SIROLLCIS CM Solutions for cold rolling mills - Industry - Siemens
SIROLLCIS CM Solutions for cold rolling mills - Industry - Siemens
SIROLLCIS CM Solutions for cold rolling mills - Industry - Siemens

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
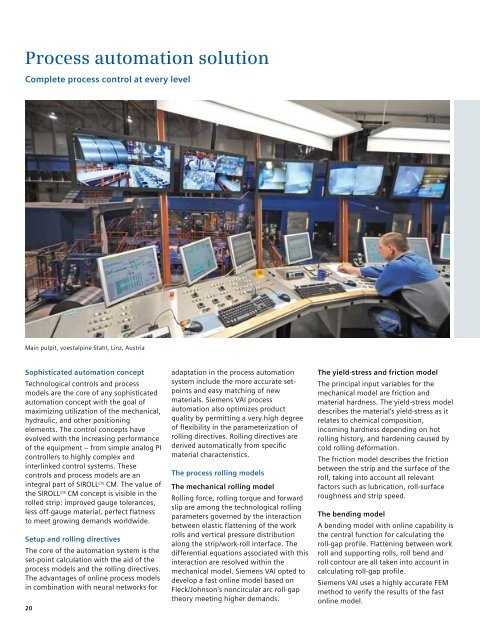
Process automation solution<br />
Complete process control at every level<br />
Main pulpit, voestalpine Stahl, Linz, Austria<br />
Sophisticated automation concept<br />
Technological controls and process<br />
models are the core of any sophisticated<br />
automation concept with the goal of<br />
maximizing utilization of the mechanical,<br />
hydraulic, and other positioning<br />
elements. The control concepts have<br />
evolved with the increasing per<strong>for</strong>mance<br />
of the equipment – from simple analog PI<br />
controllers to highly complex and<br />
interlinked control systems. These<br />
controls and process models are an<br />
integral part of SIROLL CIS <strong>CM</strong>. The value of<br />
the SIROLL CIS <strong>CM</strong> concept is visible in the<br />
rolled strip: improved gauge tolerances,<br />
less off-gauge material, perfect flatness<br />
to meet growing demands worldwide.<br />
Setup and <strong>rolling</strong> directives<br />
The core of the automation system is the<br />
set-point calculation with the aid of the<br />
process models and the <strong>rolling</strong> directives.<br />
The advantages of online process models<br />
in combination with neural networks <strong>for</strong><br />
20<br />
adaptation in the process automation<br />
system include the more accurate setpoints<br />
and easy matching of new<br />
materials. <strong>Siemens</strong> VAI process<br />
automation also optimizes product<br />
quality by permitting a very high degree<br />
of flexibility in the parameterization of<br />
<strong>rolling</strong> directives. Rolling directives are<br />
derived automatically from specific<br />
material characteristics.<br />
The process <strong>rolling</strong> models<br />
The mechanical <strong>rolling</strong> model<br />
Rolling <strong>for</strong>ce, <strong>rolling</strong> torque and <strong>for</strong>ward<br />
slip are among the technological <strong>rolling</strong><br />
parameters governed by the interaction<br />
between elastic flattening of the work<br />
rolls and vertical pressure distribution<br />
along the strip/work-roll interface. The<br />
differential equations associated with this<br />
interaction are resolved within the<br />
mechanical model. <strong>Siemens</strong> VAI opted to<br />
develop a fast online model based on<br />
Fleck/Johnson’s noncircular arc roll-gap<br />
theory meeting higher demands.<br />
The yield-stress and friction model<br />
The principal input variables <strong>for</strong> the<br />
mechanical model are friction and<br />
material hardness. The yield-stress model<br />
describes the material’s yield-stress as it<br />
relates to chemical composition,<br />
incoming hardness depending on hot<br />
<strong>rolling</strong> history, and hardening caused by<br />
<strong>cold</strong> <strong>rolling</strong> de<strong>for</strong>mation.<br />
The friction model describes the friction<br />
between the strip and the surface of the<br />
roll, taking into account all relevant<br />
factors such as lubrication, roll-surface<br />
roughness and strip speed.<br />
The bending model<br />
A bending model with online capability is<br />
the central function <strong>for</strong> calculating the<br />
roll-gap profile. Flattening between work<br />
roll and supporting rolls, roll bend and<br />
roll contour are all taken into account in<br />
calculating roll-gap profile.<br />
<strong>Siemens</strong> VAI uses a highly accurate FEM<br />
method to verify the results of the fast<br />
online model.