Basic Graphite Properties: Influence on Flowability and PM ... - Timcal
Basic Graphite Properties: Influence on Flowability and PM ... - Timcal
Basic Graphite Properties: Influence on Flowability and PM ... - Timcal

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
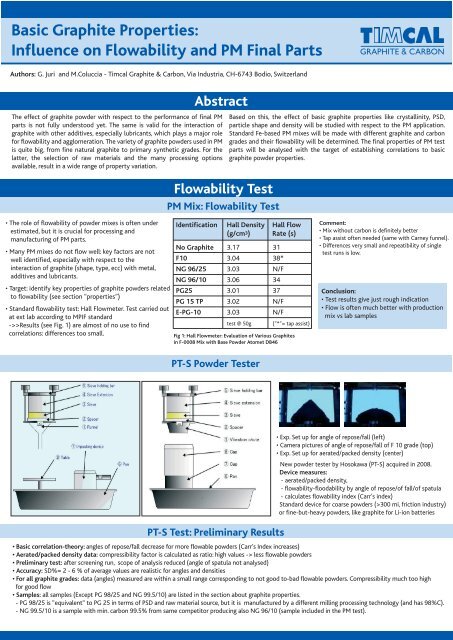
<str<strong>on</strong>g>Basic</str<strong>on</strong>g> <str<strong>on</strong>g>Graphite</str<strong>on</strong>g> <str<strong>on</strong>g>Properties</str<strong>on</strong>g>:<str<strong>on</strong>g>Influence</str<strong>on</strong>g> <strong>on</strong> <strong>Flowability</strong> <strong>and</strong> <strong>PM</strong> Final PartsAuthors: G. Juri <strong>and</strong> M.Coluccia - <strong>Timcal</strong> <str<strong>on</strong>g>Graphite</str<strong>on</strong>g> & Carb<strong>on</strong>, Via Industria, CH-6743 Bodio, Switzerl<strong>and</strong>AbstractThe effect of graphite powder with respect to the performance of final <strong>PM</strong>parts is not fully understood yet. The same is valid for the interacti<strong>on</strong> ofgraphite with other additives, especially lubricants, which plays a major rolefor flowability <strong>and</strong> agglomerati<strong>on</strong>. The variety of graphite powders used in <strong>PM</strong>is quite big, from fine natural graphite to primary synthetic grades. For thelatter, the selecti<strong>on</strong> of raw materials <strong>and</strong> the many processing opti<strong>on</strong>savailable, result in a wide range of property variati<strong>on</strong>.Based <strong>on</strong> this, the effect of basic graphite properties like crystallinity, PSD,particle shape <strong>and</strong> density will be studied with respect to the <strong>PM</strong> applicati<strong>on</strong>.St<strong>and</strong>ard Fe-based <strong>PM</strong> mixes will be made with different graphite <strong>and</strong> carb<strong>on</strong>grades <strong>and</strong> their flowability will be determined. The final properties of <strong>PM</strong> testparts will be analysed with the target of establishing correlati<strong>on</strong>s to basicgraphite powder properties.<strong>Flowability</strong> Test<strong>PM</strong> Mix: <strong>Flowability</strong> Test• The role of flowability of powder mixes is often underestimated, but it is crucial for processing <strong>and</strong>manufacturing of <strong>PM</strong> parts.• Many <strong>PM</strong> mixes do not flow well: key factors are notwell identified, especially with respect to theinteracti<strong>on</strong> of graphite (shape, type, ecc) with metal,additives <strong>and</strong> lubricants.• Target: identify key properties of graphite powders relatedto flowability (see secti<strong>on</strong> “properties”)• St<strong>and</strong>ard flowability test: Hall Flowmeter. Test carried outat ext lab according to MPIF st<strong>and</strong>ard->>Results (see Fig. 1) are almost of no use to findcorrelati<strong>on</strong>s: differences too small.Identificati<strong>on</strong>No <str<strong>on</strong>g>Graphite</str<strong>on</strong>g>F10NG 96/25NG 96/10PG25PG 15 TPE-PG-10Hall Density(g/cm 3 )3.173.043.033.063.013.023.03test @ 50gHall FlowRate (s)3138*N/F3437N/FN/F(”*”= tap assist)Fig 1: Hall Flowmeter: Evaluati<strong>on</strong> of Various <str<strong>on</strong>g>Graphite</str<strong>on</strong>g>sin F-0008 Mix with Base Powder Atomet DB46Comment:• Mix without carb<strong>on</strong> is definitely better• Tap assist often needed (same with Carney funnel).• Differences very small <strong>and</strong> repeatibility of singletest runs is low.C<strong>on</strong>clusi<strong>on</strong>:• Test results give just rough indicati<strong>on</strong>• Flow is often much better with producti<strong>on</strong>mix vs lab samplesPT-S Powder TesterPT-S Test: Preliminary Results• Exp. Set up for angle of repose/fall (left)• Camera pictures of angle of repose/fall of F 10 grade (top)• Exp. Set up for aerated/packed density (center)• New powder tester by Hosokawa (PT-S) acquired in 2008.Device measures:- aerated/packed density,- flowability-floodability by angle of repose/of fall/of spatula- calculates flowability index (Carr’s index)• St<strong>and</strong>ard device for coarse powders (>300 mi, fricti<strong>on</strong> industry)or fine-but-heavy powders, like graphite for Li-i<strong>on</strong> batteries• <str<strong>on</strong>g>Basic</str<strong>on</strong>g> correlati<strong>on</strong>-theory: angles of repose/fall decrease for more flowable powders (Carr’s Index increases)• Aerated/packed density data: compressibility factor is calculated as ratio: high values -> less flowable powders• Preliminary test: after screening run, scope of analysis reduced (angle of spatula not analysed)• Accuracy: SD%= 2 - 6 % of average values are realistic for angles <strong>and</strong> densities• For all graphite grades: data (angles) measured are within a small range corresp<strong>on</strong>ding to not good to-bad flowable powders. Compressibility much too highfor good flow• Samples: all samples (Except PG 98/25 <strong>and</strong> NG 99.5/10) are listed in the secti<strong>on</strong> about graphite properties.