Packaging
Packaging
Packaging

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Lecture 18:<br />
Flexible packaging, bags and sacks<br />
Glass and metal packaging<br />
Environmental issues issues, LCA analysis, analysis<br />
packaging ergonomics<br />
Sören Östlund<br />
After lecture 18 you should be able to<br />
• describe manufacturing of paper sacks and flexible<br />
packaging<br />
• discuss the most important properties of paper for bags<br />
and flexible packaging applications<br />
• describe some important features of metals and glass for<br />
packaging applications<br />
• briefly describe manufacturing of typical metal and glass<br />
packages<br />
• discuss different environmental aspects of packages<br />
• describe the components of packaging ergonomics<br />
• briefly account for some trends in future packaging<br />
1
Literature<br />
• Fundamentals of packaging technology<br />
– Chapters 77, 88, pp. 505-509<br />
• Metal <strong>Packaging</strong><br />
• Pocket book of packaging<br />
– Pages 4-43<br />
• Ch. 66 in the Ljungberg textbook<br />
– P<strong>Packaging</strong> k i EErgonomics i<br />
Flexible packaging, sacks<br />
Bag<br />
A flexible container that open or fill at one<br />
end that may subsequently stay open or<br />
be sealed<br />
Sack<br />
Heavy-duty bag<br />
2
Major paper bag markets<br />
• Cement and other<br />
minerals<br />
• Grain products<br />
• Pet food<br />
• Industrial chemicals<br />
• Polymer resins<br />
• Consumer products<br />
– Sugar<br />
– Salt<br />
– Flour<br />
– Cookies etc.<br />
• Paper bags have a price<br />
and weight advantage<br />
over plastic bags, but<br />
plastic-based laminates<br />
more easily offer weather<br />
resistance and specific<br />
high-barrier properties.<br />
Sack paper also in for example flexible<br />
packaging for medical applications<br />
3
Sack manufacturing and filling<br />
Sack paper<br />
Important properties<br />
Air in<br />
Air out<br />
Product in<br />
CUSTOMER DEMAND CUSTOMER PAPER PROPERTIES<br />
• Trouble-free sack<br />
manufacturing<br />
• Rapid filling<br />
• Handling strength<br />
• Stacking stability<br />
• Good print image<br />
(consumer goods)<br />
VOCABULARY<br />
• Runnability<br />
• Porosity<br />
• Drop test<br />
• Friction<br />
• Printability<br />
• No ”slack” areas” or “long<br />
edges”, CD profile<br />
• Gurley number<br />
• Tensile Energy Absorption<br />
(TEA)<br />
• Slide Sdeage angle<br />
• Surface roughness<br />
A Gurley number is the time in seconds it takes for 100 cm 2 of air to<br />
pass through one-square inch of a membrane when a constant<br />
pressure of 4.88 inches of water is applied.<br />
4
Gurly apparatus<br />
Important paper properties<br />
• Tensile energy absorption<br />
– Combining strength and elongation properties increases the bag’s ability<br />
to absorb shocks during filling and handling<br />
• Porosity<br />
– In general a high porosity paper would be preferred to avoid problems<br />
during filling<br />
• Drop tests<br />
– Both butt drops (circumferential failure) and flat-face drops (stressed in<br />
the length direction)<br />
• Friction properties<br />
– Avoid handling problems on for example pallets<br />
• Water vapour barriers<br />
– Achieved by extrusion coating of paper by low- or high-density<br />
polyethylene or polypropylene<br />
5
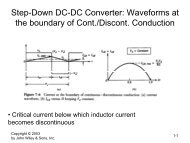
Tensile Energy Absorption<br />
“Area under the load-elongation curve”<br />
Tensile force<br />
MG paper<br />
MF and liners<br />
Sack paper<br />
MG = machine glazed (one side only)<br />
MF = machine glazed<br />
Elongation<br />
Production of extensible paper<br />
Moving<br />
rubber<br />
blanket<br />
The Clupak unit The Expanda unit<br />
Steel<br />
roll<br />
≈≈≈≈≈≈≈≈≈≈<br />
Nip bar,<br />
non rotating<br />
Paper<br />
Rubber<br />
roll<br />
Steel<br />
roll<br />
≈≈≈≈≈≈≈≈≈≈<br />
Paper<br />
6
The Clupak unit - I<br />
• Normally installed in the dryer section of<br />
a paper machine where the dry content<br />
of the web is between 60 - 65%<br />
depending on the pulp furnish.<br />
• The rubber blanket is pressure-loaded<br />
by a "nip bar" so that the gap in the nip<br />
becomes less than the thickness of the<br />
rubber blanket.<br />
• The rubber then acts like a fluid passing p g<br />
