Thread
Thread
Thread

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
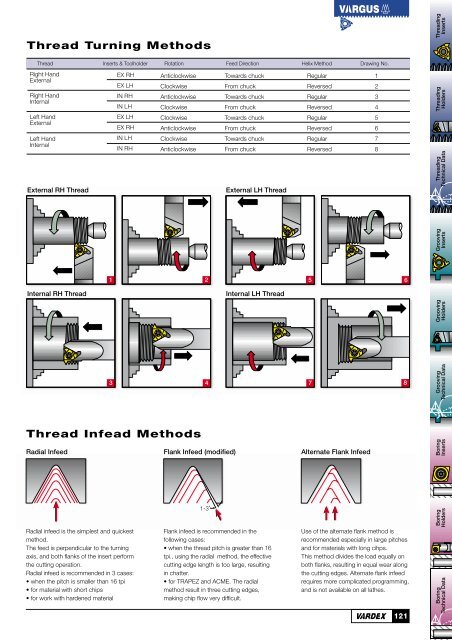
<strong>Thread</strong> Turning Methods<br />
<strong>Thread</strong>ing<br />
Inserts<br />
<strong>Thread</strong> Inserts & Toolholder Rotation Feed Direction<br />
Helix Method<br />
Drawing No.<br />
Right Hand<br />
External<br />
Right Hand<br />
Internal<br />
Left Hand<br />
External<br />
Left Hand<br />
Internal<br />
EX RH<br />
EX LH<br />
IN RH<br />
IN LH<br />
EX LH<br />
EX RH<br />
IN LH<br />
IN RH<br />
Anticlockwise<br />
Clockwise<br />
Anticlockwise<br />
Clockwise<br />
Clockwise<br />
Anticlockwise<br />
Clockwise<br />
Anticlockwise<br />
Towards chuck<br />
From chuck<br />
Towards chuck<br />
From chuck<br />
Towards chuck<br />
From chuck<br />
Towards chuck<br />
From chuck<br />
Regular<br />
Reversed<br />
Regular<br />
Reversed<br />
Regular<br />
Reversed<br />
Regular<br />
Reversed<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
<strong>Thread</strong>ing<br />
Holders<br />
External RH <strong>Thread</strong><br />
External LH <strong>Thread</strong><br />
<strong>Thread</strong>ing<br />
Technical Data<br />
Grooving<br />
Inserts<br />
1<br />
2<br />
5<br />
6<br />
Internal RH <strong>Thread</strong><br />
Internal LH <strong>Thread</strong><br />
Grooving<br />
Holders<br />
3<br />
4<br />
7<br />
8<br />
Grooving<br />
Technical Data<br />
<strong>Thread</strong> Infead Methods<br />
Radial Infeed<br />
Flank Infeed (modified)<br />
Alternate Flank Infeed<br />
Boring<br />
Inserts<br />
1-3˚<br />
Boring<br />
Holders<br />
Radial infeed is the simplest and quickest<br />
method.<br />
The feed is perpendicular to the turning<br />
axis, and both flanks of the insert perform<br />
the cutting operation.<br />
Radial infeed is recommended in 3 cases:<br />
• when the pitch is smaller than 16 tpi<br />
• for material with short chips<br />
• for work with hardened material<br />
Flank infeed is recommended in the<br />
following cases:<br />
• when the thread pitch is greater than 16<br />
tpi., using the radial method, the effective<br />
cutting edge length is too large, resulting<br />
in chatter.<br />
• for TRAPEZ and ACME. The radial<br />
method result in three cutting edges,<br />
making chip flow very difficult.<br />
Use of the alternate flank method is<br />
recommended especially in large pitches<br />
and for materials with long cihps.<br />
This method divides the load equally on<br />
both flanks, resulting in equal wear along<br />
the cutting edges. Alternate flank infeed<br />
requires more complicated programming,<br />
and is not available on all lathes.<br />
121<br />
Boring<br />
Technical Data