- PG 98/25 is “equivalent“ to PG 25 in terms of PSD <strong>and</strong> raw material source, but it is manufactured by a different milling processing technology (<strong>and</strong> has 98%C).- NG 99.5/10 is a sample with min. carb<strong>on</strong> 99.5% from same competitor producing also NG 96/10 (sample included in the <strong>PM</strong> test).
Fig 2: <str<strong>on</strong>g>Graphite</str<strong>on</strong>g> PSD• TIMREX: no relevant difference at same d90 (also with diff. process),except PG 98/25. Competitor grades: broader PSD curve (e.g. bigger uniformity value).PG 98/25 is very similar.Fig 3: <strong>Flowability</strong>-Moisture Samples analysed as such <strong>and</strong> after drying:• small variati<strong>on</strong> of angles at different moisture levels• aerated/packed density increase with decreasing moisturePT-S test: ResultsFig 4: Angle of repose/fall for <strong>PM</strong> graphite gradesComment to Fig. 4:• all 25 µm grades are close, 10 µ as well, BUT with smaller angles!!!->> flow should be better (according to theory)• All competitors grades show very small angles, indicating slightlybetter flow propertiesFig 5: Aerated/packed density <strong>and</strong> compressibility for <strong>PM</strong> graphite gradesComment to Fig. 5:• At same PSD: competitor grades NG 96/25 <strong>and</strong> NG 99.5/10 havemuch bigger density, both aerated <strong>and</strong> packed. PGs have lowestdensity, F grades are intermediate (effect of raw material plusprocessing).• PG 98/25 shows highest values of all grades, due to different millingprocess than PG 25 (<strong>and</strong> slightly higher d90).<strong>Flowability</strong>-PT-S Test: C<strong>on</strong>clusi<strong>on</strong>Analysis of angles: not accurate enough (for different graphite grades with similar PSD) to find correlati<strong>on</strong>sAerated/packed density: show some marked differences. Correlati<strong>on</strong> with processing/graphite properties available based <strong>on</strong> existing know-how.- PG grades: lowest scott density, BET <strong>and</strong> max. oil absorpti<strong>on</strong> ->> most flaky shape (milling process).- PSD curve is narrower than competitor grades.- Compacti<strong>on</strong> properties are the same.Grade PG 98/25: “new“ process versi<strong>on</strong> gives properties similar to competitor grades, i.e. broad PSD <strong>and</strong> very high density.- Performance in <strong>PM</strong> mix <strong>and</strong> final parts to be checkedMoisture: not crucial for graphite (being very low), but more for lubricants or additives. To be kept under c<strong>on</strong>trol<strong>Flowability</strong> test <strong>on</strong> pure graphite powder: cannot highlight small differences. Interacti<strong>on</strong> with additives is more relevant for flow of mix ->> Test tobe made <strong>on</strong> <strong>PM</strong> mixes with selected metal powder <strong>and</strong> additives (next step). PT-S tester should give more accurate results <strong>on</strong> <strong>PM</strong> mixes, in view ofhigher density <strong>and</strong> better flow properties (vs pure graphite)
Powder Metallurgy Data - Sintered <str<strong>on</strong>g>Properties</str<strong>on</strong>g>Fig 6: Density of sintered samples based <strong>on</strong> 3 typical <strong>PM</strong> mixes.Effect of graphite typeFig 7: Dimensi<strong>on</strong>al change DC from die of sinteredsamples based <strong>on</strong> 3 typical <strong>PM</strong> mixes. Effect of graphite typeFig 8: Transverse rupture Strength TRS of sinteredsamples based <strong>on</strong> 3 typical <strong>PM</strong> mixes. Effect of graphite typeFig 9: Apparent hardness HRBw of sintered samplesbased <strong>on</strong> 3 typical <strong>PM</strong> mixes. Effect of graphite typeTest Parameters• Test according to MPIF procedures withdifferent graphite grades.