Nytt i PFERD-programmet New in the PFERD Product Line
Nytt i PFERD-programmet New in the PFERD Product Line
Nytt i PFERD-programmet New in the PFERD Product Line

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
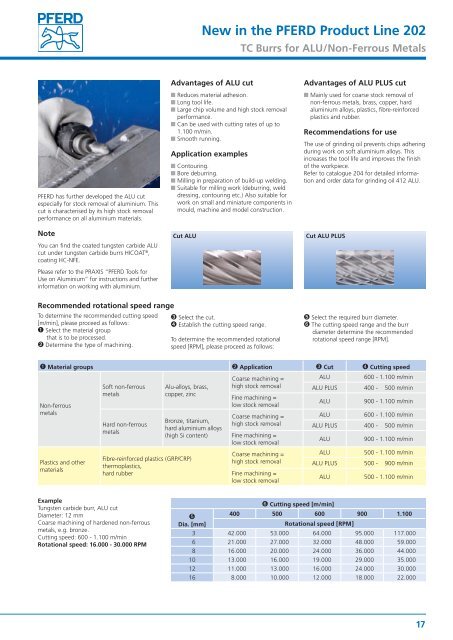
<strong>PFERD</strong> has fur<strong>the</strong>r developed <strong>the</strong> ALU cut<br />
especially for stock removal of alum<strong>in</strong>ium. This<br />
cut is characterised by its high stock removal<br />
performance on all alum<strong>in</strong>ium materials.<br />
Note<br />
You can f<strong>in</strong>d <strong>the</strong> coated tungsten carbide ALU<br />
cut under tungsten carbide burrs HICOAT ® ,<br />
coat<strong>in</strong>g HC-NFE.<br />
Please refer to <strong>the</strong> PRAXIS “<strong>PFERD</strong> Tools for<br />
Use on Alum<strong>in</strong>ium” for <strong>in</strong>structions and fur<strong>the</strong>r<br />
<strong>in</strong>formation on work<strong>in</strong>g with alum<strong>in</strong>ium.<br />
Recommended rotational speed range<br />
To determ<strong>in</strong>e <strong>the</strong> recommended cutt<strong>in</strong>g speed<br />
[m/m<strong>in</strong>], please proceed as follows:<br />
� Select <strong>the</strong> material group<br />
that is to be processed.<br />
� Determ<strong>in</strong>e <strong>the</strong> type of mach<strong>in</strong><strong>in</strong>g.<br />
Hard non-ferrous<br />
metals<br />
Advantages of ALU cut<br />
� Reduces material adhesion.<br />
� Long tool life.<br />
� Large chip volume and high stock removal<br />
performance.<br />
� Can be used with cutt<strong>in</strong>g rates of up to<br />
1.100 m/m<strong>in</strong>.<br />
� Smooth runn<strong>in</strong>g.<br />
Application examples<br />
� Contour<strong>in</strong>g.<br />
� Bore deburr<strong>in</strong>g.<br />
� Mill<strong>in</strong>g <strong>in</strong> preparation of build-up weld<strong>in</strong>g.<br />
� Suitable for mill<strong>in</strong>g work (deburr<strong>in</strong>g, weld<br />
dress<strong>in</strong>g, contour<strong>in</strong>g etc.) Also suitable for<br />
work on small and m<strong>in</strong>iature components <strong>in</strong><br />
mould, mach<strong>in</strong>e and model construction.<br />
Bronze, titanium,<br />
hard alum<strong>in</strong>ium alloys<br />
(high Si content)<br />
Coarse mach<strong>in</strong><strong>in</strong>g =<br />
high stock removal<br />
Advantages of ALU PLUS cut<br />
� Ma<strong>in</strong>ly used for coarse stock removal of<br />
non-ferrous metals, brass, copper, hard<br />
alum<strong>in</strong>ium alloys, plastics, fibre-re<strong>in</strong>forced<br />
plastics and rubber.<br />
Recommendations for use<br />
The use of gr<strong>in</strong>d<strong>in</strong>g oil prevents chips adher<strong>in</strong>g<br />
dur<strong>in</strong>g work on soft alum<strong>in</strong>ium alloys. This<br />
