Product Data Sheet OK Tubrod 14.27 - Eurocardis
Product Data Sheet OK Tubrod 14.27 - Eurocardis
Product Data Sheet OK Tubrod 14.27 - Eurocardis

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
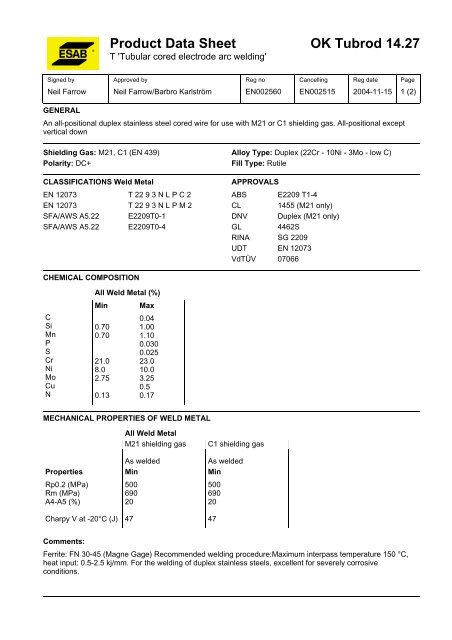
<strong>Product</strong> <strong>Data</strong> <strong>Sheet</strong> <strong>OK</strong> <strong>Tubrod</strong> <strong>14.27</strong><br />
T 'Tubular cored electrode arc welding'<br />
Signed by Approved by Reg no Cancelling Reg date Page<br />
Neil Farrow Neil Farrow/Barbro Karlström EN002560 EN002515 2004-11-15 1 (2)<br />
GENERAL<br />
An all-positional duplex stainless steel cored wire for use with M21 or C1 shielding gas. All-positional except<br />
vertical down<br />
Shielding Gas: M21, C1 (EN 439)<br />
Polarity: DC+<br />
CLASSIFICATIONS Weld Metal<br />
EN 12073 T 22 9 3 N L P C 2<br />
EN 12073 T 22 9 3 N L P M 2<br />
SFA/AWS A5.22 E2209T0-1<br />
SFA/AWS A5.22 E2209T0-4<br />
Alloy Type: Duplex (22Cr - 10Ni - 3Mo - low C)<br />
Fill Type: Rutile<br />
APPROVALS<br />
ABS E2209 T1-4<br />
CL 1455 (M21 only)<br />
DNV Duplex (M21 only)<br />
GL 4462S<br />
RINA SG 2209<br />
UDT EN 12073<br />
VdTÜV 07066<br />
CHEMICAL COMPOSITION<br />
All Weld Metal (%)<br />
C<br />
Si<br />
Mn<br />
P<br />
S<br />
Cr<br />
Ni<br />
Mo<br />
Cu<br />
N<br />
Min<br />
Max<br />
0.04<br />
0.70 1.00<br />
0.70 1.10<br />
0.030<br />
0.025<br />
21.0 23.0<br />
8.0 10.0<br />
2.75 3.25<br />
0.5<br />
0.13 0.17<br />
MECHANICAL PROPERTIES OF WELD METAL<br />
Properties<br />
Rp0.2 (MPa)<br />
Rm (MPa)<br />
A4-A5 (%)<br />
Charpy V at -20°C (J)<br />
All Weld Metal<br />
M21 shielding gas<br />
As welded<br />
Min<br />
500<br />
690<br />
20<br />
47<br />
C1 shielding gas<br />
As welded<br />
Min<br />
500<br />
690<br />
20<br />
47<br />
Comments:<br />
Ferrite: FN 30-45 (Magne Gage) Recommended welding procedure:Maximum interpass temperature 150 °C,<br />
heat input: 0.5-2.5 kj/mm. For the welding of duplex stainless steels, excellent for severely corrosive<br />
conditions.
<strong>Product</strong> <strong>Data</strong> <strong>Sheet</strong> <strong>OK</strong> <strong>Tubrod</strong> <strong>14.27</strong><br />
T 'Tubular cored electrode arc welding'<br />
Signed by Approved by Reg no Cancelling Reg date Page<br />
Neil Farrow Neil Farrow/Barbro Karlström EN002560 EN002515 2004-11-15 2 (2)<br />
ECONOMICS & CURRENT DATA<br />
Dimension (mm) Current (A) W η H Feed U<br />
-<br />
Ø Min Max Nom Nom Min Max Min Max Min Max<br />
-<br />
1.2 150 250 20 88 2.5 6.3 6.8 16.9 26 30<br />
W = Gas consumption (l / min)<br />
η = Recovery, g weld metal / 100g wire (%)<br />
H = Deposit rate (kg weld metal / hour arc time)<br />
Feed = Feeding rate (m/min)<br />
U = Arc voltage (V)