CONVEYING TECHNOLOGY LOADING ... - BEUMER Group
CONVEYING TECHNOLOGY LOADING ... - BEUMER Group
CONVEYING TECHNOLOGY LOADING ... - BEUMER Group

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Electrical equipment for large-scale belt conveyor systems<br />
Belt conveyor systems, especially<br />
curved belt conveyor systems,<br />
demand a lot from the drive unit<br />
system. The main target is to keep<br />
the tensile load on the belt in all<br />
operation situations as small as<br />
possible. A long service life and a<br />
reliable guiding of the belt in curves<br />
can thus be achieved.<br />
The requirements can be fulfilled by<br />
using modern motion control systems<br />
and application software especially<br />
designed for this purpose.<br />
3 x 132 kW<br />
3 x 132 kW<br />
Winch<br />
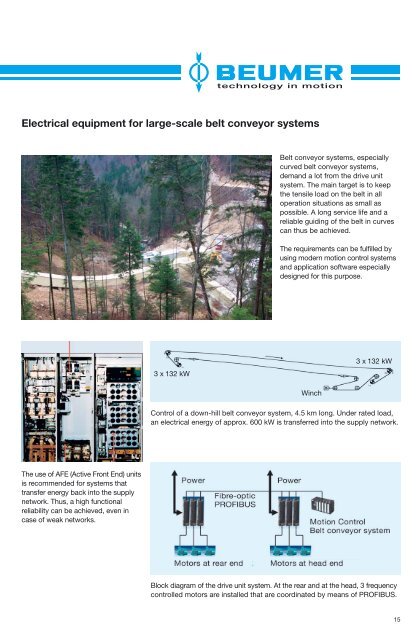
Control of a down-hill belt conveyor system, 4.5 km long. Under rated load,<br />
an electrical energy of approx. 600 kW is transferred into the supply network.<br />
The use of AFE (Active Front End) units<br />
is recommended for systems that<br />
transfer energy back into the supply<br />
network. Thus, a high functional<br />
reliability can be achieved, even in<br />
case of weak networks.<br />
Block diagram of the drive unit system. At the rear and at the head, 3 frequency<br />
controlled motors are installed that are coordinated by means of PROFIBUS.<br />
15