrication combining a number of unique<br />
properties. Amongst others, the Norwegian offshore<br />
industry called for the development of a low-hydrogen<br />
cored wire with excellent weldability for the productive<br />
joining of low-temperature steel. <strong>The</strong> outcome, at the time,<br />
was sensational.<br />
Used in Ar/CO 2 shielding gas, the rutile based slag<br />
formulation provides welding properties that were not<br />
seen before with cored wires. PZ6138 has a soft spatterfree<br />
arc that always operates in the spray arc mode with a<br />
good penetration and good wetting onto the plate edges.<br />
It is extremely “welder-friendly” which makes it easier for<br />
the welder to produce sound welds. <strong>The</strong> availability of all<br />
positional rutile cored wires, such as PZ6138, helped the<br />
offshore industry in combating typical positional welding<br />
defects such as lack of fusion and slag inclusions.<br />
Another aspect much needed by the offshore<br />
industry was the very high productivity of PZ6138 in<br />
manual positional welding – up to three times as fast as<br />
commonly used stick electrodes. This, in combination<br />
with excellent low-temperature CVN (-60°C) and CTOD<br />
(-15°C) mechanical properties and low-hydrogen weld<br />
metal over the full parameter envelope, soon made this<br />
cored wire the most popular welding consumable in<br />
North Sea offshore fabrication. Nowadays, the wire is also<br />
widely applied in new offshore fabrication areas in the<br />
Middle East and Far East and in Brazil. Later introduced<br />
and based on PZ6138 are PZ6138 SR (stress relieving)<br />
and PZ6138S SR (CO 2 shielding gas + stress relieving).<br />
<strong>The</strong> fabrication of the Gudrun platform is proof that<br />
FILARC PZ6138 is still going strong in offshore<br />
fabrication. It is widely applied in primary construction,<br />
among others, for welding the super critical box nodes<br />
connecting the several stories of the deck.<br />
Figure 5 // FILARC PZ6138SR all positional rutile<br />
cored wire.<br />
Figure 6 // Spectacular view on the welding of one of the<br />
box nodes of the Gudrun platform. <strong>The</strong> lightweight Origo<br />
YardFeed 2000 wire feeder with 5 kg cored wire spool is<br />
easily hand carried to the welding site.<br />
Figure 6 shows the actual welding of one of the box<br />
nodes with PZ6138 all positional rutile cored wire.<br />
<strong>The</strong> lightweight Origo YardFeed 2000 wire feeder is<br />
carried to the welding site and positioned within reach of<br />
the welder. Welding parameters are set and fine-tuned<br />
with the MA23 panel on the feeder.<br />
FEATURED PRODUCTS<br />
n Origo Mig 40<strong>01</strong>i multi-process inverter-<br />
powered welding equipment, designed for<br />
welding construction and stainless steel<br />
with Origo YardFeed 2000, digital wire feeder<br />
with working radius up to 50 m.<br />
n FILARC PZ6138 all positional cored wire.<br />
Well established in the offshore sector and<br />
other demanding constructions like pressure<br />
vessels, etc. An impact property down to<br />
-60°C and it is CTOD-tested at -10°C.<br />
5 // FEATURE FEATURE // 6
BELLELI ENERGY CPE USES<br />
ARISTO 1000, THE ONLY AC/DC<br />
“ON THE FLY” POWER SOURCE<br />
FOR SUBMERGED ARC WELDING.<br />
<strong>The</strong> <strong>ESAB</strong> Aristo 1000 AC/DC power source, combined with an <strong>ESAB</strong> A2-Multitrac<br />
tractor, is being used for filling runs inside circumferential joints and for plating restoration<br />
in the area of the joint.<br />
Founded in 1997 in Mantova, Italy, Belleli has become<br />
the market leader in the industries of power generation,<br />
chemistry and petrochemical plants, in desalination,<br />
and in the construction of storage tanks in Europe and<br />
Middle East.<br />
Belleli Energy is divided in two separated entities,<br />
Belleli Energy Critical Process Equipment (CPE), based<br />
in Mantova, and Belleli Energy (EPC), based in Dubai.<br />
