NACURE® DNNSA Catalysts - King Industries, Inc.
NACURE® DNNSA Catalysts - King Industries, Inc.
NACURE® DNNSA Catalysts - King Industries, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NACURE ® <strong>DNNSA</strong> <strong>Catalysts</strong><br />
This second issue of KAT-NIPS highlights the features of NACURE ® <strong>DNNSA</strong>, Dinonylnaphthalene<br />
Sulfonic Acid <strong>Catalysts</strong>.<br />
<strong>DNNSA</strong><br />
H 19 C 9<br />
C 9 H 19<br />
SO 3 H<br />
Dinonylnaphthalene (Mono) Sulfonic Acid<br />
(<strong>DNNSA</strong>) based catalysts for amino thermoset<br />
coatings, adhesives and inks offer formulators<br />
not only the typical catalyst benefit of shorter<br />
cure times at lower cure temperatures resulting<br />
in energy savings, but a number of performance<br />
characteristics and improved film properties<br />
because of their unique chemical composition<br />
and structure.<br />
<strong>King</strong> was an early pioneer of the use of<br />
<strong>DNNSA</strong> based catalysts for the cure -<br />
crosslinking of melamine resins in the late<br />
1960’s. Today, <strong>King</strong> offers five commercial<br />
products including a free acid version and four<br />
latent catalysts using amine and polymeric<br />
blocking technologies and is happy to work<br />
with customers to tailor make specific catalysts.<br />
Standard <strong>DNNSA</strong> <strong>Catalysts</strong><br />
NACURE ® 1051<br />
NACURE ® 1323<br />
Acid Catalyst<br />
Blocked Catalyst<br />
Recommended for use in solventborne<br />
systems, advantages of <strong>DNNSA</strong> catalysts are:<br />
NACURE ® 1419<br />
Blocked Catalyst<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Hydrophobicity<br />
Superior corrosion resistance<br />
Excellent adhesion<br />
Excellent substrate wetting<br />
Strong resistance to telegraphing<br />
Reductions in conductivity<br />
Excellent control of wrinkling<br />
Minimization of the undesirable effects of<br />
catalyst-pigment interactions<br />
These performance attributes have made<br />
<strong>King</strong>’s <strong>DNNSA</strong> based catalysts a popular<br />
choice for high bake amino crosslinked systems<br />
such as coil coatings and metal decorating.<br />
.<br />
NACURE ® 1557 Blocked Catalyst<br />
NACURE ® 1953 Blocked Catalyst<br />
TABLE OF CONTENTS<br />
Introduction to <strong>DNNSA</strong> <strong>Catalysts</strong> 1<br />
Performance Advantages of <strong>DNNSA</strong> 2<br />
Standard <strong>DNNSA</strong> Products 6<br />
Formulating Information 7<br />
Catalyst Selection by Application Chart 8<br />
Contact Information 8<br />
KING <strong>DNNSA</strong> 2013
<strong>DNNSA</strong> Performance Advantages<br />
I. Corrosion Resistance<br />
Advantages<br />
The hydrophobic nature of <strong>DNNSA</strong> catalysts<br />
make them well suited for applications where<br />
corrosion resistance is paramount. Typically<br />
offering superior corrosion resistance compared<br />
to catalysts based on more hydrophilic acid<br />
types, <strong>DNNSA</strong> catalysts provide excellent<br />
substrate wetting properties.<br />
Photo 1.1<br />
<strong>DNNSA</strong> vs. DDBDSA<br />
250 Hours Salt Spray (ASTM B117)<br />
Polyester/HMMM Coil Coating<br />
Cure: 25 Seconds @ 325°C, PMT: 235°C<br />
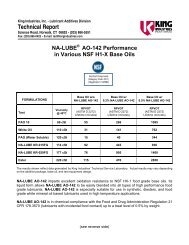
The photograph in the top right (Photo 1.1)<br />
shows the salt fog performance of <strong>King</strong>’s<br />
<strong>DNNSA</strong> based NACURE 1419 covalently<br />
blocked catalyst versus a Dodecylbenzene<br />
(DDBSA) blocked catalyst at 250 hours of<br />
exposure. Both catalysts were used at equal<br />
acid equivalency to cure a Polyester/HMMM coil<br />
coating.<br />
Blocked DDBSA<br />
Covalently Blocked <strong>DNNSA</strong><br />
As demonstrated in Photo 1.2, similar results<br />
were obtained when NACURE 1323 was<br />
compared to a blocked p-TSA catalyst in a high<br />
solids, polyester/acrylic/melamine coil coating<br />
after 500 hours of salt fog exposure.<br />
