LINC FEED 45 - Lincoln Electric - documentations
LINC FEED 45 - Lincoln Electric - documentations
LINC FEED 45 - Lincoln Electric - documentations

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Prawy Przycisk:<br />
Zakres Regulacji<br />
Preflow Time<br />
0-25.0 seconds<br />
Run-in WFS:<br />
Off, 1 to 12 m/min<br />
Start Procedure<br />
Zakres Regulacji<br />
Spot Timer<br />
0 to 120.0 Seconds<br />
Postflow Time<br />
0 to 25.0 Seconds<br />
Burnback<br />
Crater Procedure<br />
Zakres Regulacji<br />
2-Punktowe, 4-<br />
Punktowe<br />
Opcje Dla Startu Spawania<br />
Opis<br />
Ustawia czas przez który gaz płynie po<br />
naciniciu przycisku a przed rozpoczciem<br />
podawania drutu.<br />
Ustawia prdko podawania drutu od<br />
momentu nacinicia przycisku do momentu<br />
zapalenia łuku spawalniczego.<br />
Funkcja Startu kontroluje prdko podawania<br />
drutu i napicie spawania przez okrelony<br />
czas w momencie rozpoczcia spawania. W<br />
czasie startu prdko podawania I napicie<br />
spawania narasta (lub opada) od wartoci<br />
startowej do nominalnej dla danej procedury<br />
spawania.<br />
Opcje Dla Koca Spawania<br />
Opis<br />
Ustawia całkowity czas spawania nawet jeli<br />
przycisk uchwytu spawalniczego bdzie dalej<br />
nacinity. Funkcja ta nie działa dla trybu<br />
czterotaktu.<br />
Ustawia czas kiedy gaz osłonowy jeszcze płynie<br />
po zakoczeniu spawania.<br />
Jest to czas przez który napicie na wyjciu<br />
urzdzenia jeszcze wystpuje po zatrzymaniu<br />
podawania drutu. Funkcja ta zapobiega utkniciu<br />
drutu spawalniczego w materiale spawanym<br />
oraz przygotowuje koniec drutu do nastpnego<br />
zajarzenia łuku.<br />
Funkcja tworzenia krateru kontroluje warto<br />
prdkoci podawania drutu i napicia spawania<br />
przez okrelony czas w kocowym etapie<br />
spawanie kiedy przycisk uchwytu spawalniczego<br />
ju został zwolniony. W czasie działania tej<br />
funkcji urzdzenie parametry spawania narastaj<br />
(lub opadaj) od wartoi nominalnych w czasie<br />
spawania do wartoci ustalonych dla funkcji<br />
tworzenia krateru.<br />
2-Punktowe, 4-Punktowe<br />
Opis<br />
Wybór pomidzy trybem spawania 2-punktowym<br />
lub 4-punktowym.<br />
2-TAKT / 4-TAKT<br />
Przełcznik 2-TAKT/4-TAKT zmienia sposób pracy przycisku w<br />
uchwycie spawalniczym. W pracy 2-TAKT<br />
włczanie/wyłczanie urzdzenia jest bezporedni reakcj na<br />
wcinicie/puszczenie przycisku w uchwycie. Praca 4-TAKT<br />
pozwala na zatrzaskiwanie stanu przycisku w uchwycie i<br />
pozwala na kontrol czasu spdzonego w krokach Start Łuku i<br />
Krater. Tryb pracy 2-TAKT lub 4-TAKT mona wybra poprzez<br />
opcj menu na panelu przednim podajnika. W metodzie<br />
spawania SMAW nie ma moliwoci wyboru trybu pracy<br />
pomidzy 2-taktem i 4-taktem,<br />
2-TAKT Tryb pracy 2-TAKT jest najpowszechniej stosowany.<br />
Kiedy przycisk w uchwycie jest nacinity system spawania<br />
(ródło mocy i podajnik drutu) przechodzi przez sekwencj<br />
startow bezporednio do spawania z parametrami<br />
ustawionymi na panelu przednim. System kontynuuje spawanie<br />
a do momentu puszczenia przycisku. Wówczas, poprzez<br />
sekwencj kocow system koczy spawanie. 4-TAKT W tym<br />
trybie spawacz ma dodatkow kontrol nad przebiegiem<br />
sekwencji spawania. Tryb 4-TAKT pozwala na wybranie czasu<br />
