Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
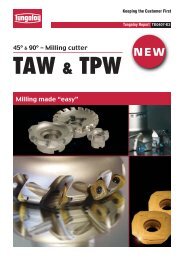
S-<strong>XPF</strong> Taps are able to achieve stable tapping even in medium carbon steels (with Vanadium) using water soluble fluid.<br />
Tool<br />
M10×1.5 DIN371<br />
S-<strong>XPF</strong><br />
1.770 (Holes)<br />
Rubbing noise<br />
Work Material S45VC (21HRC)<br />
Hole Size φ9.3×25 (Through)<br />
Competitor A TiN coating<br />
1.226 (Holes)<br />
GP-OUT<br />
Tapping Length 25mm (2.5D) (Through)<br />
Competitor A TiCN coating<br />
939 (Holes)<br />
Rubbing noise<br />
Tapping Speed 15m/min(477min -1 )<br />
Competitor B TiN coating<br />
894 (Holes)<br />
Rubbing noise<br />
Coolant Water Soluble (20%)<br />
Machine<br />
Vertical Machining Center<br />
500<br />
1.000 1.500 2.000<br />
Tapping Holes<br />
(Holes)<br />
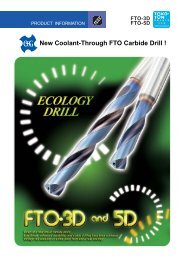
Even for applications that are difficult for cutting taps, such as deep threading of three times the nominal diameter, the fluteless S-<strong>XPF</strong> taps<br />
perform stable machining using water soluble coolant.<br />
Tool<br />
Work Material<br />
M6×1 DIN371<br />
S45C(90HRB)<br />
S-<strong>XPF</strong><br />
6.020 (Holes)<br />
GP-OUT<br />
Hole Size φ5.55×25 (Through)<br />
Tapping Length 18mm(3D) (Blind)<br />
Competitor A<br />
4.816 (Holes) GP-OUT<br />
Tapping Speed 20m/min(1,061min -1 )<br />
Coolant Water Soluble (10%)<br />
Competitor B<br />
4.212 (Holes)<br />
GP-OUT<br />
Machine<br />
Horizontal Machining Center<br />
2.000<br />
4.000 6.000 8.000<br />
Tapping Holes<br />
(Holes)<br />
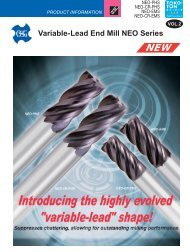
Even for applications that are difficult for cutting taps, such as deep threading of three times the nominal diameter, the fluteless OIL-S-<strong>XPF</strong><br />
taps perform stable machining using water soluble coolant.<br />
Tool<br />
M10 x 1,25 4 HX blind hole<br />
Work Material<br />
Hole Size<br />
C70<br />
φ9,3 x 3D<br />
OIL-S-<strong>XPF</strong><br />
1.800 (Holes)<br />
Tapping Length 25mm (Blind)<br />
Tapping Speed<br />
20m/min<br />
Competitor<br />
800 (Holes)<br />
Coolant<br />
Machine<br />
Non water base lubricant<br />
Horizontal Machining Center<br />
500 1.000 1.500 2.000 2.500<br />
Tapping Holes<br />
(Holes)<br />
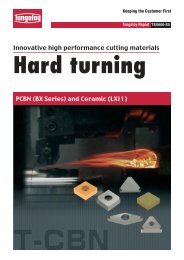
Even for applications that are difficult for cutting taps, such as deep threading of three times the nominal diameter, the fluteless OIL-S-<strong>XPF</strong><br />
taps perform stable machining using water soluble coolant.<br />
Tool<br />
M8 x 1,25 6 HX blind hole<br />
Work Material GGG70<br />
Hole Size φ7,4 x 19<br />
Tapping Length 14,5mm (Blind)<br />
Tapping Speed 10m/min<br />
OIL-S-<strong>XPF</strong><br />
Competitor<br />
6.000 (Holes)<br />
7.500 (Holes)<br />
Coolant<br />
Machine<br />
Non water base lubricant<br />
Horizontal Machining Center<br />
2. 000 4.000 6.000 8.000 10.000<br />
Tapping Holes<br />
(Holes)<br />
<strong>OSG</strong> EUROPE s.a.<br />
Av. Lavoisier 1<br />
B-1300 Wavre Nord<br />
Belgium<br />
Tel. + 32.10.230508<br />
Fax + 32.10.230531<br />
E-mail: info@osgeurope.com<br />
www.osgeurope.com<br />
TOOL COMMUNICATION<br />
Tool specifications subject to change without notice<br />
All rights reserved. ©<strong>OSG</strong> Europe 2009.<br />
EURS-<strong>XPF</strong> SERIE VOL308R11a<br />
<strong>OSG</strong> Europe: www.osgeurope.com<br />
The contents of this catalogue are provided to you for viewing only. They are not intended for reproduction either in part or in whole in this or other medium.<br />
They cannot be copied, used to create derivation work or used for any reason, by means without the express, written permission of the copyright owner.<br />
If prices are stated, they are netto unit-prices and any eventual tax(es) have to be added. The company is not responsable for any printing error in technical, price and/or any other data.


![HXL&VXL oil industry [Europe].indd - OSG](https://img.yumpu.com/30736963/1/184x260/hxlvxl-oil-industry-europeindd-osg.jpg?quality=85)