Photo 1.2<br />
<strong>DNNSA</strong> vs. p-TSA<br />
500 Hours Salt Spray<br />
HS Polyester/Acrylic/HMMM<br />
Blocked p-TSA NACURE 1323<br />
2<br />
KING <strong>DNNSA</strong> 2013
Photo 1.3<br />
Resistance to Telegraphing<br />
II. Resistance to Telegraphing<br />
Telegraphing in coatings can be defined as<br />
surface imperfections that amplifies the presence<br />
of contaminants such as fingerprints, oils, solvents<br />
or water spots on the surface of the substrate.<br />
In the photographs shown to the left, resistance to<br />
telegraphing of surface imperfections over oily<br />
substrates is demonstrated. A skin cream<br />
containing oil was applied to the hand and<br />
imprinted onto the steel test panel prior to coating<br />
with a high solids acrylic enamel. As shown, the<br />
<strong>DNNSA</strong> catalysts improved wetting and reduced<br />
the telegraphing of the metal surface significantly.<br />
p-TSA NACURE 1051<br />
Photo 1.4<br />
<strong>DNNSA</strong> Vs. DDBSA Adhesion<br />
White Baking Enamel - 15 mins@350°F<br />
Alkyd/HMMM (75:25)<br />
III. Improved Adhesion<br />
<strong>DNNSA</strong> catalysts provide excellent adhesion<br />
compared to other catalyst types. Photo 1.4 to<br />
the left illustrates that performance advantage<br />
comparing NACURE 1051 acid catalyst to a<br />
straight DDBSA acid catalyst.<br />
Similar results were obtained when the <strong>DNNSA</strong><br />
catalyst was compared to other sulfonic acid<br />
catalysts.<br />
DDBSA NACURE 1051<br />
At Equal Acid Equivalency<br />
3<br />
KING <strong>DNNSA</strong> 2013
IV. Excellent<br />
Conductivity<br />
An electrostatic coating process<br />
used by many applicators<br />
utilizes spraying techniques to<br />
apply the coating. The<br />
electrostatic nature of the<br />
coating helps reduce paint<br />
losses and improve coverage of<br />
areas on the substrate that are<br />
hard to reach. An electrostatic<br />
charge is applied to the<br />
atomized particles of paint<br />
exiting the spray gun. The<br />
object that is being coated is<br />
grounded, and the paint<br />
particles are attracted to the<br />
grounded surface.<br />
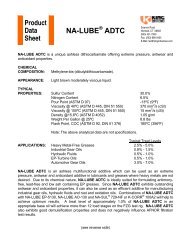
Conductivity, µmhos<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
Sulfonic Acid Conductivity<br />
1000 ppm Acid in DI Water<br />
p-TSA DNNDSA DDBSA <strong>DNNSA</strong><br />
Most acid catalysts will have an<br />
influence on the conductive<br />
properties of the coating. Small<br />
levels of polar acids such as<br />
para Toluene Sulfonic Acid can<br />
raise the electrical conductivity<br />
of the coating, and result in<br />
ineffective coverage and poor<br />
surface appearance. Use of<br />
highly conductive acids may<br />
require adjustments in solvents<br />
and other formulation components<br />
to reestablish the<br />
optimum conductive range<br />
required for superior spray and<br />
coverage.<br />
Using a <strong>DNNSA</strong> acid catalyst<br />
has a much smaller influence<br />
on the coating’s conductivity<br />
and allows more latitude in<br />
reaching the target of<br />
conductive properties needed.<br />
Conductivity, µmho<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Blocked Sulfonic Acid Conductivity<br />
1000 ppm Acid in DI Water<br />
p-TSA DNNDSA DDBSA <strong>DNNSA</strong><br />
Amine<br />
Polymeric<br />
The two graphs above show comparisons of <strong>DNNSA</strong> to more polar<br />
sulfonic acids when diluted in water to 1000 ppm sulfonic acid<br />
content. Unblocked as well as amine or polymeric blocked sulfonic<br />
acids based on <strong>DNNSA</strong> have lower conductivity values than the<br />
other acid catalysts.<br />
4<br />
KING <strong>DNNSA</strong> 2013
V. Excellent Resistance to Wrinkling<br />
Wrinkling is typically caused by the<br />
film’s surface curing too fast or<br />
disassociation of the volatile amine<br />
when blocked catalysts are used.<br />
Wrinkling problems tend to be more<br />
pronounced at higher cure<br />