<strong>The</strong> two Belleli Energy companies in Italy employ<br />
450 people. <strong>The</strong>se are specialized in large plants<br />
manufacturing (Belleli Energy EPC) and in the<br />
manufacturing of high technology components for<br />
energy, chemistry, and petrochemical industries<br />
(Belleli Energy CPE). As well as the Mantova plant<br />
(conferred to Belleli Energy CPE), the production<br />
structure includes the plants of Jebel Ali and<br />
Hamriyah, in Arab Emirates and several fabrication<br />
plants in different Middle East countries<br />
(Arab Emirates, Qatar, Saudi Arabia, and others).<br />
Belleli Energy EPC is specialized in the design,<br />
manufacturing, assembly, and maintenance of plants<br />
and systems for desalination, petrochemical, energy,<br />
storage, and fuel processing.<br />
Belleli Energy CPE designs and manufactures large<br />
pressure vessels for petrochemical and energy<br />
(reactors, columns, exchangers, separators, etc.). Today,<br />
Belleli Energy CPE is a world leader in the manufacturing<br />
of special and advanced components for refineries,<br />
petrochemical plants, and plants for urea and ammonia<br />
synthesis, among the others.<br />
Ninety percent of the production is targeted to oversea<br />
markets, for the most important engineering companies<br />
and main contractors in the world in the petrochemical,<br />
desalination, and energy plant sectors. “Our main markets<br />
are actually extra-European countries like Russia, Turkey,<br />
Korea, and Brazil,” says Michele Musti, European Welding<br />
Engineer, Belleli Energy CPE. “In the urea plants sector<br />
we have also recently received orders from emerging<br />
countries like Bangladesh.”<br />
<strong>The</strong> internal design, engineering, and manufacturing<br />
capabilities allow Belleli Energy CPE to ensure the<br />
integrity of materials, processes, and products, from<br />
raw materials to finished products. <strong>The</strong> company<br />
manufactures some of the largest process equipment<br />
existing in the world and transports it by ships from<br />
its own dockyard. <strong>The</strong> Mantova plant is the largest<br />
European plant for the manufacturing of large thickness<br />
reactors and heat exchangers. <strong>The</strong> latest example of this<br />
capability has been the delivery of two reactors, each<br />
weighing 1656 tons for a length of 56 meters, addressed<br />
to Lukoil Neftochim refinery in Bulgaria.<br />
AC and DC welding<br />
“We mainly produce high thickness steel vessels (up to<br />
325 mm), like hydro-cracking and hydro-treating reactors<br />
for refineries,” says Musti. “Furthermore, we produce<br />
high pressure exchangers and urea plants. We are also<br />
certified for the nuclear power sector, though in this<br />
case the applications are less frequent due to the market<br />
shrinking.”<br />
While low thickness tubular bodies (to 150 mm) are<br />
calendared and longitudinally welded, high thickness<br />
bodies are generally manufactured using forged steel<br />
ferrules, that are jointed through circumferential welding.<br />
“Forged steel is more expensive, but requires less<br />
working, because it is not necessary to execute<br />
longitudinal welding,” Musti explains. “In recent years,<br />
the thicknesses have been significantly increased,<br />
therefore the only solution that is technologically possible<br />
is forged steel. To resist corrosive environments, the<br />
cylindrical bodies are internally covered by a plating<br />
deposition performed with ESW process, while the<br />
plating restoration is performed with SAW process.”<br />
This kind of production requires several operations: after<br />
the circumferential welding of the external side of large<br />
thickness forged ferrules, with “narrow-gap,” multiple runs<br />
submerged arc welding process, for the joints to be<br />
completed it is necessary to perform the welding recovery<br />
by a grinder on the internal side of the cylindrical body<br />