<strong>in</strong>creases <strong>the</strong> tool life and improves <strong>the</strong> f<strong>in</strong>ish<br />
of <strong>the</strong> workpiece.<br />
Refer to catalogue 204 for detailed <strong>in</strong>formation<br />
and order data for gr<strong>in</strong>d<strong>in</strong>g oil 412 ALU.<br />
� Material groups � Application � Cut � Cutt<strong>in</strong>g speed<br />
Coarse mach<strong>in</strong><strong>in</strong>g =<br />
ALU 600 - 1.100 m/m<strong>in</strong><br />
Soft non-ferrous Alu-alloys, brass, high stock removal<br />
ALU PLUS 400 - 500 m/m<strong>in</strong><br />
Non-ferrous<br />
metals<br />
copper, z<strong>in</strong>c<br />
F<strong>in</strong>e mach<strong>in</strong><strong>in</strong>g =<br />
low stock removal<br />
ALU 900 - 1.100 m/m<strong>in</strong><br />
metals<br />
ALU 600 - 1.100 m/m<strong>in</strong><br />
Plastics and o<strong>the</strong>r<br />
materials<br />
Fibre-re<strong>in</strong>forced plastics (GRP/CRP)<br />
<strong>the</strong>rmoplastics,<br />
hard rubber<br />
Example<br />
Tungsten carbide burr, ALU cut<br />
Diameter: 12 mm<br />
Coarse mach<strong>in</strong><strong>in</strong>g of hardened non-ferrous<br />
metals, e.g. bronze.<br />
Cutt<strong>in</strong>g speed: 600 - 1.100 m/m<strong>in</strong><br />
Rotational speed: 16.000 - 30.000 RPM<br />
<strong>New</strong> <strong>in</strong> <strong>the</strong> <strong>PFERD</strong> <strong>Product</strong> L<strong>in</strong>e 202<br />
Cut ALU Cut ALU PLUS<br />
� Select <strong>the</strong> cut.<br />
� Establish <strong>the</strong> cutt<strong>in</strong>g speed range.<br />
To determ<strong>in</strong>e <strong>the</strong> recommended rotational<br />
speed [RPM], please proceed as follows:<br />
TC Burrs for ALU/Non-Ferrous Metals<br />
F<strong>in</strong>e mach<strong>in</strong><strong>in</strong>g =<br />
low stock removal<br />
Coarse mach<strong>in</strong><strong>in</strong>g =<br />
high stock removal<br />
F<strong>in</strong>e mach<strong>in</strong><strong>in</strong>g =<br />
low stock removal<br />
� Cutt<strong>in</strong>g speed [m/m<strong>in</strong>]<br />
� Select <strong>the</strong> required burr diameter.<br />
� The cutt<strong>in</strong>g speed range and <strong>the</strong> burr<br />
diameter determ<strong>in</strong>e <strong>the</strong> recommended<br />
rotational speed range [RPM].<br />
ALU PLUS 400 - 500 m/m<strong>in</strong><br />
ALU 900 - 1.100 m/m<strong>in</strong><br />
ALU 500 - 1.100 m/m<strong>in</strong><br />
ALU PLUS 500 - 900 m/m<strong>in</strong><br />
ALU 500 - 1.100 m/m<strong>in</strong><br />
�<br />
400 500 600 900 1.100<br />
Dia. [mm]<br />
Rotational speed [RPM]<br />
3 42.000 53.000 64.000 95.000 117.000<br />
6 21.000 27.000 32.000 48.000 59.000<br />
8 16.000 20.000 24.000 36.000 44.000<br />
10 13.000 16.000 19.000 29.000 35.000<br />
12 11.000 13.000 16.000 24.000 30.000<br />
16 8.000 10.000 12.000 18.000 22.000<br />
17