through a venturi - it accelerates so that<br />
the volume flowing remains constant.<br />
The Clupak unit - II<br />
• When the stressed rubber and the moist web<br />
have passed through the centre of the nip,<br />
the outer surface of the rubber begins to<br />
recoil (return to resting position).<br />
• The paper is subjected to a longitudinal<br />
compressive force by the frictional effect of<br />
the recoiling rubber.<br />
• A significant feature of the compaction<br />
process p is that it is entirely y mechanical. No<br />
chemical changes are made to the furnish or<br />
the paper.<br />
7
Flexible packaging<br />
Important properties<br />
CUSTOMER DEMAND<br />
• Good print image<br />
• Trouble-free converting<br />
• Special requirements, e.g.<br />
– PE and heat seal adhesion<br />
– ”no fibre tear”<br />
– smooth back side<br />
– controlled porosity and pore size.<br />
PAPER PROPERTIES<br />
• Surface roughness, formation,<br />
iink k absorbency b b<br />
• No “slack areas” or “long<br />
edges”, CD profile, etc.<br />
Bending stiffness<br />
• Customised testing<br />
– paper chemistry<br />
– beating<br />
– calendering, etc.<br />
Flexible packaging paper grades<br />
MG papers<br />
(Machine Glazed - Atypeof A type of<br />
paper that has a glossy finish<br />
on one side produced by a<br />
Yankee cylinder dryer.)<br />
– Traditional<br />
– Good stiffness<br />
– Good one side<br />
smoothness<br />
– Low production capacity,<br />
high cost<br />
– High back side roughness<br />
MF papers<br />
(Machine Finished - Atypeof A type of<br />
paper, which is calendared on<br />
the paper machine to impart<br />
smoothness and gloss.)<br />
– High production capacity,<br />
lower cost<br />
– More modern machines,<br />
better control<br />
– Lower stiffness<br />
8
Metal packaging<br />
Three-piece and two piece can<br />
constructions<br />
Specialized can shapes<br />
9
Performance containers<br />
• are required to be liquid tight<br />
• are made by three-piece welding or precision two-piece<br />
forming systems and fall into ranges of standard<br />
container sizes<br />
• also containers for industrial use as well as those for the<br />
carriage of dangerous goods<br />
• are used as primary packaging<br />
The volumetric capacity of this family of<br />
containers ranges from 30 ml to 25 litres.<br />
Non-performance containers<br />
• are not required to be liquid tight<br />
• are either made-up p containers using g a simple p lock seam for the body y<br />
or non-precision two-piece drawn container<br />
– do not fall into standard size ranges<br />
• are typically highly decorated containers, many of which are<br />
secondary packaging and used for promotional purposes.<br />
• are in addition to being used for promotional purposes also serving<br />
specific end markets such as:<br />
– Wines & Spirits<br />
– Tobacco – cigars<br />
– Dry foods – biscuits<br />
– Beverages – tea<br />
– Confectionery – sweets, chocolates<br />
– Health & beauty – toiletries<br />
– Giftware – pencil boxes, candle holders, etc.<br />
10
Metals<br />
Properties<br />
• Large strains to failure<br />
– FFormability bilit<br />
• Corrosion resistance<br />
– Material should will not contaminate the contents inside or affect<br />
the taste.<br />
• Recycling<br />
– Not as well-developed as for example paper and glass<br />
Materials<br />
Typical thicknesses<br />
• Steel<br />
– Thin metal plates (low-carbon steel) with thin layers of tin electrodeposited<br />
onto both sides (bleckplåt)<br />
– Tin-free low carbon steel (TFS) or electrolytic chrome-coated steel<br />
(ECCS) low-carbon steel sheets<br />
• Aluminium<br />
11
Decorations<br />
• Printing or paper labelled<br />
• SScreen printing i ti and d varnishing i hi<br />
• Forming into complex shapes<br />
Recycling y g rates<br />
• “Currently” approximately 51 % (70-80 %) for all steel<br />
packaging and 34 % (85 %) for aluminium drinks cans in<br />
U.K. (Sweden).<br />
Example of metal package manufacturing:<br />
How a two-piece drawn and wall-ironed drinks can is made<br />
1. Aluminium or steel strip arrives 2. The strip is lubricated with a<br />
at the can manufacturing plant thin film of liquid and then fed<br />
in large coils. continuously through a<br />
