90 AMP FLUX WIRE WELDER - Harbor Freight Tools
90 AMP FLUX WIRE WELDER - Harbor Freight Tools
90 AMP FLUX WIRE WELDER - Harbor Freight Tools

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
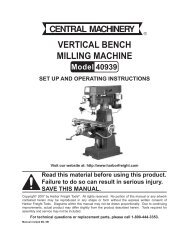
Weld Diagnosis<br />
Workpiece Heat Control / Weld Penetration<br />
INADEQUATE PENETRATION<br />
PROPER PENETRATION<br />
EXCESS PENETRATION OR<br />
BURN-THROUGH<br />
SAFETY<br />
Not hot enough<br />
Ideal heat<br />
Too hot<br />
SKU 68887<br />
How to increase workpiece heat<br />
and increase penetration:<br />
(to weld THICKER workpieces properly)<br />
a. Use MAX setting<br />
b. Weld more slowly<br />
Example Weld Diagrams<br />
Good<br />
Weld<br />
GUN<br />
GROUND<br />
<strong>90</strong> <strong>AMP</strong> <strong>FLUX</strong> <strong>WIRE</strong> <strong>WELDER</strong><br />
<strong>WIRE</strong> FEED SPEED<br />
ITEM 68887<br />
Current<br />
Too Low<br />
TO CORRECT:<br />
ON<br />
OFF<br />
120V~<br />
60Hz<br />
20A<br />
GUN<br />
MIN<br />
MAX<br />
GROUND<br />
Wire .030″-.035″ Flux-core<br />
Capacity XX Ga. – X/X″ Steel Plate<br />
Electrode – X′<br />
Cables<br />
Ground Clamp – X′<br />
c. Use faster wire feed<br />
d. Use shorter stickout<br />
<strong>90</strong> <strong>AMP</strong> <strong>FLUX</strong> <strong>WIRE</strong> <strong>WELDER</strong><br />
<strong>WIRE</strong> FEED SPEED<br />
ITEM 68887<br />
TO CORRECT:<br />
ON<br />
GUN<br />
OFF<br />
Current<br />
Too High or<br />
Wire Feed<br />
Too Fast<br />
MIN<br />
MAX<br />
Wire .030″-.035″ Flux-core<br />
Capacity XX Ga. – X/X″ Steel Plate<br />
Electrode – X′<br />
Cables<br />
Ground Clamp – X′<br />
<strong>90</strong> <strong>AMP</strong> <strong>FLUX</strong> <strong>WIRE</strong> <strong>WELDER</strong><br />
120V~<br />
60Hz<br />
20A<br />
or<br />
<strong>WIRE</strong> FEED SPEED<br />
ITEM 68887<br />
ON<br />
OFF<br />
For technical GROUND questions, please call 1-800-444-3353.<br />
120V~<br />
60Hz<br />
20A<br />
How to reduce workpiece heat<br />
and limit penetration:<br />
(to weld THINNER workpieces properly)<br />
a. Use MIN setting<br />
b. Weld more quickly<br />
Weld Speed<br />
Too Fast<br />
TO CORRECT:<br />
MIN<br />
MAX<br />
Wire .030″-.035″ Flux-core<br />
Capacity XX Ga. – X/X″ Steel Plate<br />
Electrode – X′<br />
Cables<br />
Ground Clamp – X′<br />
weld<br />
slower<br />
c. Use slower wire feed<br />
d. Use longer stickout<br />
Weld Speed<br />
Too Slow<br />
TO CORRECT:<br />
weld<br />
faster<br />
Stickout<br />
Too Long<br />
TO CORRECT:<br />
maintain<br />
less<br />
than 1 / 2 ″<br />
stickout<br />
Page 19<br />
MAINTENANCE WELDING TIPS BASIC WELDING SETUP