brousicí kotouče z diamantu a kubického nitridu boru grinding ...
brousicí kotouče z diamantu a kubického nitridu boru grinding ...
brousicí kotouče z diamantu a kubického nitridu boru grinding ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
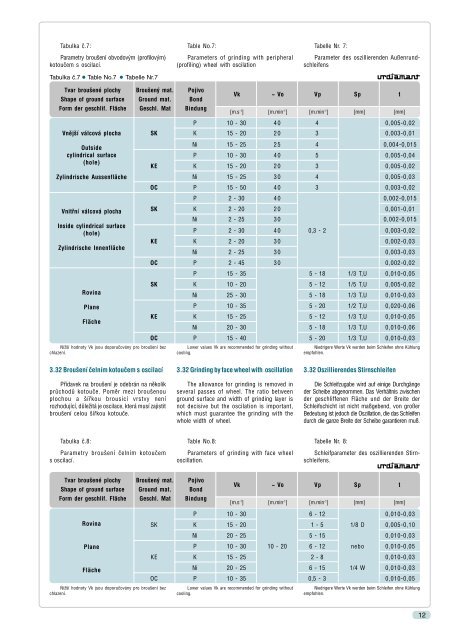
Tabulka č.7:<br />
Parametry broušení obvodovým (profilovým)<br />
<strong>kotouče</strong>m s oscilací.<br />
Tabulka č.7 Table No.7 Tabelle Nr.7<br />
Table No.7:<br />
Parameters of <strong>grinding</strong> with peripheral<br />
(profiling) wheel with oscilation<br />
Tabelle Nr. 7:<br />
Parameter des oszillierenden Außenrundschleifens<br />
Tvar broušené plochy Broušený mat. Pojivo<br />
Shape of ground surface Ground mat. Bond<br />
Form der geschlif. Fläche Geschl. Mat Bindung<br />
Vk ~ Vo Vp Sp t<br />
[m.s -1 ] [m.min -1 ] [m.min -1 ] [mm] [mm]<br />
Vnější válcová plocha<br />
P 10 - 30 40 4 0,005-0,02<br />
SK K 15 - 20 20 3 0,003-0,01<br />
Outside<br />
cylindrical surface<br />
(hole)<br />
Zylindrische Aussenfläche<br />
Vnitřní válcová plocha<br />
Inside cylindrical surface<br />
(hole)<br />
Zylindrische Innenfläche<br />
Rovina<br />
Plane<br />
Fläche<br />
Nižší hodnoty Vk jsou doporučovány pro broušení bez<br />
chlazení.<br />
Ni 15 - 25 25 4 0,004-0,015<br />
P 10 - 30 40 5 0,005-0,04<br />
KE K 15 - 20 20 3 0,005-0,02<br />
Ni 15 - 25 30 4 0,005-0,03<br />
OC P 15 - 50 40 3 0,003-0,02<br />
P 2 - 30 40 0,002-0,015<br />
SK K 2 - 20 20 0,001-0,01<br />
Ni 2 - 25 30 0,002-0,015<br />
P 2 - 30 40 0,3 - 2 0,003-0,02<br />
KE K 2 - 20 30 0,002-0,03<br />
Ni 2 - 25 30 0,003-0,03<br />
OC P 2 - 45 30 0,002-0,02<br />
P 15 - 35 5 - 18 1/3 T,U 0,010-0,05<br />
SK K 10 - 20 5 - 12 1/5 T,U 0,005-0,02<br />
Ni 25 - 30 5 - 18 1/3 T,U 0,010-0,03<br />
P 10 - 35 5 - 20 1/2 T,U 0,020-0,06<br />
KE K 15 - 25 5 - 12 1/3 T,U 0,010-0,05<br />
Ni 20 - 30 5 - 18 1/3 T,U 0,010-0,06<br />
OC P 15 - 40 5 - 20 1/3 T,U 0,010-0,03<br />
Lower values Vk are recommended for <strong>grinding</strong> without<br />
cooling.<br />
Niedrigere Werte Vk werden beim Schleifen ohne Kühlung<br />
empfohlen.<br />
3.32 Broušení čelním <strong>kotouče</strong>m s oscilací<br />
Přídavek na broušení je odebrán na několik<br />
průchodů <strong>kotouče</strong>. Poměr mezi broušenou<br />
plochou a šířkou <strong>brousicí</strong> vrstvy není<br />
rozhodující, důležitá je oscilace, která musí zajistit<br />
broušení celou šířkou <strong>kotouče</strong>.<br />
3.32 Grinding by face wheel with oscillation<br />
The allowance for <strong>grinding</strong> is removed in<br />
several passes of wheel. The ratio between<br />
ground surface and width of <strong>grinding</strong> layer is<br />
not decisive but the oscilation is important,<br />
which must guarantee the <strong>grinding</strong> with the<br />
whole width of wheel.<br />
3.32 Oszillierendes Stirnschleifen<br />
Die Schleifzugabe wird auf einige Durchgänge<br />
der Scheibe abgenommen. Das Verhältnis zwischen<br />
der geschliffenen Fläche und der Breite der<br />
Schleifschicht ist nicht maßgebend, von großer<br />
Bedeutung ist jedoch die Oszillation, die das Schleifen<br />
durch die ganze Breite der Scheibe garantieren muß.<br />
Tabulka č.8:<br />
Parametry broušení čelním <strong>kotouče</strong>m<br />
s oscilací.<br />
Table No.8:<br />
Parameters of <strong>grinding</strong> with face wheel<br />
oscillation.<br />
Tabelle Nr. 8:<br />
Schleifparameter des oszillierenden Stirnschleifens.<br />
Tvar broušené plochy Broušený mat. Pojivo<br />
Shape of ground surface Ground mat. Bond<br />
Form der geschlif. Fläche Geschl. Mat Bindung<br />
Vk ~ Vo Vp Sp t<br />
[m.s -1 ] [m.min -1 ] [m.min -1 ] [mm] [mm]<br />
Rovina<br />
Plane<br />
Fläche<br />
Nižší hodnoty Vk jsou doporučovány pro broušení bez<br />
chlazení.<br />
P 10 - 30 6 - 12 0,010-0,03<br />
SK K 15 - 20 1 - 5 1/8 D 0,005-0,10<br />
Ni 20 - 25 5 - 15 0,010-0,03<br />
P 10 - 30 10 - 20 6 - 12 nebo 0,010-0,05<br />
KE K 15 - 25 2 - 8 0,010-0,03<br />
Ni 20 - 25 6 - 15 1/4 W 0,010-0,03<br />
OC P 10 - 35 0,5 - 3 0,010-0,05<br />
Lower values Vk are recommended for <strong>grinding</strong> without<br />
cooling.<br />
Niedrigere Werte Vk werden beim Schleifen ohne Kühlung<br />
empfohlen.<br />
12