cupping press, which blanks<br />
and draws thousands of<br />
shallow cups every minute.<br />
12
3. Each cup is rammed through a<br />
series of tungsten carbide<br />
rings.<br />
This drawing and ironing<br />
process redraws the cup to a<br />
smaller diameter and thins the<br />
walls, whilst increasing the<br />
height.<br />
5. The trimmed can bodies are<br />
passed through highly efficient<br />
washers and then dried. This<br />
removes all traces of lubricant<br />
in preparation for coating<br />
internally and externally.<br />
4. Trimmers remove the surplus<br />
irregular edge and cut each<br />
can to a precise specified<br />
height.<br />
6. The clean cans are coated<br />
externally with a clear or<br />
pigmented base coat which<br />
forms a good surface for the<br />
printing inks.<br />
13
7. The cans pass through a hot air<br />
oven to dry the lacquer.<br />
8. The next step is a<br />
printer/decorator which applies<br />
the print design in up to six<br />
colours, plus a varnish.<br />
9. A coat of varnish is applied to 10. The cans pass through a<br />
the base of each can by the second oven which dries the<br />
rim-coater. ink and varnish.<br />
14
11. The inside of each can is<br />
sprayed with lacquer.<br />
This special lacquer is to<br />
protect the can itself from<br />
corrosion and from any<br />
possibility of interaction<br />
between the contents and the<br />
metal.<br />
13. The cans are passed through<br />
a necker/flanger, where the<br />
diameter of the wall is<br />
reduced (necked-in).<br />
The tops of the cans are<br />
flanged outwards to accept<br />
the ends after the cans have<br />
been filled.<br />
12. Lacquered internal surfaces<br />
are dried in an oven.<br />
14. Every can is tested at each<br />
stage of manufacture.<br />
At the final stage they pass<br />
through a light tester which<br />
automatically rejects any cans<br />
with pinholes or fractures.<br />
15
15. The finished can bodies are then transferred to the<br />
warehouse to be automatically palletised before despatch<br />
to the filling plant.<br />
How ring pull can ends are made<br />
1. Pre-coated aluminium or steel<br />
strip arrives at the can<br />
manufacturing plant in large<br />
coils or sheets.<br />
2. The sheet is fed through a<br />
press which stamps out<br />
thousands of ends every<br />
minute.<br />
16
3. At the same stage the edges<br />
are curled.<br />
4. The newly formed ends are<br />
passed through a lining<br />
machine which applies a very<br />
precise bead of compound<br />
sealant around the inside of the<br />
curl.<br />
5. A video inspection system 6. The pull tabs are made from a<br />
checks the ends to ensure they narrow coil of aluminium or<br />
are perfect. steel.<br />
The strip is first pierced and<br />
cut.<br />
Then the tab is formed in two<br />
further stages before being<br />
joined to the can end.<br />
17
7. The ends pass through a series<br />
of dies which score them and<br />
attach the tabs, which are fed in<br />
from a separate source. Food can end<br />
(full aperture)<br />
8. The final product is the ring pull<br />
end.<br />
Glass packaging<br />
Drinks can end<br />
(small aperture)<br />
18
What is glass?<br />
Glass furnace<br />
• Inorganic substance fused at high temperatures and cooled quickly<br />
so that is solidifies in a non-crystalline structure<br />
• No distinct melting or solidifying temperature<br />
• All commercial glass based on silica (quartz) - SiO2 • Glass production relies on many formulations<br />
• Soda-lime-silica glass is the type used for most commercial bottles<br />
and jars (see next slide)<br />
About 1510 ˚C<br />
Soda-lime-silica glass<br />
• The composition is normally<br />
– 68-73 % Silica sand (silicone oxide)<br />
– 10-13 % Soda ash (sodium carbonate), and<br />
– 10-13 % Limestone (calcium carbonate).<br />
A low percentage of other materials can be added for specific properties such as<br />
colouring.<br />
– Chrome oxides for emerald (green) glass<br />
– Iron and sulfur for amber (brown) glass<br />
– Cobalt oxides o ides for blue bl e glass<br />
• It has a smooth and nonporous surface that allows glass bottles and<br />
packaging glass to be easily cleaned.<br />
19
Soda-lime-silica glass (cont.)<br />
• Soda-lime glass containers are<br />