and then to restore the plating in the joint area. <strong>The</strong>se<br />
operations are performed with different technologies,<br />
Musti explains: “<strong>The</strong> welding recovery of base material<br />
joint in 2,25Cr 1Mo 0,25V must be performed with<br />
square-wave AC current, while the plating restoring of<br />
the internal side requires the use of DC current.”<br />
Previously, for these operations to be performed with the<br />
tractor, two separate power supplies were required<br />
that had to be exchanged during the process, therefore<br />
significantly increasing the time. To solve the problem<br />
in the best way, it is therefore preferable to use a single<br />
power supply that is able to automatically exchange by<br />
a simple switch from AC current to DC current (possibly<br />
without interruptions) like the new Aristo 1000 AC/DC<br />
by <strong>ESAB</strong>.<br />
In fact, by pressing a simple pushbutton on the PEK<br />
panel, the Aristo 1000 AC/DC power supply allows<br />
the operator to switch from DC current to AC current<br />
without extinguishing the welding arc. For instance, when<br />
circumferential welding is being performed, the first run<br />
is normally executed in DC for the best penetration to<br />
be obtained. With the “on the fly” function it is not<br />
necessary to turn off the welding at the end of the first<br />
run; on the contrary, it is possible to continue the welding<br />
by converting the process to AC, with a resulting<br />
significant increase of productivity for each welding.<br />
Moreover, the risk of welding defects is drastically<br />
reduced, thanks to the full elimination of the stop/start<br />
sequence. By using a PLC control it is possible to<br />
program the full cycle, from the first to the last run,<br />
and to perform the welding without interruptions.<br />
Quality of the welding run and<br />
flexibility<br />
“We chose the new <strong>ESAB</strong> power supply because it can<br />
perform both DC and AC current weldings,” Musti says.<br />
“This allows us to execute both the base material joining<br />
welds, in AC current, and the plating restoration of the<br />
internal part, in DC current, when previously two<br />
different products were required. Now, when it is<br />
necessary to weld reactors that show access difficulties<br />
we use an internal tractor, the same single equipment<br />
offers us the flexibility required to execute both the joining<br />
welds in AC current and the plating restore operations in<br />
DC current. In addition the welding quality and accuracy<br />
are excellent.”<br />
Belleli Energy CPE appreciated other features of the<br />
new <strong>ESAB</strong> power supply: “As well as being flexible, the<br />
machine is also very modern and well trimmed,” Musti<br />
says. “In addition, we were already using other welding<br />
equipment and consumables by <strong>ESAB</strong> and it was<br />
therefore natural to use the Aristo 1000 AC/DC power<br />
supply.”<br />
In the future it could be interesting to use this system also<br />
on manipulators, in applications where now two separate<br />
power supplies are being used. Also the possibility of<br />
cable extension offered by Aristo 1000 AC/DC, thanks to<br />
<strong>ESAB</strong> patented Cable Boost technology, will be useful in<br />
the manufacturing of rather long reactors and, in general,<br />
in the situations where it is not possible to take the power<br />
supply close to the welding zone. In automatic plants, for<br />
example, you often require the use of very long welding<br />
cables. Specifically in AC current, the inductance value<br />
resulting from cable length gives rise to serious voltage<br />
drop and square-wave deformation problems that can<br />
compromise the stability of the set welding parameters.<br />
<strong>The</strong> Cable Boost technology solves the problem,<br />
by storing energy and releasing the energy to recover the<br />
set levels.<br />
