Hot Tapping Procedure - International Paper
Hot Tapping Procedure - International Paper
Hot Tapping Procedure - International Paper

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
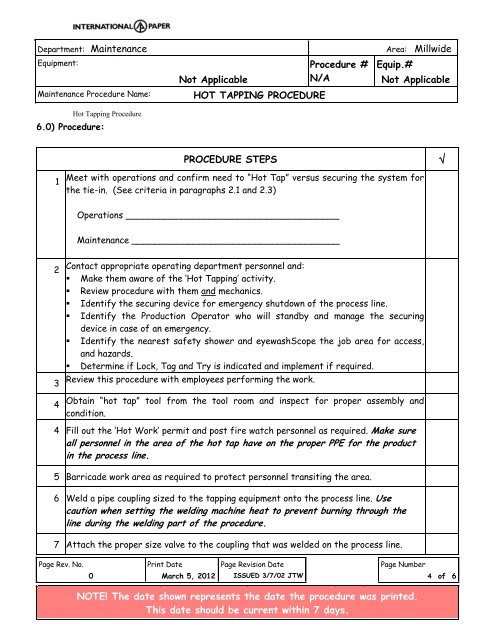
Department: Maintenance Area: Millwide<br />
Equipment:<br />
Not Applicable<br />
Maintenance <strong>Procedure</strong> Name: HOT TAPPING PROCEDURE<br />
6.0) <strong>Procedure</strong>:<br />
1<br />
2<br />
3<br />
4<br />
<strong>Hot</strong> <strong>Tapping</strong> <strong>Procedure</strong><br />
<strong>Procedure</strong> #<br />
N/A<br />
Equip.#<br />
Not Applicable<br />
PROCEDURE STEPS �<br />
Meet with operations and confirm need to “<strong>Hot</strong> Tap” versus securing the system for<br />
the tie-in. (See criteria in paragraphs 2.1 and 2.3)<br />
Operations ______________________________________<br />
Maintenance _____________________________________<br />
Contact appropriate operating department personnel and:<br />
� Make them aware of the „<strong>Hot</strong> <strong>Tapping</strong>‟ activity.<br />
� Review procedure with them and mechanics.<br />
� Identify the securing device for emergency shutdown of the process line.<br />
� Identify the Production Operator who will standby and manage the securing<br />
device in case of an emergency.<br />
� Identify the nearest safety shower and eyewashScope the job area for access,<br />
and hazards.<br />
� Determine if Lock, Tag and Try is indicated and implement if required.<br />
Review this procedure with employees performing the work.<br />
Obtain “hot tap” tool from the tool room and inspect for proper assembly and<br />
condition.<br />
4 Fill out the „<strong>Hot</strong> Work‟ permit and post fire watch personnel as required. Make sure<br />
all personnel in the area of the hot tap have on the proper PPE for the product<br />
in the process line.<br />
5 Barricade work area as required to protect personnel transiting the area.<br />
6 Weld a pipe coupling sized to the tapping equipment onto the process line. Use<br />
caution when setting the welding machine heat to prevent burning through the<br />
line during the welding part of the procedure.<br />
7 Attach the proper size valve to the coupling that was welded on the process line.<br />
Page Rev. No. Print Date Page Revision Date Page Number<br />
0 March 5, 2012 ISSUED 3/7/02 JTW 4 of 6<br />
NOTE! The date shown represents the date the procedure was printed.<br />
This date should be current within 7 days.