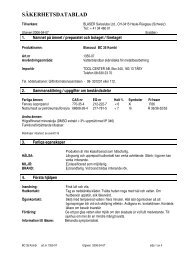
Inside spindle drawbar ES 40 10 226,5 +0,2 0,005 A-B 18 ES ø36 H6 6 0,03 A-B 3 30° 1 B M35x1,5 ø 35,5 118 25 13 6 ø55,5 f7 ø75 ø65 SW50 24,5 unclamped 28,9 min. with tool 31,3 max. without tool spindle length min. 415 40 0,01 A-B ø33 +0,2 6* ø32 H8 * ø27 +0,5 Z 0,4 0,02 A-B * *only at spindle length >520 ø27 H8 only at medium transfer 03/04 edge rounded to a max. only at medium transfer 03/04 Z Y 0,8 ø4 edge rounded (ø34 G7 ) 0,01 A-B 10° of 0,5 and polished ø34,5 15° 170 139 -0,5 117 +1 79,5 +0,1 7 Y 25° 8°17'50" ø34 G7 ø40 +0,2 ø27,6 +0,1 harden to 60+2 HRC +0,4 depth min. 1 R0,2 (79,5 +0,1 ) A X (ø 44,45) X ø44,45 Not a spindle manufacturing drawing!
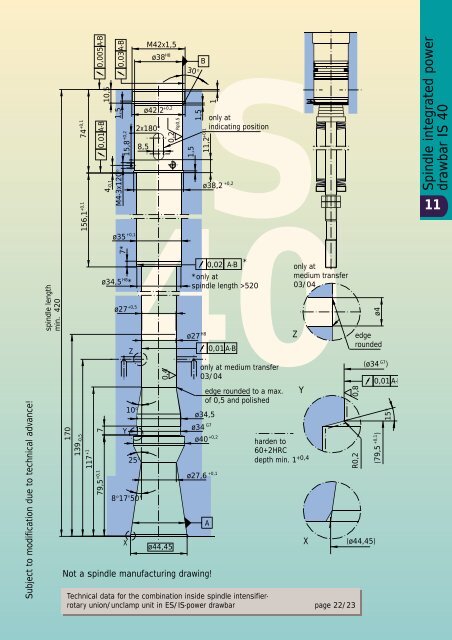
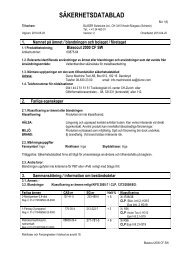
M4-3x120° Subject to modification due to technical advance! spindle length min. 420 170 139 -0,5 74 +0,1 156,1 +0,1 0,01 A-B 0,005 A-B 10,5 117 +1 79,5 +0,1 7 0,03A-B IS 40 ø27 +0,5 Y X Z M42x1,5 ø38 H8 0,4 ø44,45 1,5 0,2 Rp0,5 1,5 1,5 11,2 +0,1 ø27 H8 0,01 A-B only at medium transfer 03/04 edge rounded to a max. of 0,5 and polished ø34,5 ø34 G7 1 ø42,2 +0,2 only at 2x180° indicating position 8,5 ø38,2 +0,2 ø35 +0,1 0,02 A-B * *only at ø34,5 H8 * spindle length >520 4 -0,1 15,8 +0,2 7* 10° 25° 8°17'50" 30° B ø40 +0,2 ø27,6 +0,1 Not a spindle manufacturing drawing! A only at medium transfer 03/04 Z Y harden to 60+2HRC depth min. 1 +0,4 Technical data for the combination inside spindle intensifierrotary union/unclamp unit in ES/IS-power drawbar page 22/23 X edge rounded 0,8 R0,2 (ø44,45) ø4 (ø34 G7 ) 0,01 A-B (79,5 +0,1 ) 15° Spindle integrated power drawbar IS 40 11
- Page 1 and 2: MODULAR CLAMPING TECHNOLOGY LET OUR
- Page 3 and 4: CONTENTSINHALT Power drawbars for s
- Page 5 and 6: UNSER DENKEN PHILOSOPHY OUR THINKIN
- Page 7 and 8: PERFEKTIONFERTIGEN FINISHING The em
- Page 9 and 10: Due to recent innovations, we can n
- Page 11 and 12: HSC - High Speed Cutting: Accelerat
- Page 13 and 14: KÜRZESTER SK-50 SPANNER SHORTEST S
- Page 15 and 16: Nomenclature - Information We devel
- Page 17 and 18: I S Spindle integrated power drawba
- Page 19 and 20: Code for steep taper tool standards
- Page 21 and 22: Medium transfer for steep taper pow
- Page 23 and 24: Position indication Nomenclature po
- Page 25 and 26: Rotary union Nomenclature position
- Page 27: SK-Grippers SK-Inside spindle inten
- Page 30 and 31: Inside spindle drawbar ES 30 4 ES
- Page 32 and 33: Grippers SK 30/40/50/60 6
- Page 34 and 35: Gripper SK 40 8 SK 40 tool standard
- Page 38 and 39: Grippers SK 50 12
- Page 40 and 41: E.M.±0,1 Gauge dimension to be adj
- Page 42 and 43: Inside spindle drawbar ES 50 16 257
- Page 44 and 45: M6-3x120° Spindle integrated power
- Page 46 and 47: E.M.±0,1 Gauge dimension to be adj
- Page 48 and 49: Technical data 22 For the combinati
- Page 51 and 52: HSK-Grippers HSK-Inside spindle int
- Page 53 and 54: HSK spring stack pulling head AKdra
- Page 55 and 56: d1 32 40 50 63 80 100 125 160 b 1 +
- Page 57 and 58: HSKspring stack pulling head Subjec
- Page 59 and 60: d1 40 50 63 80 100 125 160 b 1 +0,0
- Page 61 and 62: HSK spring stack pulling head EKdra
- Page 63 and 64: Dimensions not approved for spindle
- Page 65 and 66: HSKspring stack pulling head FKdraw
- Page 67: Dimensions not approved for spindle
- Page 70 and 71: E.M. = reference gauge A = ejection
- Page 72 and 73: l 22 0,01 A-B 0,005 A-B l 20 0,03 A
- Page 74 and 75: Technical data for the combination
- Page 76 and 77: Medium transfer 4 24 l 40 length of
- Page 78 and 79: 120° 79,5 70+0,1 L S gripper conto
- Page 80 and 81: Unclamp Unit LE 95 4 120° M10x1 68
- Page 82 and 83: 120° M10x1 gripper contour Z ø68
- Page 84 and 85: cleaning air G 3/8 air LE2,5 clampi
- Page 86 and 87:
GD-threaded connection M6 air G 1/4
- Page 88 and 89:
LE 150 taper cleaning G1/8" 53,4 45
- Page 90 and 91:
clamping G 1/4 LE 47,75 39,5 unclam
- Page 92 and 93:
2 101 air only at standstill 20 G1/
- Page 94 and 95:
88,5 drain hydraulic M5; 2 x 180°
- Page 96 and 97:
37 -0,1 88 G1/4 10 32,5 coolant / a
- Page 98 and 99:
37 -0,1 88 G1/4 10 32,5 coolant / a
- Page 100 and 101:
WORLDWIDE Our international market
- Page 102:
The world we are working in Lengenw