Figure 1 // Top: Macrograph of a welding on SA 182 F22<br />
V base material, thickness 325 mm, performed with SAW<br />
tandem AC/AC process. Bottom: <strong>ESAB</strong> Aristo 1000 AC/DC<br />
power source, combined with an <strong>ESAB</strong> A2-Multitrac<br />
tractor, being used for filling runs inside circumferential<br />
joints.<br />
7 // BELLELI BELLELI // 8
Promises have been fulfilled<br />
“In our production, quality is an issue, because a finished<br />
reactor can’t show any defect: it would be unthinkable<br />
to correct a mistake on an internal run in a thickness of<br />
325 mm,” Musti concludes. “<strong>ESAB</strong> equipment, and the<br />
new Aristo 1000 AC/DC power supply in particular, have<br />
always perfectly fulfilled this quality requirement and<br />
are mainly used to weld carbon steel with submerged<br />
arc. <strong>The</strong> new Aristo 1000 AC/DC power supply and the<br />
relevant control system have perfectly fulfilled their<br />
promises.”<br />
<strong>The</strong> equipment has been commissioned approximately six<br />
months ago and is now being used on large size reactors.<br />
In Belleli Energy CPE dockyard, equipped with cranes of<br />
900 tons each, the ship is waiting for the next load.<br />
<strong>ESAB</strong> spotlight on Welding<br />
and Cutting<br />
<strong>ESAB</strong> will be participating at the 18th international<br />
SCHWEISSEN & SCHNEIDEN trade fair which will take<br />
place at Messe Essen between 16 and 21 September,<br />
2<strong>01</strong>3.<br />
During the weeklong event the exhibition will show an<br />
overview of the latest developments and trends from the<br />
world of joining technology.<br />
<strong>The</strong> 2009 exhibition impressively demonstrated the<br />
unique position of the SCHWEISSEN & SCHNEIDEN as<br />
the world’s No. 1 trade fair of this industry. No other event<br />
in the industry can be compared to the show in terms of<br />
quality or size. In 2009, the show attracted over 52,000<br />
visitors from various industries. Over 41% were overseas<br />
visitors from outside Germany. It is only at Essen where<br />
customers can see, touch, and experience products in a<br />
competitive setting.<br />
<strong>ESAB</strong> is a complete supplier that produces consumables<br />
and equipment for virtually every welding and cutting<br />
process and application. Powered by innovation and<br />
uncompromising standards, <strong>ESAB</strong> continuously seeks<br />
new and improved ways of serving customers.<br />
FEATURED PRODUCTS<br />
n Aristo 1000 AC/DC; AC/DC inverter power<br />
source for efficient submerged arc welding.<br />
n<br />
OK Autrod 12.32: is a manganese-alloyed<br />
wire and OK Flux 10.62: high basic flux.<br />
A combination has excellent impact toughness<br />
down to -60°C and it is CTOD-tested at -15°C.<br />
It is used for multi-run welding of thick sections<br />
of high strength steels at low temperatures and<br />
can be used also for narrow gap welding.<br />
18th InternatIonal<br />
SChWeISSen & SChneIDen,<br />
EssEn, GErmany.<br />
At the Essen Fair, <strong>ESAB</strong> will show and demonstrate leading<br />
technological advances in the industry – something not to<br />
be missed!<br />
For further information on <strong>ESAB</strong>’s participation at the fair<br />
visit www.esab.com.<br />
SucceSSful Start of eSaB’S<br />
PiPeweld Roadshow.<br />
<strong>ESAB</strong>’s one-day event, Pipeweld Roadshow, focuses<br />
on demonstrating the key benefits of various processes<br />
and applications for pipeline industry. <strong>The</strong> roadshow and<br />
<strong>ESAB</strong> specialists recently visited the U.K., Belgium, and<br />
Poland as part of the global tour.<br />
<strong>ESAB</strong> offers a complete solution for pipeline welding with<br />
knowledge about the processes, applications, welding<br />
equipment, and consumables. <strong>ESAB</strong>’s welding specialists<br />
demonstrate pipe welding and equipment in action.<br />
<strong>ESAB</strong>’s Pipeweld product range supports and inspires<br />
