Small Scale Foundries for Developing Published by: Intermediate ...
Small Scale Foundries for Developing Published by: Intermediate ...
Small Scale Foundries for Developing Published by: Intermediate ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
make the process more economical in some<br />
circumstances.<br />
Cenir@igaC Casting<br />
If molten metal is poured into a rapidly spinning<br />
tubular metal permanent mould a<br />
cylindri::$ casting can be made.<br />
On a large scale, this process is used <strong>for</strong><br />
cast iron and SC (spheroidal graphite)<br />
iron water-pipes; smaller centrifugally cast<br />
bronze tubes are used <strong>for</strong> making bearings,<br />
and cast iron cylinder liners <strong>for</strong> engines are<br />
also produced <strong>by</strong> this process.<br />
The speed of rotation has to be related to<br />
the casiiligs being made. For generai casrings,<br />
such as bronze bushes, about 200 rpm<br />
is norma!, whilst <strong>for</strong> the highest auaiiry cast<br />
iron cylinder liners speeds up to 4i)O rpm are<br />
used.<br />
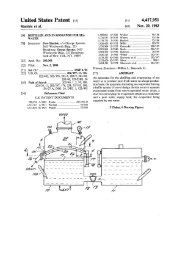
A centrifugal casting machine consists of<br />
a cast iron tubular mould, a motor and driving<br />
system <strong>for</strong> the spif,ning action, removable<br />
end plates and - usually - a water<br />
spray system to cool the outside of the<br />
mould. Machines may be purchased in a<br />
range of sizes; simple centrifugal casting<br />
machines can be made in a well equipped<br />
engineering workshop.<br />
This process should not be confused with<br />
continuous casting in which metai fiows<br />
slowly out of a furnace through a watercooled<br />
collar, emerging as a rod or bar of<br />
solid metal. Continuous casting is not easy<br />
to control and the large amounts of material<br />
produced mean that it is a process unlikely<br />
to be of interest to smaii scaie foundry<br />
enterprises.<br />
Clay-Bonded Sand Moulds<br />
Most castings are made in sand moulds. Not<br />
every sand is suitable <strong>for</strong> the production of<br />
castings. In order to produce a mould, the<br />
sand grains must be stuck or bonded<br />
together. The bond is usually provided <strong>by</strong><br />
clay. IMar sand deposits contain sufficient<br />
natural. c!ay <strong>for</strong> this bond. Such “natural”<br />
sands with about 12% to 15% of clay are<br />
found in many-parts of the world. It is possible<br />
<strong>by</strong> laboratory testing to determine<br />
whether a sand bill be suitable <strong>for</strong> a foundry<br />
process, although it is usually better to carry<br />
out actual trials in a foundry.<br />
Many foundries use sand which contains<br />
no natural Ciay, and add clay separateiy<br />
(usuaily between 5% and iGVo <strong>by</strong> weightj.<br />
This type of sand must be clean, and in particular<br />
free from mica, volcanic ash, crushed<br />
sea shell or coral. The grain size should be<br />
fairly uni<strong>for</strong>m, the fineness determining the<br />
smoothness of the casting. The grain shape<br />
should be round, or sub-angular; wind<br />
blown sands or sands which have been<br />
washed as a <strong>by</strong>-product of mineral extraction<br />
are often suitable. Lake sands and river<br />
sands are frequently used, but sea beach<br />
sand is sometimes contaminated with shell<br />
or salt. Sand from some deposits may<br />
require washing and cleaning be<strong>for</strong>e use, or<br />
at very least sieving to remove lumps or<br />
<strong>for</strong>eign matter. Washed sand is likely to contain<br />
too much water <strong>for</strong> foundry use and<br />
may require drying - a simple sand dryer is<br />
not difficult to construct.<br />
C!ay and Moisture<br />
Where separate clay additions are made, the<br />
best type of clay to use is bentonite. This<br />
material is available commercially <strong>for</strong><br />
foundry, and also <strong>for</strong> oil-well use. Fireclay<br />
and other types of clay are also used in<br />
certain cases.<br />
Sand bonded with clay must have the<br />
right amount of moisture in order to make<br />
good moulds. The water content depends<br />
upon the amount and type of clay present,<br />
varying from about 3% to about 7% <strong>by</strong><br />
weight. Tile water content can be measured<br />
<strong>by</strong> accurately weighing a sample of sand<br />
be<strong>for</strong>e and after drying in an oven - other<br />
chemical and electrical methods can ais0 be<br />
used in laboratories.<br />
Mould Drying<br />
Moulds made in clay-bonded sand, with a<br />
natural or synthetic clay, are suitable <strong>for</strong> the<br />
production of relatively thin sectioned iron,<br />
steel and non-ferrous castings without drying.<br />
Moulds <strong>for</strong> heavy castings produced in