– virtually inert<br />
– resistant to chemical attack from aqueous solutions so they will not<br />
contaminate the contents inside or affect the taste.<br />
• Whereas pure glass SiO2 does not absorb UV light, soda-lime glass<br />
does not allow light at a wavelength of lower than 400 nm (UV light)<br />
to pass.<br />
• The disadvantages g of soda-lime glass g is that is not resistant to<br />
sudden thermal changes.<br />
Advantages of glass as packaging<br />
material<br />
• It is inert to most chemicals<br />
• Foods do not attack glass glass, nor do glass leach out<br />
materials that might alter taste and smell<br />
• It is impermeable (c.f. wine bottles, does not let air into the<br />
bottle)<br />
• Clarity allows product visibility<br />
• Perceived as having upscale image<br />
• Rigidity<br />
• Stable at “high” temperatures<br />
20
Example of manufacturing of glass bottle<br />
Blow-and-blow bottle manufacture - I<br />
1. The gob is dropped into the<br />
blank mould (temperature about<br />
985 ˚C).<br />
2. Air is blown into the mould to<br />
force glass into the finish<br />
section.<br />
3. The parison bottomer is<br />
replaced by a bottom plate and<br />
air is counter blown to expand<br />
the glass upwards.<br />
Example of manufacturing of glass bottle<br />
Blow-and-blow bottle manufacture - II<br />
4. Parison is removed and a<br />
gripping fixture rotate the bottle<br />
to right-side up orientation in the<br />
blow mould.<br />
5. Air forces the glass to conform<br />
to the shape of the blow mould.<br />
6. Bottle is cooled and taken to<br />
annealing oven<br />
(heat treatment to reduce residual<br />
stresses in the glass bottle)<br />
21
Post-blowing operations<br />
• Surface coating for reduction of the coefficient of<br />
friction and strengthening of the glass surface<br />
• Inspection for blisters, contaminating grain or<br />
grit, etc.<br />
• Inspection for tolerances (glass shrinks, like for<br />
example paper, during manufacturing)<br />
O SS S<br />
ENVIRONMENTAL ISSUES<br />
LCA ANALYSIS<br />
PACKAGING ERGONOMICS<br />
22
Development of environmentally<br />
acceptable packaging<br />
Guiding principles<br />
• RReduce d<br />
– Minimum use of material consistent with the basic<br />
function of packaging<br />
• Reuse<br />
– Where practical<br />
• Recycle<br />
– Material collected for further use<br />
– Fleece clothes made from PET bottles<br />
• Recover<br />
– Energy can be recovered from waste<br />
Nomenclature<br />
material<br />
recycling<br />
recycling<br />
organic<br />
recycling<br />
recovery<br />
energy‐<br />
recovery<br />
reuse<br />
23
Reduced packaging weight<br />
63 common product in grocery shops, 1993-2002<br />
tage (by weight)<br />
Percent<br />
REDUCTION OF WEIGHT<br />
Collecting and regenerating of packaging<br />
materials is a complex process<br />
• Metals<br />
– Identifying Identifying, sorting and recycling comparatively easy<br />
• Glass<br />
– Easy, but different colours make it difficult to get uncontaminated<br />
feedstock<br />
• Paper<br />
– Reasonably efficient sorting systems are in place<br />
• Plastics<br />
– More serious recycling problems, many plastics are not mutually<br />
compatible<br />
24
Is the Tetra Brik<br />
aseptic package an<br />
environmentally<br />
friendly package?<br />
Food <strong>Packaging</strong><br />
Parameters that influences environmental friendliness<br />
price<br />
size<br />
hygienic<br />
material<br />
Environment emptying<br />
length of<br />
product life waste<br />
25
<strong>Packaging</strong><br />
‐ a part of a system ‐<br />
Distribution<br />
Environment<br />
LCA – Life Cycle Analysis<br />
<strong>Packaging</strong><br />
A tool for judging the environmental impact of a package<br />
(product)<br />
Product<br />
The life cycle describe a products life from cradle to<br />
grave,<br />
from when the energy and materials are extracted from<br />
the nature to they are restored in the nature again.<br />
26
Life Cycle Analysis (LCA)<br />
• Different types of life cycle analysis<br />
– LCI – Life Cycle Inventory<br />
(A compilation of the flow of materials and energy<br />
during the life cycle of a product.<br />
No judgement of the environmental impact is made.)<br />
– LCA – Life Cycle Analysis<br />
