

IPI - Editorial
IPI - Editorial
IPI - Editorial

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>IPI</strong><br />
4. Comparison of production output on<br />
the classic CLC configuration and the<br />
modified LSC line configuration<br />
4.1 Comparison of throughput times<br />
Figure 4 shows the cumulative blister<br />
production of the two line configurations<br />
(green=LSC; red=CLC). It is striking how<br />
the respective production outputs diverge<br />
right from the start and the LSC variant<br />
manages a continuously higher output. The<br />
specified production volume of 1.6 million<br />
blisters (approximately 455,000 trade packs)<br />
is reached after 9650 minutes (about 161<br />
hours) in the “classic” line configuration<br />
(CLC), whilst including the LSC variant cuts<br />
this time to 6650 minutes (about 111 hours).<br />
Throughput time can thus be reduced by<br />
about 31%.<br />
If both line configurations were run for the<br />
same time, e.g. 9650 minutes, the LSC<br />
variant would enable 700,000 more blisters -<br />
i.e. about 44% - to be produced.<br />
The reason why the differences are so<br />
considerable can be illustrated by a Gantt<br />
diagram analysis (fig. 5).<br />
4.2 Comparison of line utilisation<br />
sequences<br />
The simulation distinguishes between and<br />
documents the different line conditions<br />
using 4 categories: production (green),<br />
conversion time (pink), fault (red) and<br />
waiting time (blue).<br />
Figure 5 shows a comparative section of<br />
the product sequence for Line 1, once in<br />
classic mode (CLC, lower bar sequence)<br />
and once in LSC mode (upper bar<br />
sequence). It documents the production<br />
times and downtimes for each individual<br />
line. In the case of LSC mode, it is striking<br />
how Line 1 has significantly more and<br />
longer production times (green bar) than in<br />
CLC mode. The reason for this is that in LSC<br />
mode only the larger lots remain on Line 1,<br />
so the ratio of production time to conversion<br />
time is substantially better.<br />
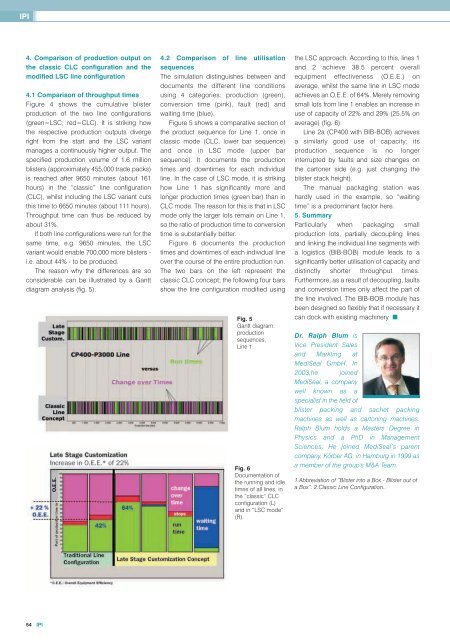
Figure 6 documents the production<br />
times and downtimes of each individual line<br />
over the course of the entire production run.<br />
The two bars on the left represent the<br />
classic CLC concept; the following four bars<br />
show the line configuration modified using<br />
Fig. 5<br />
Gantt diagram:<br />
production<br />
sequences,<br />
Line 1.<br />
Fig. 6<br />
Documentation of<br />
the running and idle<br />
times of all lines, in<br />
the “classic” CLC<br />
configuration (L)<br />
and in “LSC mode”<br />
(R).<br />
the LSC approach. According to this, lines 1<br />
and 2 achieve 38.5 percent overall<br />
equipment effectiveness (O.E.E.) on<br />
average, whilst the same line in LSC mode<br />
achieves an O.E.E. of 64%. Merely removing<br />
small lots from line 1 enables an increase in<br />
use of capacity of 22% and 29% (25.5% on<br />
average) (fig. 6).<br />
Line 2a (CP400 with BIB-BOB) achieves<br />
a similarly good use of capacity; its<br />
production sequence is no longer<br />
interrupted by faults and size changes on<br />
the cartoner side (e.g. just changing the<br />
blister stack height).<br />
The manual packaging station was<br />
hardly used in the example, so “waiting<br />
time” is a predominant factor here.<br />
5. Summary<br />
Particularly when packaging small<br />
production lots, partially decoupling lines<br />
and linking the individual line segments with<br />
a logistics (BIB-BOB) module leads to a<br />
significantly better utilisation of capacity and<br />
distinctly shorter throughput times.<br />
Furthermore, as a result of decoupling, faults<br />
and conversion times only affect the part of<br />
the line involved. The BIB-BOB module has<br />
been designed so flexibly that if necessary it<br />
can dock with existing machinery ■<br />
Dr. Ralph Blum is<br />
Vice President Sales<br />
and Markting at<br />
MediSeal GmbH. In<br />
2003,he joined<br />
MediSeal, a company<br />
well known as a<br />
specialist in the field of<br />
blister packing and sachet packing<br />
machines as well as cartoning machines.<br />
Ralph Blum holds a Masters Degree in<br />
Physics and a PhD in Management<br />
Sciences. He joined MediSeal’s parent<br />
company, Körber AG, in Hamburg in 1999 as<br />
a member of the group's M&A Team.<br />
1.Abbreviation of “Blister into a Box - Blister out of<br />
a Box”. 2.Classic Line Configuration..<br />
54 <strong>IPI</strong>