• Powder Mixes made with 0.80% <str<strong>on</strong>g>Graphite</str<strong>on</strong>g><strong>and</strong> 0.80% Acrawax C (F-0008, FC-0208<strong>and</strong> FN-0208)• Metal powders: Fe Ancorsteel 1000B, 165Copper <strong>and</strong> 123 Nickel• Evaluati<strong>on</strong> of results:- St<strong>and</strong>ard TRS bars molded at 6.60, 6.90<strong>and</strong> 7.08 g/cm3 nominal density(short LD,MD <strong>and</strong> HD).- Sintering in a producti<strong>on</strong> c<strong>on</strong>tinuous beltfour-z<strong>on</strong>e furnace. Temperature 1200F,1400F, 2050F <strong>and</strong> 2050F with 97%N2-3%H2. Sintering time approx. 20-25 minutes.- <str<strong>on</strong>g>Graphite</str<strong>on</strong>g> sample listed in Secti<strong>on</strong> <strong>on</strong><str<strong>on</strong>g>Graphite</str<strong>on</strong>g> <str<strong>on</strong>g>Properties</str<strong>on</strong>g>Comment:• Density - data at medium level (Fig 6) show typical trend:- FN mixes show highest density values- F mixes are intermediate- FC mixes give lowest values. It is known that c<strong>on</strong>trol of Cu-melting is crucial to achieve high density.• Density - Effect of graphite- NGs give higher density, excepted for FC mix. It is well known that the lower springback of NGs is animportant factor to achieve higher density (green <strong>and</strong> sintered).• DC- Data in Fig 7 (at HD) show typical trend, which is reverse compared to sintered density, i.e.- FN-mixes give lowest DC values, F-mixes are intermediate <strong>and</strong> FC-mixes yield higher values.- Note that due to “simplified“ nature of test, in some cases DC values are higher than for industrial partsprocessed with optimized process parameters.• DC- Effect of carb<strong>on</strong>- it is well known that increasing %C (alloyed) improves strength <strong>and</strong> hardness, but also DC.- In view of the above synthetic grades F 25 or F10 should results in bigger DC than NGs, but in fact theeffect is much smaller than expected, especially with Cu-mixes. This is probably due to faster C-diffusi<strong>on</strong>of F grades see “C<strong>on</strong>clusi<strong>on</strong>“).C<strong>on</strong>clusi<strong>on</strong>• Test results c<strong>on</strong>firm general trends <strong>and</strong> typical features of the 3 types of mixed chosen, as known from technical liteature, although test (sintering) parameternot optimized (fixed).• In terms of density NG grades give some advantages in F <strong>and</strong> FN mixes. In FC mix SG graphites F10 <strong>and</strong> F25 are equivalent or better.• DC - PG grades show equivalent performance to competitor grades, whereas NG 96/10 shows highest values of DC of all grades.• DC - F-grades - Due to the higher carb<strong>on</strong> % <strong>on</strong>e would expect that synthetic grades like F 25 or F10 give bigger DC than NGs. In fact, the effect is much smallerthan expected, especially with Cu-mix.- Recent publicati<strong>on</strong>s (by QMP in MPR, March 2008, pp 24-27) have shown that, at same level of sintered carb<strong>on</strong>, synthetic graphite grades yield a much betterdimensi<strong>on</strong>al c<strong>on</strong>trol of parts than NGs. The data show that faster diffusi<strong>on</strong> of carb<strong>on</strong> inhibits Cu-diffusi<strong>on</strong> in the matrix after melting, thus resulting in smallerdimensi<strong>on</strong>al change of parts. Moreover, the effect is almost independent of PSD of graphite, when SG is used, instead of NG. Due to slower C diffusi<strong>on</strong> thelatter requires use of smaller PSD to compensate this effect.- The data by QMP shows that with FC mixes DC values in the range of 0.020-0.025% with small sigma deviati<strong>on</strong>s can be achieved in industrial c<strong>on</strong>diti<strong>on</strong>s,thanks to higher reactivity of the TIMREX F grades.• Summarizing, the data in our study are in line with previous data showing the advantages of TIMREX grades F10 <strong>and</strong> F25 in applicati<strong>on</strong>s, where high density,strength, hardness are a priority.The dimensi<strong>on</strong>al change values are not smaller than for NGs, but they are more c<strong>on</strong>sistent (small sigma), allowing betterdimensi<strong>on</strong>al c<strong>on</strong>trol of parts. This advantage can be exploited to a maximum extent in FC formulati<strong>on</strong>s, that require c<strong>on</strong>trol of „dilati<strong>on</strong>“effects related to Cumelting,in order to achieve optimum performance of final parts.