temperatures (above 150°C) in such<br />
applications as coil and can coatings.<br />
Photo 1.5<br />
Wrinkling <strong>DNNSA</strong> Vs. p-TSA<br />
Polyester Clearcoat - 15 mins@150°C<br />
p-TSA NACURE 1051<br />
NACURE <strong>DNNSA</strong> catalysts provide a<br />
balanced cure profile allowing sufficient<br />
time to release volatile components<br />
and minimize differential cure.<br />
VI. Minimization of Catalyst/Pigment Interaction<br />
Catalyst and pigment interactions can<br />
result in film defects ranging from lower<br />
gloss to loss of catalytic activity on<br />
aging and to increased thixotrophy of<br />
the coating.<br />
In the case of titanium dioxide, special<br />
attention should be given to the<br />
surface treatment of the pigment.<br />
Highly treated surfaces will interact<br />
with the polar sulfonic acid group of the<br />
catalyst, leading to lower surface gloss.<br />
Of all catalyst types, <strong>DNNSA</strong> catalysts<br />
offer the best resistance to loss of<br />
gloss from catalyst/pigment interaction.<br />
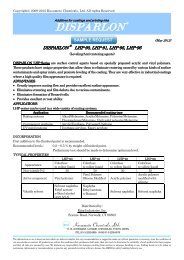
Viscosity <strong>Inc</strong>rease, %<br />
Catalyst/Pigment Interaction<br />
30 Day Viscosity Stability @ 50°C - TiO 2<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Greater % <strong>Inc</strong>rease = Less Interaction<br />
As shown in the adjacent graph,<br />
<strong>DNNSA</strong> has lower loss of catalytic<br />
activity due to reduced catalyst/<br />
pigment interaction.<br />
0<br />
R-900 1 Tiona 595 595 R-960 1 CR-50 3<br />
p-TSA <strong>DNNSA</strong><br />
Product of: 1. DuPont 2. Cristal Global 3. Ishihara Corporation<br />
5<br />
KING <strong>DNNSA</strong> 2013
Standard Products Available<br />
To improve storage stability of one component acid catalyzed formulations, acid catalysts are<br />
available in a pre-neutralized or blocked form, using amines or polymer components as blocking<br />
agents. Products listed in the chart below offer:<br />
<br />
<br />
<br />
<br />
<br />
A good balance of cure, stability and film performance<br />
Faster cure<br />
Excellent solubility and compatibility<br />
Hydrophobicity<br />
Less interaction with basic pigments<br />
<strong>DNNSA</strong> Straight Acid Catalyst<br />
% Active Diluent(s) Acid # or pH* Minimum Cure**<br />
NACURE 1051 50 2-Butoxyethanol 60-64 125°C<br />
Amine & Polymeric Blocked <strong>Catalysts</strong><br />
NACURE 1323 21 Xylene 6.8-7.5 150° C<br />
NACURE 1419 30 Xylene/MIBK NA 150°C<br />
NACURE 1557 25<br />
NACURE 1953 25<br />
Butanol<br />
2-Butoxyethanol<br />
Butanol<br />
2-Butoxyethanol<br />
*pH (1:1 ratio), **Cure schedule: 30 minutes, Resin/Urea (60/40 ratio)<br />
<strong>DNNSA</strong> <strong>Catalysts</strong> Offer Broad Solubility<br />
6.5-7.5 150° C<br />
6.5-6.9 150° C<br />
With the exception of water, <strong>DNNSA</strong> catalysts are soluble in the broadest range of solvents<br />
compared to other catalyst types. For example, while blocked p-TSA and DDNDSA catalysts<br />
have limited solubility in aliphatic hydrocarbons and are not soluble in aliphatic hydrocarbons,<br />
<strong>DNNSA</strong> catalysts are fully soluble. Similarly, while blocked DDBSA catalysts have limited<br />
solubility in ketones, <strong>DNNSA</strong> are fully soluble. This characteristics make <strong>DNNSA</strong> catalysts an<br />
ideal choice for universal solubility independent of solvent type for non-aqueous systems.<br />
Solubility In Common Solvents<br />
Solvent<br />
NACURE<br />
1051<br />
NACURE<br />
1323<br />
NACURE<br />
1419<br />
NACURE<br />
1557<br />
Water I I I<br />
I<br />
Glycols S S S<br />
S<br />
Glycol Ethers S S S<br />
S<br />
Alcohols S S N/R<br />
S<br />
Esters S S S<br />
S<br />
Ketones S S S<br />
S<br />
Aromatic Hydrocarbons S S S<br />
S<br />
Aliphatic Hydrocarbons S S S<br />
S<br />
KEY:<br />
S=Soluble, P=Partially, I=Insoluble, NR=Not recommended<br />
NACURE<br />
1953<br />
I<br />
S<br />
S<br />
S<br />
S<br />
S<br />
S<br />
S<br />
6<br />