w krokach – start spawania -> spawanie -> koniec spawania. W<br />
tym trybie mona równie wybra opcj zatrzaskiwania stanu<br />
przycisku w uchwycie.<br />
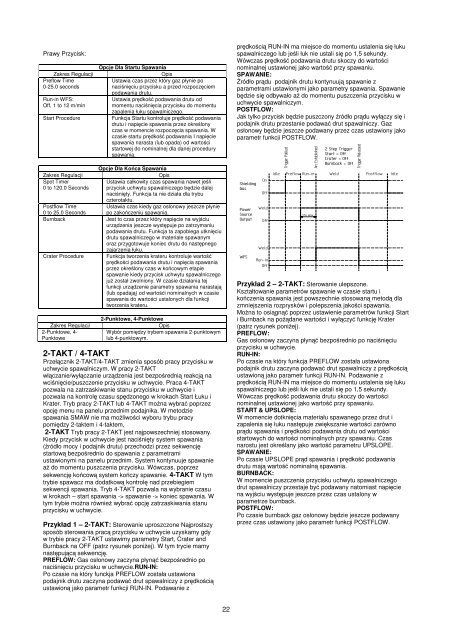
Przykład 1 – 2-TAKT: Sterowanie uproszczone Najprostszy<br />
sposób sterowania prac przycisku w uchwycie uzyskamy gdy<br />
w trybie pracy 2-TAKT ustawimy parametry Start, Crater and<br />
Burnback na OFF (patrz rysunek poniej). W tym trycie mamy<br />
nastpujc sekwencj.<br />
PREFLOW: Gas osłonowy zaczyna płyn bezporednio po<br />
naciniciu przycisku w uchwycie.RUN-IN:<br />
Po czasie na który funckja PREFLOW została ustawiona<br />
podajnik drutu zaczyna podawa drut spawalniczy z prdkoci<br />
ustawion jako parametr funkcji RUN-IN. Podawanie z<br />
prdkoci RUN-IN ma miejsce do momentu ustalenia si łuku<br />
spawalniczego lub jeli łuk nie ustali si po 1,5 sekundy.<br />
Wówczas prdko podawania drutu skoczy do wartoci<br />
nominalnej ustawionej jako warto przy spawaniu.<br />
SPAWANIE:<br />
ródło prdu podajnik drutu kontynuuj spawanie z<br />
parametrami ustawionymi jako parametry spawania. Spawanie<br />
bdzie si odbywało a do momentu puszczenia przycisku w<br />
uchwycie spawalniczym.<br />
POSTFLOW:<br />
Jak tylko przycisk bdzie puszczony ródło prdu wyłczy si i<br />
podajnik drutu przestanie podawa drut spawalniczy. Gaz<br />
osłonowy bdzie jeszcze podawany przez czas ustawiony jako<br />
parametr funkcji POSTFLOW.<br />
<br />
<br />
<br />
<br />
<br />
!<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
"##<br />
"##<br />
$%"##<br />
<br />
<br />
&'<br />
Przykład 2 – 2-TAKT: Sterowanie ulepszone.<br />
Kształtowanie parametrów spawanie w czasie startu i<br />
koczenia spawania jest powszechnie stosowan metod dla<br />
zmniejszenia rozprysków i polepszenia jakoci spawania.<br />
Mona to osign poprzez ustawienie parametrów funkcji Start<br />
i Burnback na podane wartoci i wyłczy funkcj Krater<br />
(patrz rysunek poniej).<br />
PREFLOW:<br />
Gas osłonowy zaczyna płyn bezporednio po naciniciu<br />
przycisku w uchwycie.<br />
RUN-IN:<br />
Po czasie na który funkcja PREFLOW została ustawiona<br />
podajnik drutu zaczyna podawa drut spawalniczy z prdkoci<br />
ustawion jako parametr funkcji RUN-IN. Podawanie z<br />
prdkoci RUN-IN ma miejsce do momentu ustalenia si łuku<br />
spawalniczego lub jeli łuk nie ustali si po 1,5 sekundy.<br />
Wówczas prdko podawania drutu skoczy do wartoci<br />
nominalnej ustawionej jako warto przy spawaniu.<br />
START & UPSLOPE:<br />
W momencie dotknicia materiału spawanego przez drut i<br />
zapalenia si łuku nastpuje zwikszanie wartoci zarówno<br />
prdu spawania i prdkoci podawania drutu od wartoci<br />
startowych do wartoci nominalnych przy spawaniu. Czas<br />
narostu jest okrelany jako warto parametru UPSLOPE.<br />
SPAWANIE:<br />
Po czasie UPSLOPE prd spawania i prdko podawania<br />
drutu maj warto nominaln spawania.<br />
BURNBACK:<br />
W momencie puszczenia przycisku uchwytu spawalniczego<br />
drut spawalniczy przestaje by podawany natomiast napicie<br />
na wyjciu wystpuje jeszcze przez czas ustalony w<br />
parametrze burnback.<br />
POSTFLOW:<br />
Po czasie burnback gaz osłonowy bdzie jeszcze podawany<br />
przez czas ustawiony jako parametr funkcji POSTFLOW.<br />
22