

Download the May/June 1998 Issue in PDF format - Gear ...
Download the May/June 1998 Issue in PDF format - Gear ...
Download the May/June 1998 Issue in PDF format - Gear ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
• .GiEARi~UNIDA!MENTALSI _<br />
Hobs & Form Relieved Cutters:<br />
Common Sharpen<strong>in</strong>g Problems<br />
Pfa.ut'er.-!Maag Cutt<strong>in</strong>glJools,<br />
UP.<br />
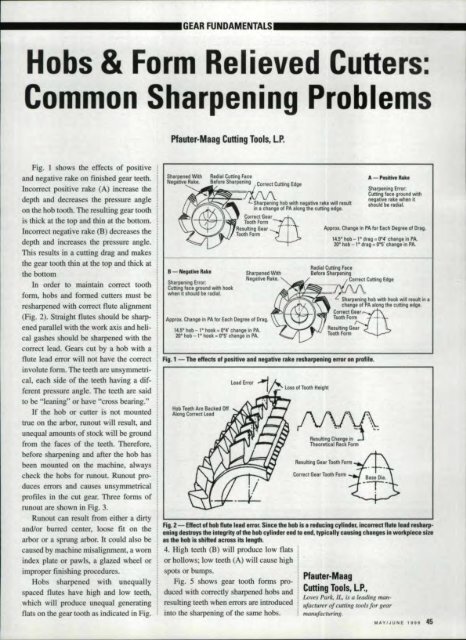
Fig. l shows <strong>the</strong> effects of positive<br />
and negative rake on f<strong>in</strong>ished gear teeth.<br />
Incorrect positive rake (A) <strong>in</strong>crease <strong>the</strong><br />
depth and decrease <strong>the</strong> pressure angle<br />
on <strong>the</strong> hob tooth. The result<strong>in</strong>g gear tooth<br />
is thick at.<strong>the</strong> top and thln at <strong>the</strong> bottom.<br />
Incorrect negative rake (B) decreases <strong>the</strong><br />
depthand <strong>in</strong>creases <strong>the</strong> pressure angle.<br />
This results <strong>in</strong> a cutt<strong>in</strong>g drag and makes<br />
<strong>the</strong> gear tooth th<strong>in</strong> al. <strong>the</strong> top and thick at<br />
<strong>the</strong> bottom<br />
In order to ma<strong>in</strong>ta<strong>in</strong> correcr rooth<br />
form, hob and formed cutters mil t be<br />
resharpened with correct flute alignment.<br />
(Fig. 2). Straight flutes should be sharp.<br />
ened parallel with <strong>the</strong> workaxis andileli·<br />
c~ gashes should be sharpened with <strong>the</strong><br />
correct lead. <strong>Gear</strong>s cut by a hob with a<br />
flute lead error will not have <strong>the</strong> correct<br />
<strong>in</strong>volute form. The teeth are unsymmetrical,<br />
each side of <strong>the</strong> teeth hav<strong>in</strong>g a different<br />
pressure angle. The teeth. are said<br />
to be "lean<strong>in</strong>g" orhave "cross bear<strong>in</strong>g.'<br />
If <strong>the</strong> hob or cutler i not mounted<br />
true on <strong>the</strong> arbor. runout will result, and<br />
unequal amounts of stock w<strong>in</strong> be ground<br />
from <strong>the</strong> face of <strong>the</strong> teeth. Therefore,<br />
before sharpen<strong>in</strong>g and after <strong>the</strong> hob has<br />
been mounted on <strong>the</strong> mach<strong>in</strong>e, always<br />
check <strong>the</strong> hobs forrunout, Runout produces<br />
errors and causes unsymmetrical<br />
profiles <strong>in</strong> <strong>the</strong> cut gear. Three fonns of<br />
runout are hOWD <strong>in</strong> Fig. 3,.<br />
Runout can result from ei<strong>the</strong>r a dirty<br />
and/or burred center. loose fit on <strong>the</strong><br />
arbor or a sprung arbor. It could also be<br />
caused by mach<strong>in</strong>e misaJigJlll1eot,!l worn<br />
<strong>in</strong>dex plate or pawls. a glazed wheel or<br />
improper f<strong>in</strong>ish<strong>in</strong>g procedures.<br />
Hobs sharpened with unequally<br />