our partners to think about alternative ways to gain the<br />
most productivity. Participants demonstrated how the<br />
<strong>ESAB</strong> portfolio offers excellent operability and mechanical<br />
performance. <strong>The</strong> event combines both theoretical<br />
presentations and demonstration focusing on:<br />
<strong>ESAB</strong>’s welding safety eyewear is renowned for combining the highest standards of eye protection with the ultimate in<br />
wearer comfort. All <strong>ESAB</strong> spectacles use a polycarbonate to provide protection against impact as well as UV, IR rays, and<br />
visible glare. This combination is again featured in the new Origo Spec range.<br />
A replacement for <strong>ESAB</strong>’s successful Pro range, the highly durable Origo Specs conform to EN 166 and have an<br />
optical rating of 1, meaning no distortions and perfect clarity. <strong>The</strong>re is a variety of lens configurations from clear,<br />
amber, smoked, and Shade 5 UV/IR with the highest optical class and featuring a special hard coating on the<br />
lens to prevent scratching. <strong>The</strong> hard-coated lens also promotes longer service life and unimpaired vision.<br />
At only 24 grams, the lightweight, wrap-around style offers<br />
both comfort and good protection from all angles. Other<br />
features include an integral neck cord and non-slip nose pads.<br />
Visit us online at www.esab.co.uk for more information.<br />
n Root welding with cellulosic electrodes<br />
n Hot pass techniques<br />
n Filling techniques, self-shielding, solid wires & FCW<br />
n Demonstrations, automatic welding<br />
During the recent events each region held 2 one-day shows<br />
and in total the road show was visited by more than 140<br />
guests in Scotland, Belgium, and Poland where one show<br />
was conducted for Czech and Slovakian participants.<br />
<strong>The</strong> next stop will be Dubai.<br />
During the demonstration <strong>ESAB</strong> explains that modern<br />
solutions for automatic pipeline welding can use:<br />
n Cellulosic electrodes for the two first layers (speed<br />
and quality)<br />
n Basic electrode for the third layer (base for the next layers)<br />
n Filling and cap layer with flux cored wire<br />
<strong>ESAB</strong> offers a complete solution for pipe welding and<br />
has developed unique products in recent years to meet<br />
the challenges in the pipe welding industry.<br />
Full details about our Pipeweld product range<br />
and future events can be found on our website at<br />
www.esab.com/global/en/news/events.cfm.<br />
New eSAB OrigO <br />
SPECTACLES<br />
for welder protectioN.<br />
9 // BELLELI <strong>ESAB</strong> NEWS // 10
Lightweight inverter-based<br />
weLding equipment delivers<br />
high quality and high<br />
productivity.<br />
Designed for high productivity and quality welding<br />
applications, the new Aristo Mig 4004i Pulse power source<br />
belongs to <strong>ESAB</strong>’s top-of-the-range Aristo family of<br />
welding equipment. <strong>The</strong> pulse function makes it<br />
suitable for advanced welding in aluminium and<br />
stainless steel. Aristo Mig 4004i Pulse power source<br />
connected to the wire feeders Aristo Feed 3004 or<br />
Aristo YardFeed 2000 forms a complete MIG/MAG<br />
package. <strong>The</strong> Aristo Feed 3004 is offered with a choice<br />
of the advanced U6 or more sophisticated U8 2 control<br />
panels and the Aristo YardFeed 2000 is available with<br />
the U6 control panel. Together, these products can boost<br />
productivity, enhance weld quality, and save money<br />
through reduced energy consumption.<br />
<strong>The</strong> Aristo Mig 4004i Pulse is designed for a modern<br />
welding, lightweight, multi-process welding power source<br />
that can be used for MIG, pulsed MIG, MAG, MMA, or<br />
TIG. Compared with conventional welding equipment, the<br />
electronically-controlled Aristo Mig 4004i Pulse weighs<br />
70% less and has a footprint that is 70% smaller. This<br />