KING <strong>DNNSA</strong> 2013
<strong>DNNSA</strong> Catalyst Use Levels<br />
As with any catalyst, <strong>DNNSA</strong> catalysts use levels are dependent on a variety of factors and<br />
conditions including cure time and temperature, whether the catalyst is blocked or unblocked,<br />
substrate and film thickness.<br />
The following chart, provides good starting point use levels by type based on a 30 minute cure<br />
schedule for a typical binder resin/HMMM ratio of 75/25 at various cure temperatures. The<br />
percentage of catalyst shown is as supplied based on total resin solids.<br />
Do not over catalyze. Using too much catalyst can be a costly mistake and one that can cause<br />
film properties to suffer significantly.<br />
A ladder study of catalyst levels should be conducted to optimize performance.<br />
Starting Point <strong>DNNSA</strong> Use Levels<br />
3.5<br />
Catalyst Use Level, % by Weight<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
Blocked <strong>DNNSA</strong> <strong>Catalysts</strong><br />
NACURE 1051<br />
1 2 3 4<br />
125°C 150°C 175°C 200°C<br />
Temperature<br />
N-1051 Blocked <strong>DNNSA</strong><br />
7<br />
KING <strong>DNNSA</strong> 2013
Catalyst Selection Chart by Application<br />
Metal Substrates<br />
Inks<br />
Solventborne<br />
Primers<br />
Solventborne<br />
Topcoats - Coil, Appliance<br />
Solventborne<br />
NACURE<br />
1051<br />
NACURE<br />
1419<br />
Best Overall<br />
NACURE<br />
1051<br />
Corrosion<br />
Resistance<br />
NACURE<br />
1323<br />
High<br />
Temperatures<br />
NACURE<br />
1051<br />
Best Overall<br />
NACURE<br />
1323 & 1953<br />
High Bake<br />
Systems<br />
NACURE<br />
1419<br />
Corrosion<br />
Resistance<br />
NACURE<br />
1557<br />
Yellowing<br />
Resistance<br />
8<br />
KING <strong>DNNSA</strong> 2013<br />
For Additional Information<br />
Please visit our web site: www.kingindustries.com<br />
or contact us as shown below.<br />
WORLD HEADQUARTERS<br />
<strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>.<br />
1 Science Rd.<br />
Norwalk, CT 06852<br />
Phone: 203-866-5551<br />
Fax: 203-866-1268<br />
Email: coatings@kingindustries.com<br />
ASIA-PACIFIC OFFICE<br />
Synlico Tech (Zhongshan) Co., Ltd.<br />
106 Chuangye Building, Kang Le Ave.<br />
Torch Development Zone,<br />
Zhongshan, China<br />
Phone: 86 760 88229866<br />
Fax: 86 760 88229896<br />
Email: alex.he@kingindustries.com<br />
EUROPEAN OFFICE<br />
<strong>King</strong> <strong>Industries</strong>, International<br />
Noordkade 64<br />
2741 EZ Waddinxveen<br />
The Netherlands<br />
Phone: 31 182 631360<br />
Fax: 31 182 621002<br />
Email: mg@kingintl.nl<br />
The conditions of your use and application of our products, technical assistance and information (whether verbal, written or by way of product<br />
evaluations), including any suggested formulations and recommendations, are beyond our control. Therefore, it is imperative that you test our<br />
products, technical assistance and information to determine to your own satisfaction whether they are suitable for your intended uses and<br />
applications. Such testing has not necessarily been done by <strong>King</strong> <strong>Industries</strong>, <strong>Inc</strong>. (“<strong>King</strong>”). The facts, recommendations and suggestions herein stated<br />
are believed to be reliable; however, no guaranty or warranty of their accuracy is made. EXCEPT AS STATED, THERE ARE NO WARRANTIES,<br />
EXPRESS OR IMPLIED, OF MERCHANTABILITY, FITNESS OR OTHERWISE. KING SHALL NOT BE HELD LIABLE FOR SPECIAL, INCIDENTAL,<br />
CONSEQUENTIAL OR EXEMPLARY DAMAGES. Any statement inconsistent herewith is not authorized and shall not bind <strong>King</strong>. Nothing herein shall<br />
be construed as a recommendation to use any product(s) in conflict with patents covering any material or its use. No license is implied or granted<br />
under the claims of any patent. Sales or use of all products are pursuant to Standard Terms and Conditions stated in <strong>King</strong> sales documents.