paced flutes have high and low teeth.<br />
which w<strong>in</strong> produce unequal generat<strong>in</strong>g<br />
flats OJ] <strong>the</strong> gear tooth as <strong>in</strong>dicated <strong>in</strong> Fig.<br />
B -INagalivl'<br />
Rlh<br />
Radial' Cutt<strong>in</strong>g Face<br />
Befora_Sh'rpe~utt<strong>in</strong>g<br />
She r:pemng Error.<br />
CU1l<strong>in</strong>~ faca ground with hook<br />
when II should be rad,al.<br />
I<br />
Approx. Change <strong>in</strong> PA for Each Degrea<br />
Edge<br />
l Sha!ipsn<strong>in</strong>g hob with nag aliY9 rake will result<br />
<strong>in</strong> I change of PAllong <strong>the</strong> cutt<strong>in</strong>g .edg•.<br />
corr.ctGel~<br />
Tooth ,Form . .<br />
·Resul!<strong>in</strong>g G. Bar . ... . .' .<br />
Tooth Form<br />
Sharpened With<br />
Negative ·Rake.<br />
of Drag.<br />
14.5' hob - 1" hook = 1)".' chenge <strong>in</strong> 'I'll<br />
2!1" hob - 1· hook = 0'5' changa <strong>in</strong> I'A.<br />
Hob Teeth Are Backed Off<br />
Alongi Correct leadl<br />
A -<br />
p.!!m!YI Rl:.rI<br />
Sharpen<strong>in</strong>g Error:<br />
Cutt<strong>in</strong>g face ground with<br />
n~g.tive rake when it<br />
should be ndlJI.<br />
Approx. Changa <strong>in</strong> PA lor hch Degree of Drag.<br />
Radial Cun<strong>in</strong>g face<br />
Before Sha rp'an<strong>in</strong>g<br />
14.5"hob - l' drag ~ 0'4' change <strong>in</strong> PA.<br />
20' hob - l' drlf =,1)"5'·cl1anga <strong>in</strong> I':A.<br />
-.....<br />
hc=__ ~C!!n<strong>in</strong>gEdg'<br />
1/_~~_El.- L Shl!ipln<strong>in</strong>G 'hob with hook willrelult In a<br />
changa of PA along <strong>the</strong> cutt<strong>in</strong>g !doe.<br />
Correct GRj}ef ...<br />
Tooth Form<br />
Result<strong>in</strong>g<br />
Resuibngl '<strong>Gear</strong> .. '. !<br />
Tooth Form .<br />
<strong>Gear</strong> 1001/1 Form<br />
Correct <strong>Gear</strong> Tooth Form<br />
IFig, 2 - Effect of hob nlJtelead error. S<strong>in</strong>ce Ihe hob is I reduc<strong>in</strong>g: ,cyl<strong>in</strong>der, <strong>in</strong>correct. nul. lead ruhal'p'<br />
,en<strong>in</strong>g desboysthall ntegrily·of <strong>the</strong> Ihob ,cyl<strong>in</strong>ll·er end to ,end',typically caus<strong>in</strong>g clllllg8s.,<strong>in</strong> wo.rk.lIi8Ce li~.,<br />
.as <strong>the</strong>' hob lis shiftedlcr'Dss its length,<br />
4. Hi.gh teeth (B) will. produce low flats<br />
or hollows; low teeth (A) will cause high<br />
spots or bumps ..<br />
Fig. 5 shows gear tooth tonns produced<br />
wi.th correctly sharpened bobs and<br />
re ult<strong>in</strong>g teeth when errorsare <strong>in</strong>troduced<br />
<strong>in</strong>to <strong>the</strong> sharpen<strong>in</strong>g of <strong>the</strong> same bobs.<br />
Pfauter-Maa.g<br />
Cutt<strong>in</strong>g Tools.•LP.,<br />
LoVI'S Park • .II.., is a lead<strong>in</strong>g !Mn·<br />
ufacturer of CUll<strong>in</strong>g tools for gear<br />
ma1l.ufacru.ri.ng.<br />
MAY/JUNE lua 45