new equipment is therefore easy to transport and much<br />
easier to use in confined spaces. Typical applications<br />
include the manufacture of trucks, busses, trailers,<br />
off-highway equipment, trains, and railway rolling stock,<br />
as well as wind turbine towers, structural steelwork,<br />
shipbuilding/offshore, and general industrial fabrication.<br />
To help in achieving high deposition rates, the Aristo Mig<br />
4004i Pulse delivers a welding current of 300 A and<br />
voltage of 32 V at a 100% duty<br />
cycle. At a 60% duty cycle these<br />
figures rise to 400 A and 36 V.<br />
Pre-programmed synergic<br />
lines set the optimum<br />
welding parameters when<br />
welding with different<br />
combinations of material,<br />
wire, and shielding gas.<br />
While the U6 control panel<br />
has a memory to store up<br />
to ten welding schedules,<br />
the U8 2 can store 255,<br />
plus this panel caters<br />
for customised<br />
synergic lines.<br />
Another feature that contributes to high-quality welds,<br />
even in the hands of less experienced operatives, is the<br />
QSet intelligent welding system that automatically<br />
fine-tunes the welding parameters “on the fly” so the<br />
operative only has to adjust the wire feed speed. In<br />
addition, the LiveTIG start function electronically limits<br />
the start current, and SuperPulse (available with the U8 2<br />
control panel) controls the heat input for bridging variable<br />
gaps with a spatter-free arc. Creep start, gas pre-flow,<br />
and hot start functions all help to provide a soft and more<br />
direct start with less spatter. TrueArcVoltage (applicable<br />
when using a torch from the PSF range) measures the<br />
actual arc voltage at the contact tip to ensure the welding<br />
performance is not adversely influenced by the length of<br />
the interconnection cable, return cable, or the welding<br />
torch assembly.<br />
As well as boosting productivity and enabling lesserskilled<br />
operatives to produce high-quality welds,<br />
the Aristo Mig 4004i Pulse and associated equipment<br />
also reduces operating costs through lower energy<br />
consumption. <strong>The</strong> COOL 1 cooling unit, used in<br />
conjunction with water-cooled torches, switches off<br />
automatically after 6.5 minutes of inactivity to reduce<br />
energy consumption while the equipment is at idle,<br />
as do the cooling fans in the power source. Furthermore,<br />
the fourth-generation inverter technology achieves a<br />
power factor of 0.94, resulting in further energy savings.<br />
Visit your closest <strong>ESAB</strong> distributor shop to test weld<br />
our new pulse power source or visit us online at<br />
www.esab.co.uk.<br />
Portable Plasma cutters<br />
combine performance with<br />
ease of use.<br />
Meet our new PowerCut 400 and PowerCut 700 portable<br />
plasma cutting packages suitable for use on all<br />
electrically conductive materials in production, assembly,<br />
repair, and maintenance applications. Well balanced and<br />
with a convenient, comfortable carrying handle, the<br />
PowerCut 400 and 700 can be carried easily from one<br />
work site to the next, or to exactly where it is needed in<br />
the workshop. However, the PowerCut 700 machine can<br />
also be fitted with a CNC interface so that it can be<br />
connected directly to a cutting table.<br />
Despite its compact dimensions (466 mm x 160 mm x<br />
340 mm) and low weight (14.5 kg including the torch), the<br />
PowerCut 400 is a powerful machine with a number of<br />
features that enhance the quality of cut and ease of use.<br />
<strong>The</strong> maximum material thickness that can be cut when<br />
operating from 230 V is 10 mm for a high-quality cut or<br />
13 mm when the finish is less important. When operating<br />
from 110 V the maximum thicknesses are 7 mm and 10<br />
mm, respectively.<br />
PowerCut 700 has a compact (559 mm x 211 mm x<br />
381 mm), lightweight (21.3 kg including the torch) design<br />
