- Page 1 and 2:
SUBSECTION B REQUIREMENTS PERTAININ
- Page 3 and 4:
PART UW Overview Fion Zhang/ Charli
- Page 5 and 6:
Type number Joint description Limit
- Page 7 and 8:
UW-2 SERVICE RESTRICTIONS. Fion Zha
- Page 9 and 10:
UW-2 SERVICE RESTRICTIONS Class a b
- Page 11 and 12:
UW-2 Class a Description. Vessels a
- Page 13 and 14:
WELDED JOINT CATEGORY ASME VIII pre
- Page 15 and 16:
• Cat “A” includes all longit
- Page 17 and 18:
Non-hemispherical head Critical Cir
- Page 19 and 20:
• Cat B includes most circumferen
- Page 21 and 22:
• Cat D includes welded joints co
- Page 23 and 24:
The main content relates to two are
- Page 25 and 26:
(d) Except when the longitudinal jo
- Page 27 and 28:
staggered or separated by a distanc
- Page 29 and 30:
Based on the ASME Code requirement
- Page 31 and 32:
Fion Zhang/ Charlie Chong UW-11
- Page 33 and 34:
Item 3: All butt welds in an unfire
- Page 35 and 36:
RT Item Note Joint Efficiency (Type
- Page 37 and 38:
UCS-57 RADIOGRAPHIC EXAMINATION In
- Page 39 and 40:
UW-11(a2) all butt welds in vessels
- Page 41 and 42:
UW-11 RADIOGRAPHIC AND ULTRASONIC E
- Page 43 and 44:
UW-11(a) Full Radiography (1) all b
- Page 45 and 46:
Except as required by UHT-57(a), Ca
- Page 47 and 48:
Any vessel with welded joint exceed
- Page 49 and 50:
in which case: (a)Category A and B
- Page 51 and 52:
(7) ultrasonic examination in accor
- Page 53 and 54:
Full Radiography means UW-11 (a-5):
- Page 55 and 56:
Radiographic examination is not req
- Page 57 and 58:
UW-11(d,e,f) Special welding proces
- Page 59 and 60:
http://www.mechanicalengine eringbl
- Page 61 and 62:
Fion Zhang/ Charlie Chong UW-11
- Page 63 and 64:
UW-12 JOINT EFFICIENCIES Fion Zhang
- Page 65 and 66:
Summary of weld types: Type 1: Full
- Page 67 and 68:
Type number Joint description Limit
- Page 69 and 70:
Type number Joint description Limit
- Page 71 and 72:
Summary Maximum Weld Joint Efficien
- Page 73 and 74:
Butt joints as attained by double-w
- Page 75 and 76:
TABLE UW-12 MAXIMUM ALLOWABLE JOINT
- Page 77 and 78:
Weld type number 1: Single “V”
- Page 79 and 80:
Type number Joint description Limit
- Page 81 and 82:
Type number Joint description Limit
- Page 83 and 84:
Type number Joint description Limit
- Page 85 and 86:
GENERAL NOTES: (a) The single facto
- Page 87 and 88:
UW12(d) Seamless vessel sections or
- Page 89 and 90:
UW12(d) • all Category A welds ar
- Page 91 and 92:
Q. Given a seamless head or shell s
- Page 93 and 94:
Hemispherical head • 100% RT UW-5
- Page 95 and 96:
Fion Zhang/ Charlie Chong UW-12
- Page 97 and 98:
Fion Zhang/ Charlie Chong UW-12
- Page 99 and 100:
Fion Zhang/ Charlie Chong UW-12
- Page 101 and 102:
Fion Zhang/ Charlie Chong UW-12
- Page 103 and 104:
FIG. UW-16.1 SOME ACCEPTABLE TYPES
- Page 105 and 106:
t c = not less than the smaller of
- Page 107 and 108:
Exercise: Problem: A nozzle is bein
- Page 109 and 110:
FIG. UW-16.1 SOME ACCEPTABLE TYPES
- Page 111 and 112:
Fion Zhang/ Charlie Chong UW-16
- Page 113 and 114:
Fion Zhang/ Charlie Chong UW-16
- Page 115 and 116:
• t = nominal thickness of vessel
- Page 117 and 118:
where it meets a set-on nozzle, by
- Page 119 and 120:
Q3. ASME VIII section UW-16 (c) fig
- Page 121 and 122:
Q5. ASME VIII section UW-16 (d)(1)
- Page 123 and 124:
UW-40(f ) The term nominal thicknes
- Page 125 and 126:
UW-40(a), the soak band shall conta
- Page 127 and 128:
fillet welds, the nominal thickness
- Page 129 and 130: The nominal thickness 6. When a wel
- Page 131 and 132: Mr. “t” the nominal thickness (
- Page 133 and 134: Mr. “t” the nominal thickness e
- Page 135 and 136: UW-50 NONDESTRUCTIVE EXAMINATION OF
- Page 137 and 138: UW-51 RADIOGRAPHIC EXAMINATION OF W
- Page 139 and 140: 10-13 RECORDS RETENTION a) The Manu
- Page 141 and 142: (c) For manufacturers of UM stamped
- Page 143 and 144: When do you need full RT Fion Zhang
- Page 145 and 146: UW-11, a(2). All materials; welded
- Page 147 and 148: UW-11 (a3) all butt welds in the sh
- Page 149 and 150: UW-11 (a6) all butt welds joined by
- Page 151 and 152: UW-51 (a2) A written radiographic e
- Page 153 and 154: Demonstration of (1) density and (2
- Page 155 and 156: Demonstration of (1) density and (2
- Page 157 and 158: • Repaired welding, at the option
- Page 159 and 160: Unacceptable imperfections UW-51 (b
- Page 161 and 162: Unacceptable imperfections UW-51 (b
- Page 163 and 164: Unacceptable imperfections UW-51 (b
- Page 165 and 166: UW-51 (b3) any group of aligned ind
- Page 167 and 168: Unacceptable imperfections UW-51 (b
- Page 169 and 170: UW-51 (b2) http://www.ndted.org/Edu
- Page 171 and 172: In-progress RT for quality improvem
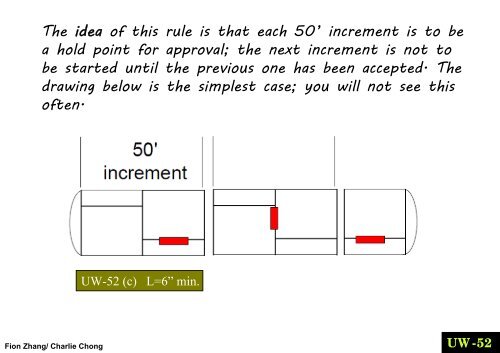
- Page 173 and 174: This rule also addresses smaller, o
- Page 175 and 176: UW-52 (b2) For each increment of we
- Page 177 and 178: Welder-C Welder-B Welder-A Under co
- Page 179: UW-52 (b3) Each spot examination sh
- Page 183 and 184: UW-52 (b4) Radiographs required at
- Page 185 and 186: UW-52 (c) Standards for Spot Radiog
- Page 187 and 188: Spot radiographs may be retained or
- Page 189 and 190: UW-51 (b2) t = the thickness of the
- Page 191 and 192: UW-52(d) Evaluation and Retests UW-
- Page 193 and 194: UW-52(d) Evaluation and Retests (1)
- Page 195 and 196: Fion Zhang/ Charlie Chong