(LCI followed by judgement of the environmental<br />
iimpact t )<br />
LCA is system dependent<br />
Reliability of the environmental analysis is<br />
dependent of<br />
• border of the system<br />
• used data<br />
• used model<br />
27
When is LCA used?<br />
Compare two different packaging<br />
Finding ”hot spots”<br />
Compare two different scenarios<br />
Rearrange sub‐processes<br />
Energy recovery (combustion)<br />
Material recycling<br />
Waste handling<br />
Example of Life Cycle Inventory<br />
Simplified process tree<br />
ffor yoghurt h plastic l i cups<br />
Transportförpackning<br />
Transportförpackning<br />
Butiksförpackning<br />
Transportförpackning<br />
Butiksförpackning<br />
Transportförpackning<br />
Framställning av<br />
polystyrengranuler<br />
Transport<br />
Tillverkning g av<br />
polystyrenbägare<br />
Inpackning<br />
Transport<br />
Uppackning<br />
Fyllning<br />
Inpackning<br />
Transport<br />
Uppackning<br />
Butik<br />
Transport<br />
Användning<br />
Restprodukthantering<br />
Framställning av<br />
polystyrengranuler<br />
Transport<br />
Tillverkning av<br />
polystyrenlock<br />
Transport<br />
Tillverkning av<br />
aluminiumfolie<br />
Transport<br />
Tillverkning av<br />
aluminiumoblat<br />
Transport<br />
28
Energy contents<br />
Yoghurt<br />
Gable Gab e top<br />
packaging<br />
Size: 1 liter<br />
Product: Yoghurt<br />
71%<br />
Yoghurt packaging<br />
g CO2‐eequivalent/functional g CO2-ekv. / f.e unnit<br />
22,50E+05 50E+05<br />
2,00E+05<br />
1,50E+05<br />
1,00E+05<br />
5,00E+04<br />
0,00E+00<br />
11%<br />
18%<br />
Consumer package Spillage Yoghurt<br />
Förpackningarnas påverkan till växthuseffekten<br />
Carbon Footprint<br />
Plastic PS-bägare cup Takås Gable förp. top<br />
29
Energy consumption<br />
Yoghurt packaging<br />
LCA<br />
Functional unit = 1000 l<br />
MJ/f.u.<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
Yoghurt spillage<br />
Cup, 500 g<br />
Gable top top, 1 l<br />
product spillage (%)<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
0<br />
Plastic cup Gable top<br />
Plastic cup Gable top<br />
home<br />
retailer<br />
wholesaler+filler<br />
30
Milk spillage<br />
1 litre milk<br />
5000 kJ energy Based on demography and distribution<br />
system the milk spillage is<br />
ca 250 ‐ 1500 kJ,<br />
or 5 –30 % of the milk content<br />
Based on packaging system<br />
400 ‐ 600 kJ,<br />
or 8 ‐ 12% of milk content<br />
Prevention by Source Reduction<br />
-the paradox-<br />
Environmental<br />
impact<br />
Minimum impact<br />
on the environment<br />
‐5% +5%<br />
Underestimated<br />
packaging design<br />
Minimum adequate<br />
amount of material<br />
Overestimated<br />
packaging design<br />
Excess negative<br />
impact on the<br />
environment<br />
Amount of<br />
packaging material<br />
by weight/volume<br />
31
Effect of Declining Size of Households<br />
<strong>Packaging</strong> per Person [kg/year]<br />
70<br />
A person living alone has roughly double the environmental impact of<br />
a person living in a large household.<br />
One person in a large household uses only 60 % of the materials and<br />
40 % of the energy used by a person who lives alone.<br />
Source: Incpen<br />
Environmental labeling<br />
Objective: to encourage the demand and assortment of products/services<br />
that have a less negative impact on the environment than other products<br />
ISO 14024 ‐ type I<br />
Voluntary environmental labeling<br />
based on a number of criteria<br />
ISO 14021 ‐ type II<br />
Manufacturers own statements on<br />
the environmental properties of a product<br />
ISO 14025 ‐ type III<br />
Results stated in the form of an EPD<br />
(EPD = Environmental Product Information) that is certified by an independent organization.<br />
Contains different types of information about a product basInnehåller olika typer av<br />
information om en produkt som är baserad på LCA.<br />
http://www.miljomarkarna.se/<br />
90<br />
120<br />
32
Swedish requirements of recovery<br />
and recycling<br />
recovery recycling<br />
Aluminium packages 70 %<br />
Paper, paperboard, corrugated 65 %<br />
Plastics (excl. PET drink packages) 70 % 30%<br />
Steel 70 %<br />
Glass 70 %<br />
Drink packages metal 90 %<br />
‐ ” ‐ plastics 90 %<br />
Wood 70 % 15 %<br />