and could easily be taken to the job site. <strong>The</strong> maximum<br />
material thickness that can be cut is 15 mm for a<br />
high-quality cut or 20 mm when the finish and speed is<br />
less important. Both PowerCut 400 and 700 can also<br />
be powered from engine-driven welders when working<br />
remotely without access to a main power supply.<br />
<strong>The</strong> Dynamic Arc Control controls the pilot arc when<br />
cutting grate or mesh for continuous operation<br />
without any arc outages. To enhancing the cut quality<br />
and improving the ease of use, particularly when<br />
operatives are inexperienced, the PowerCut 400 and<br />
700 have been designed for drag cutting along straight<br />
edges or around templates. Another user-friendly feature<br />
is the Voltage Booster that helps to achieve drop cuts<br />
on thicker plates.<br />
Each PowerCut 400 and 700 is supplied complete with<br />
a PT-39 plasma torch and a kit of wear parts. <strong>The</strong><br />
PT-39 torch has been specially designed to be compact,<br />
lightweight, and ergonomic, with a comfortable grip<br />
and compact head that provides better arc visibility.<br />
For connecting the PowerCut 700 to a table for CNC<br />
cutting applications, <strong>ESAB</strong> offers an interface kit that<br />
includes a PCB, cable harness, and connector.<br />
<strong>The</strong> plasma cutters arrive fully assembled – ready to go<br />
out of the box.<br />
Visit your closest <strong>ESAB</strong> distributor shop to view<br />
our new PowerCut 400/700 or visit us online at<br />
www.esab.co.uk for more information.<br />
11 // PRODUCT NEWS PRODUCT NEWS // 12
New eSAB TIG Torches put<br />
the welder’S NeedS firSt.<br />
<strong>ESAB</strong>’s versatile new range of TXH TIG welding torches have been designed with the<br />
needs of the welder in mind. <strong>The</strong>y have a highly ergonomic design, are convenient to<br />
operate, and produce high quality results in all common TIG welding applications.<br />
<strong>The</strong> torches are designed for use with all TIG welding machines that have an OKC<br />
connection. Remote versions will operate with CAN-bus controlled machines.<br />
<strong>The</strong>re is a range of air-cooled and water-cooled TXH torch packages available<br />
including the remote versions. Flexible head versions ensure welding tasks can<br />
be carried out in difficult access areas, while the 4<strong>01</strong>w HD torch is designed for<br />
heavy duty applications up to 400 A.<br />
Welding diameters range from 1.0 mm – 3.2 mm for the TXH 121 torch to 1.0 mm –<br />
4.8 mm for the TXH 4<strong>01</strong>w model. All torches comply with EN60974-7 GOST-R and<br />
CCC standards.<br />
TXH torches can be specified with or without a gas valve and with or without<br />
a flexible neck, according to individual preference and intended usage. <strong>The</strong><br />
welding torch heads are lightweight and durable. <strong>The</strong>y have a highly effective<br />
cooling system and are manufactured with high temperature resistant silicone<br />
rubber. Copper components ensure cooler running temperatures, while also<br />
maximising the torch’s current capacity and therefore welding performance.<br />
Visit us online at www.esab.co.uk for more information.<br />
<strong>ESAB</strong> SEtS nEw StAndArdS<br />
with Aristo Fluid pre-weld<br />
Anti-spAtter.<br />
<strong>ESAB</strong>’s new Aristo Fluid pre-weld anti-spatter is based on an advanced formula that will help<br />
to prevent spatter and molten metal from sticking to a work piece during welding. This will in<br />
turn reduce the need for subsequent chipping, sanding, and grinding of the work piece thereby<br />
reducing cost and increasing efficiency and productivity.<br />
Aristo Fluid has a high strength formula that is up to three times stronger than alternative<br />
products currently available. <strong>The</strong> combination of high concentration and high heat resistance,<br />
together with the efficiency of the BOV system, means that Aristo Fluid can offer tangible cost<br />
