• Defining the target product profile as it relates <strong>to</strong> quality, safety <strong>and</strong> efficacy, considering, for example, the routeof administration, dosage form, bioavailability, dosage, <strong>and</strong> stability• Identifying CQAs of the drug product, so that those product characteristics having an impact on product qualitycan be studied <strong>and</strong> controlled• Determining the quality attributes of the drug substance <strong>and</strong> excipients, <strong>and</strong> selecting the type <strong>and</strong> amount ofexcipients <strong>to</strong> deliver drug product of the desired quality <strong>and</strong> efficacy• Selecting an appropriate manufacturing process• Where possible, identifying a control strategy.The basis of quality-by-design (QbD) follows that well-designed experiments, carefully planned <strong>and</strong> thought out from theoutset of formulation development, can produce quality data from an early stage, which can minimize lengthy <strong>and</strong> costlyrepetition of manufacturing <strong>and</strong> subsequent studies <strong>and</strong> analysis. Nevertheless, before manufacturing registrationbatches, it is usual <strong>to</strong> invest additional time <strong>and</strong> effort in challenging, <strong>and</strong>, where necessary, optimizing the existingmanufacturing process. This is achieved by making additional development batches at labora<strong>to</strong>ry-scale, pilot scale, <strong>and</strong>possibly even at production scale. The output from the above development efforts provides the basis for justification thatscale <strong>up</strong> can be achieved without a consequent loss in quality <strong>and</strong>/or efficacy <strong>and</strong> provides the link between formulation<strong>and</strong> process development, pilot-scale manufacture, <strong>and</strong> eventual commercial production.Analysis of the data assists in determining the parameters that have a known effect <strong>up</strong>on a CQA of the drug product.These parameters are referred <strong>to</strong> as being critical process parameters (CPPs). Furthermore, data obtained creates apicture of the product <strong>and</strong> process, how its design has evolved, what is critical <strong>and</strong> must be controlled, <strong>and</strong> provenacceptable ranges (PARs) around specific process parameters.This article presents three approaches that a CDMO can consider in designing development <strong>and</strong> process optimizationstudies that will provide useful data on scaling <strong>up</strong> a product.Approach 1: Quality ensured by end-product testingThis method of manufacturing is a minimal approach <strong>to</strong> the mechanistic underst<strong>and</strong>ing of a process. The development ismainly empirical with research often conducted one fac<strong>to</strong>r at a time (OFAT). Following manufacture, there would be littleor no 'design space' defined, resulting in a strict manufacturing process that should be adhered <strong>to</strong> in order <strong>to</strong> minimizeany variability in product characteristics <strong>and</strong> thus the CQA profile. Validation will primarily be based on initial full-scalebatches. CPPs are determined using only prior knowledge. Proven acceptable ranges for CPPs are not fully determined.A minimal knowledge of PARs is determined. The following is an example of how this approach is used in developing afilm-coated tablet.Example 1: Blend, direct compression, <strong>and</strong> coating scale-<strong>up</strong> operation. A blending operation at a specified scale isperformed using a st<strong>and</strong>ard tumble blender. The drive unit is set <strong>to</strong> a fixed speed. The excipients are added <strong>to</strong> theblending shell <strong>and</strong> tumbling is initiated. The blend is mixed for a set period of time. Following this mixing time, the blend issampled <strong>to</strong> determine blend uniformity <strong>and</strong> bulk assay values. If the blend is determined <strong>to</strong> be uniform, the time <strong>and</strong>speed used is recorded <strong>and</strong> would be used for future batches. If the blend is found <strong>to</strong> be nonuniform at this stage, anadditional mixing period is used, followed by further sampling for uniformity <strong>and</strong> bulk assay. This procedure is repeateduntil uniformity is achieved with the mixing time <strong>and</strong> speed recorded for future batches.The uniform blend is compressed using a suitable tablet press for the batch size in question. The compressionparameters are adjusted in order <strong>to</strong> obtain the desired product characteristics such as tablet weight, hardness, thickness,disintegration time, <strong>and</strong> dissolution time. Compression force <strong>and</strong> compression speed would be adjusted during set-<strong>up</strong>s<strong>and</strong> continually assessed with appropriate adjustments made. Intensive in process checks continuously moni<strong>to</strong>r productquality characteristics in order <strong>to</strong> maintain an acceptable product.Pharmaceutical Tech ‐ Sep 10 ‐ <strong>Process</strong> Opt & <strong>Scale</strong>‐Up
