Click here for PDF - Society of Manufacturing Engineers
Click here for PDF - Society of Manufacturing Engineers
Click here for PDF - Society of Manufacturing Engineers

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Materials<br />
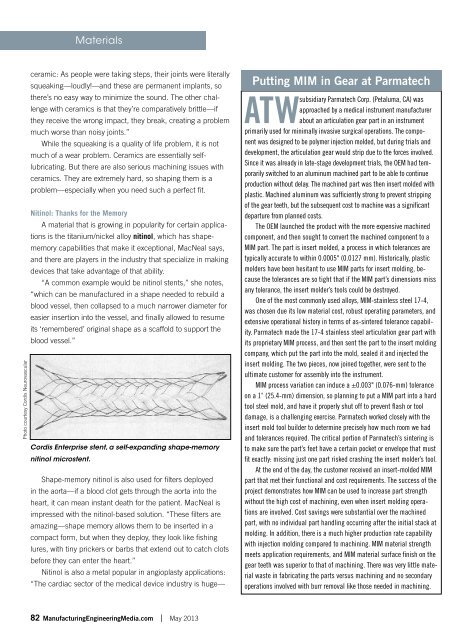
Photo courtesy Cordis Neurovascular<br />
ceramic: As people were taking steps, their joints were literally<br />
squeaking—loudly!—and these are permanent implants, so<br />
t<strong>here</strong>’s no easy way to minimize the sound. The other challenge<br />
with ceramics is that they’re comparatively brittle—if<br />
they receive the wrong impact, they break, creating a problem<br />
much worse than noisy joints.”<br />
While the squeaking is a quality <strong>of</strong> life problem, it is not<br />
much <strong>of</strong> a wear problem. Ceramics are essentially selflubricating.<br />
But t<strong>here</strong> are also serious machining issues with<br />
ceramics. They are extremely hard, so shaping them is a<br />
problem—especially when you need such a perfect fit.<br />
Nitinol: Thanks <strong>for</strong> the Memory<br />
A material that is growing in popularity <strong>for</strong> certain applications<br />
is the titanium/nickel alloy nitinol, which has shapememory<br />
capabilities that make it exceptional, MacNeal says,<br />
and t<strong>here</strong> are players in the industry that specialize in making<br />
devices that take advantage <strong>of</strong> that ability.<br />
“A common example would be nitinol stents,” she notes,<br />
“which can be manufactured in a shape needed to rebuild a<br />
blood vessel, then collapsed to a much narrower diameter <strong>for</strong><br />
easier insertion into the vessel, and finally allowed to resume<br />
its ‘remembered’ original shape as a scaffold to support the<br />
blood vessel.”<br />
Cordis Enterprise stent, a self-expanding shape-memory<br />
nitinol microstent.<br />
Shape-memory nitinol is also used <strong>for</strong> filters deployed<br />
in the aorta—if a blood clot gets through the aorta into the<br />
heart, it can mean instant death <strong>for</strong> the patient. MacNeal is<br />
impressed with the nitinol-based solution. “These filters are<br />
amazing—shape memory allows them to be inserted in a<br />
compact <strong>for</strong>m, but when they deploy, they look like fishing<br />
lures, with tiny prickers or barbs that extend out to catch clots<br />
be<strong>for</strong>e they can enter the heart.”<br />
Nitinol is also a metal popular in angioplasty applications:<br />
“The cardiac sector <strong>of</strong> the medical device industry is huge—<br />
Putting MIM in Gear at Parmatech<br />
ATW about an articulation gear part in an instrument<br />
subsidiary Parmatech Corp. (Petaluma, CA) was<br />
approached by a medical instrument manufacturer<br />
primarily used <strong>for</strong> minimally invasive surgical operations. The component<br />
was designed to be polymer injection molded, but during trials and<br />
development, the articulation gear would strip due to the <strong>for</strong>ces involved.<br />
Since it was already in late-stage development trials, the OEM had temporarily<br />
switched to an aluminum machined part to be able to continue<br />
production without delay. The machined part was then insert molded with<br />
plastic. Machined aluminum was sufficiently strong to prevent stripping<br />
<strong>of</strong> the gear teeth, but the subsequent cost to machine was a significant<br />
departure from planned costs.<br />
The OEM launched the product with the more expensive machined<br />
component, and then sought to convert the machined component to a<br />
MIM part. The part is insert molded, a process in which tolerances are<br />
typically accurate to within 0.0005" (0.0127 mm). Historically, plastic<br />
molders have been hesitant to use MIM parts <strong>for</strong> insert molding, because<br />
the tolerances are so tight that if the MIM part’s dimensions miss<br />
any tolerance, the insert molder’s tools could be destroyed.<br />
One <strong>of</strong> the most commonly used alloys, MIM-stainless steel 17-4,<br />
was chosen due its low material cost, robust operating parameters, and<br />
extensive operational history in terms <strong>of</strong> as-sintered tolerance capability.<br />
Parmatech made the 17-4 stainless steel articulation gear part with<br />
its proprietary MIM process, and then sent the part to the insert molding<br />
company, which put the part into the mold, sealed it and injected the<br />
insert molding. The two pieces, now joined together, were sent to the<br />
ultimate customer <strong>for</strong> assembly into the instrument.<br />
MIM process variation can induce a ±0.003" (0.076-mm) tolerance<br />
on a 1" (25.4-mm) dimension, so planning to put a MIM part into a hard<br />
tool steel mold, and have it properly shut <strong>of</strong>f to prevent flash or tool<br />
damage, is a challenging exercise. Parmatech worked closely with the<br />
insert mold tool builder to determine precisely how much room we had<br />
and tolerances required. The critical portion <strong>of</strong> Parmatech’s sintering is<br />
to make sure the part’s feet have a certain pocket or envelope that must<br />
fit exactly: missing just one part risked crashing the insert molder’s tool.<br />
At the end <strong>of</strong> the day, the customer received an insert-molded MIM<br />
part that met their functional and cost requirements. The success <strong>of</strong> the<br />
project demonstrates how MIM can be used to increase part strength<br />
without the high cost <strong>of</strong> machining, even when insert molding operations<br />
are involved. Cost savings were substantial over the machined<br />
part, with no individual part handling occurring after the initial stack at<br />
molding. In addition, t<strong>here</strong> is a much higher production rate capability<br />
with injection molding compared to machining. MIM material strength<br />
meets application requirements, and MIM material surface finish on the<br />
gear teeth was superior to that <strong>of</strong> machining. T<strong>here</strong> was very little material<br />
waste in fabricating the parts versus machining and no secondary<br />
operations involved with burr removal like those needed in machining.<br />
82 <strong>Manufacturing</strong>EngineeringMedia.com | May 2013