

Fasteners - hdgasa
Fasteners - hdgasa
Fasteners - hdgasa

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Contribution from South America<br />
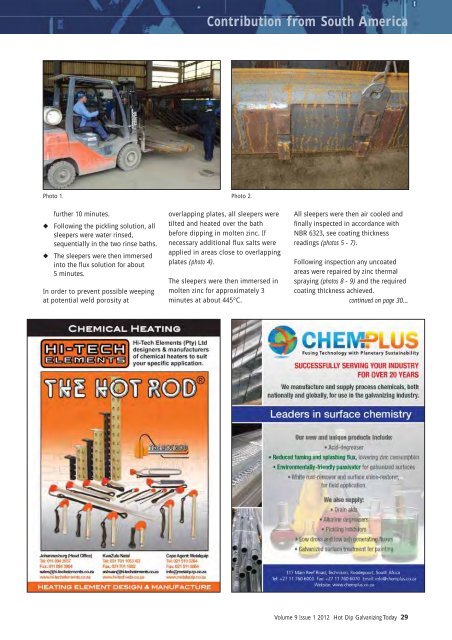
Photo 1. Photo 2.<br />
◆<br />
◆<br />
further 10 minutes.<br />
Following the pickling solution, all<br />
sleepers were water rinsed,<br />
sequentially in the two rinse baths.<br />
The sleepers were then immersed<br />
into the flux solution for about<br />
5 minutes.<br />
In order to prevent possible weeping<br />
at potential weld porosity at<br />
overlapping plates, all sleepers were<br />
tilted and heated over the bath<br />
before dipping in molten zinc. If<br />
necessary additional flux salts were<br />
applied in areas close to overlapping<br />
plates (photo 4).<br />
The sleepers were then immersed in<br />
molten zinc for approximately 3<br />
minutes at about 445°C.<br />
All sleepers were then air cooled and<br />
finally inspected in accordance with<br />
NBR 6323, see coating thickness<br />
readings (photos 5 - 7).<br />
Following inspection any uncoated<br />
areas were repaired by zinc thermal<br />
spraying (photos 8 - 9) and the required<br />
coating thickness achieved.<br />
continued on page 30...<br />
Volume 9 Issue 1 2012 Hot Dip Galvanizing Today 29