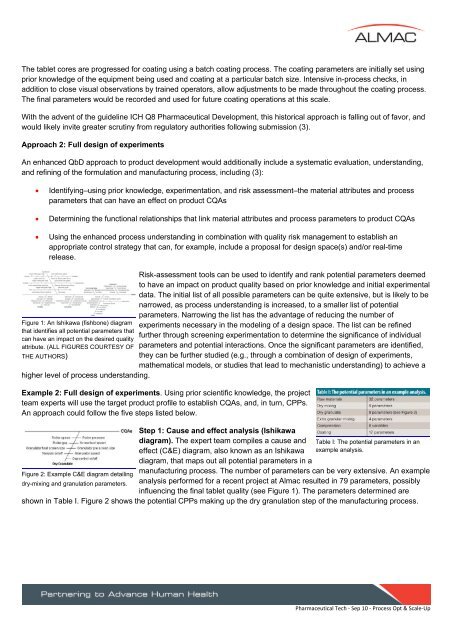
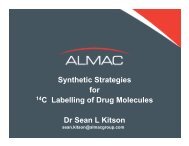
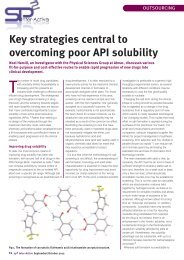
The tablet cores are progressed for coating using a batch coating process. The coating parameters are initially set usingprior knowledge of the equipment being used <strong>and</strong> coating at a particular batch size. Intensive in-process checks, inaddition <strong>to</strong> close visual observations by trained opera<strong>to</strong>rs, allow adjustments <strong>to</strong> be made throughout the coating process.The final parameters would be recorded <strong>and</strong> used for future coating operations at this scale.With the advent of the guideline ICH Q8 Pharmaceutical Development, this his<strong>to</strong>rical approach is falling out of favor, <strong>and</strong>would likely invite greater scrutiny from regula<strong>to</strong>ry authorities following submission (3).Approach 2: Full design of experimentsAn enhanced QbD approach <strong>to</strong> product development would additionally include a systematic evaluation, underst<strong>and</strong>ing,<strong>and</strong> refining of the formulation <strong>and</strong> manufacturing process, including (3):• Identifying–using prior knowledge, experimentation, <strong>and</strong> risk assessment–the material attributes <strong>and</strong> processparameters that can have an effect on product CQAs• Determining the functional relationships that link material attributes <strong>and</strong> process parameters <strong>to</strong> product CQAs• Using the enhanced process underst<strong>and</strong>ing in combination with quality risk management <strong>to</strong> establish anappropriate control strategy that can, for example, include a proposal for design space(s) <strong>and</strong>/or real-timerelease.Figure 1: An Ishikawa (fishbone) diagramthat identifies all potential parameters thatcan have an impact on the desired qualityattribute. (ALL FIGURES COURTESY OFTHE AUTHORS)higher level of process underst<strong>and</strong>ing.Risk-assessment <strong>to</strong>ols can be used <strong>to</strong> identify <strong>and</strong> rank potential parameters deemed<strong>to</strong> have an impact on product quality based on prior knowledge <strong>and</strong> initial experimentaldata. The initial list of all possible parameters can be quite extensive, but is likely <strong>to</strong> benarrowed, as process underst<strong>and</strong>ing is increased, <strong>to</strong> a smaller list of potentialparameters. Narrowing the list has the advantage of reducing the number ofexperiments necessary in the modeling of a design space. The list can be refinedfurther through screening experimentation <strong>to</strong> determine the significance of individualparameters <strong>and</strong> potential interactions. Once the significant parameters are identified,they can be further studied (e.g., through a combination of design of experiments,mathematical models, or studies that lead <strong>to</strong> mechanistic underst<strong>and</strong>ing) <strong>to</strong> achieve aExample 2: Full design of experiments. Using prior scientific knowledge, the projectteam experts will use the target product profile <strong>to</strong> establish CQAs, <strong>and</strong>, in turn, CPPs.An approach could follow the five steps listed below.Step 1: Cause <strong>and</strong> effect analysis (Ishikawadiagram). The expert team compiles a cause <strong>and</strong>effect (C&E) diagram, also known as an Ishikawadiagram, that maps out all potential parameters in aTable I: The potential parameters in anexample analysis.Figure 2: Example C&E diagram detailingmanufacturing process. The number of parameters can be very extensive. An exampledry-mixing <strong>and</strong> granulation parameters. analysis performed for a recent project at <strong>Almac</strong> resulted in 79 parameters, possiblyinfluencing the final tablet quality (see Figure 1). The parameters determined areshown in Table I. Figure 2 shows the potential CPPs making <strong>up</strong> the dry granulation step of the manufacturing process.Pharmaceutical Tech ‐ Sep 10 ‐ <strong>Process</strong> Opt & <strong>Scale</strong>‐Up