Other (per material) 30 % 15 %<br />
Which types of materials have fulfilled the<br />
Swedish requirement for reuse of materials?<br />
tons<br />
700000<br />
600000<br />
500000<br />
400000<br />
300000<br />
200000<br />
100000<br />
0<br />
75%<br />
Recovery and recycling 2005<br />
72%<br />
On the<br />
market<br />
65%<br />
70%<br />
Material usage<br />
Total recovery and<br />
recycling<br />
Plastics Paper and board Metal<br />
Type of packaing<br />
Glass Wood<br />
70%<br />
64%<br />
95%<br />
70%<br />
70%<br />
11%<br />
33
User friendly-packaging<br />
<strong>Packaging</strong> Ergonomics<br />
TRENDS<br />
• Aging population<br />
• Single households<br />
• Short-of-time behaviour<br />
• Meals outside of the home<br />
• Packages that makes life easier for the<br />
user<br />
User-package interface<br />
• Simplified model for the user-package interface that<br />
illustrates schematically how the various abilities of a<br />
user meet the characteristics (and thus demands) of a<br />
package, with various results<br />
The abilities<br />
of the user Package<br />
use/handling<br />
The properties<br />
situations<br />
of the package<br />
-<br />
?<br />
+<br />
34
Who is the customer - user?<br />
• Employees in different sections of a value chain and<br />
consumers,<br />
• Filling, packing, sorting<br />
• Palletising<br />
• Pulling/pushing<br />
• Order picking, packing, carrying<br />
• Carrying, opening, replenishing, waste handling<br />
• Opening, emptying, re-closing, storing, waste handling<br />
• Material separation<br />
Easy improvements<br />
Retail packages<br />
<strong>Packaging</strong><br />
design<br />
P<strong>Packaging</strong> k i<br />
size<br />
Information<br />
<strong>Packaging</strong><br />
material il<br />
Ease of opening<br />
Opening devices<br />
(t (tear strip, ti perforation, f ti etc.) t ) PProduction d i<br />
User abilities<br />
Contents<br />
Work situation<br />
Auxilliary<br />
means<br />
Shelving<br />
35
Bar code location<br />
Manual registration<br />
It is covered by the seal<br />
Work places<br />
It is placed at a corner and partly in<br />
the welded joint<br />
The surface is too rough<br />
36
Harmonized legislation<br />
Influence on the area of packaging<br />
• Legislation on product safety, guidelines on ergonomics and environmental<br />
matters – all have bearing on a user-packaging interface, both for consumer<br />
packaging k i and d ffor packaging k i iin th the workplace k l<br />
Weight less than<br />
15 kg<br />
Weight between 15<br />
and 25 kg<br />
Weight more than<br />
25 kg<br />
These symbols serve as a warning to people handling a package.<br />
The aim is for all packages to be marked with easily understandable weight<br />
information to reduce the risk of occupational injury.<br />
Text size<br />
Arial 9-24<br />
Understanding the Customer<br />
Understanding the Customer<br />
Understanding the Customer<br />
Understanding the Customer<br />
Source:www.tya.se<br />
UUnderstanding d t di the th Customer<br />
C t<br />
Explain<br />
37
Examples of packages that represents<br />
different properties of good usability<br />
Window carton<br />
Tubes possible to empty<br />
up to 98%<br />
Some personal reflections on<br />
trends in future packaging<br />
• Bio-plastics<br />
• Paper and board with high strains to failure to enable forming of<br />
complex structures<br />
• Sheet materials based on nano-cellulose (MFC=microfibrillar<br />
cellulose) as part of sandwich structures<br />
• Foam materials made of cellulose<br />
• Artistic design parameters increasingly important<br />
• Environmental issues increasingly important<br />
• Improved logistics using printed electronics, RFID etc.<br />
38
After lecture 18 you should be able to<br />
• describe manufacturing of paper sacks and flexible<br />
packaging<br />
• discuss the most important properties of paper for bags<br />
and flexible packaging applications<br />
• describe some important features of metals and glass for<br />
packaging applications<br />
• briefly describe manufacturing of typical metal and glass<br />
packages<br />
• discuss different environmental aspects of packages<br />
• describe the components of packaging ergonomics<br />
• briefly account for some trends in future packaging<br />
39