savings. Add these benefits to a competitive price and Aristo Fluid is set to appeal to many<br />
different markets including plant fabrication and maintenance work, the automotive industry,<br />
civil construction, agriculture, and general fabrication.<br />
Visit us online at www.esab.co.uk for more information.<br />
New WARRIOR <br />
Tech reactive<br />
weldiNg helmet.<br />
Designed for use in all welding applications, <strong>ESAB</strong>’s<br />
new Warrior Tech welding helmet meet the needs of<br />
welding professionals requiring a high specification,<br />
ergonomically designed lightweight helmet that provides<br />
protection from dangerous UV/IR radiation, heat,<br />
and spatter.<br />
Critical for any welder is the performance of the lens<br />
and with the Warrior Tech, four welding arc sensors<br />
provide high response levels and a wider sensory<br />
coverage than many alternative helmets of this type.<br />
It has a large viewing area of 98 mm x 48 mm and this<br />
wider than normal field of vision increases spatial<br />
awareness. It features shade adjustment between DIN9<br />
and DIN13 with its automatic shade darkening filter (ADF)<br />
lens. This lens also gives the welder optimal viewing<br />
clarity and excellent optical quality.<br />
What have you welded lately?<br />
Submit your welding story and<br />
become a part of our Fabrication<br />
Hall of Fame<br />
We know you’re proud of your work, and we want to see<br />
it! Send us info on the metal masterpieces you’ve created<br />
with <strong>ESAB</strong> products, and see how they stack up against<br />
your fellow welders across Europe. We may even feature<br />
your story in our next e-newsletter.<br />
Send your story and details together with a picture to<br />
info@esab.co.uk.<br />
All stories published in the e-newsletter qualify the<br />
submitter for <strong>ESAB</strong> prizes, including the new Warrior<br />
Tech welding helmet.<br />
<strong>The</strong> helmet offers optimal performance for most<br />
fabrication and out-of-position welding. Its sensitivity<br />
control is a useful adaptable feature when welding<br />
with low amperages, such as when TIG welding, and<br />
ensures a better reaction to darker arc light.<br />
<strong>The</strong> delay control allows the welder to set how long the<br />
lens stays dark after the welding arc stops. A short delay<br />
will help to get the job done faster during tack welding,<br />
while a longer delay is useful for high amperage welding.<br />
<strong>The</strong> delay and sensitivity can be adjusted from the inside.<br />
Ergonomically designed for high operator comfort, the<br />
helmet’s headband is fully adjustable over the head and<br />
there are three longitudinal adjustments to increase field<br />
of vision. For enhanced comfort, the angled front pad<br />
sits flat on the forehead to reduce frontal lobe pressure.<br />
<strong>The</strong> shell has “B” grade impact safety rating.<br />
Visit us online at<br />
www.esab.co.uk<br />
for more information.<br />
13 // PRODUCT NEWS PRODUCT NEWS // 14
Designed for<br />
high productivity<br />
welding.<br />
Designed for high productivity and quality welding applications, the new Aristo ® Mig 4004i Pulse power<br />
source belongs to <strong>ESAB</strong>’s top-of-the-range Aristo ® family of welding equipment. <strong>The</strong> pulse function makes<br />
it suitable for advanced welding in aluminium and stainless steel.<br />
New technology gives a footprint that is 70% smaller than conventional power sources. <strong>The</strong> wire feeder<br />
is offered with a choice of the advanced U6 or more sophisticated U8 2 control panels to suit your needs.<br />
For more information, contact your <strong>ESAB</strong> representative or your nearest distributor.<br />
<strong>ESAB</strong>, Hanover House, Queensgate, Britannia Road, Waltham Cross, Herts. EN8 7TF. UK.<br />
Tel +44 (0) 1992 760698 Fax +44 (0)1992 717191 Email: info@esab.co.uk www.esab.co.uk