<str<strong>on</strong>g>Graphite</str<strong>on</strong>g> Powders for <strong>PM</strong> - Key <str<strong>on</strong>g>Properties</str<strong>on</strong>g>The property summary includes data <strong>on</strong> natural graphite grades, like E-PG 10 , PG 25, <strong>and</strong> <strong>on</strong> primary synthetic grades, like F 10 <strong>and</strong> E-F 25. Forcomparis<strong>on</strong>, data <strong>on</strong> two typical natural graphite grades used in <strong>PM</strong> are also shown. They are denominated with NG 96/25 <strong>and</strong> NG 96/10, based <strong>on</strong>their carb<strong>on</strong> c<strong>on</strong>tent <strong>and</strong> their PSD (d90). All analysis is made <strong>on</strong> powder samples in loose or compact form, but without additi<strong>on</strong> of binders oradditives.<str<strong>on</strong>g>Graphite</str<strong>on</strong>g> Powders for <strong>PM</strong>: Summary of <str<strong>on</strong>g>Properties</str<strong>on</strong>g>Grades E-PG10 NG 96/10 F10 PG 25 NG 96/25E-F 25Ash (810°C)(%wt)3.4453.3490.0283.5244.3130.032Xylene density(g/cm3)2.2802.2682.2532.2702.2792.255Lc(nm)16211791227234167C/2(nm)0.33570.33570.33590.33560.33560.3357d10(µm)2.82.02.14.33.44.2d50(µm)6.35.55.29.89.111.8d90(µm)12.211.810.619.321.026.4BET(m2/g)9.613.915.06.67.08.6Oil adsorpti<strong>on</strong>(%wt)165.8123.8141.9163.2136.0136.0Scott density(g/cm3)0.0620.1250.0900.0770.1320.126Springback(%)9.37.413.78.58.814.2PD@0.47 t/cm2(g/cm3)1.7041.6841.6211.7761.8971.686PD@2.5 t/cm2El. Resist. XYBend. Strgth(g/cm3)(m.cm)(N/mm2)1.9681.549.21.9691.8012.31.8651.988.22.0141.238.52.0011.739.11.9071.525.3Fig 10: Analysis of ash, surface area (BET), particle size distributi<strong>on</strong>(d90 by laser diffracti<strong>on</strong>) <strong>and</strong> apparent density (scott ).Scott density is plotted <strong>on</strong> the right axis.Table 1 – Analysis results <strong>on</strong> different graphite powders for <strong>PM</strong>C<strong>on</strong>clusi<strong>on</strong>Typical ash c<strong>on</strong>tent of synthetic grades is very low in comparis<strong>on</strong> to natural graphite grades (higher carb<strong>on</strong>).BET increases with finer PSD, but is also related to the surface structure of grains (see F-grades vs PG-grades) <strong>and</strong> it is very likely proporti<strong>on</strong>al to reactivity.Scott density increases with d90: differences at same PSD indicate different shape <strong>and</strong>/or surface structure of particles, mainly due to processing or source(see NG 96/10).Grain shape-surface texture: the oil adsorpti<strong>on</strong> data c<strong>on</strong>tribute to highlight such features in combinati<strong>on</strong> with BET, Scott density, PSD (<strong>and</strong> SEM imaging,not shown) ->> PG family is the most flaky material <strong>and</strong> has narrowest PSD curve. Effect <strong>on</strong> flowability not clear.Crystallinity: Lc values are reduced by fine milling, as can be seen from data <strong>on</strong> 10 <strong>and</strong> 25 micr<strong>on</strong> grades.Lc of TIMREX F-grades is slightly lower than for NG grades, but nevertheless it results in higher reactivity, i.e. higher carb<strong>on</strong> diffusi<strong>on</strong> at lower temperature.At same PSD, springback increases for decreasing Lc, i.e. synthetics have slightly higher springback. Thus pressed density of compacts is higher for NGs thanfor SGs <strong>and</strong> this usually leads to higher density of <strong>PM</strong> parts.El. Resistivity of powder compacts is correlated to crystallinity, particle size <strong>and</strong> shape, but also to final density of samples (100% graphite). The same isvalid for the bending strength. For these reas<strong>on</strong>s, NG samples show lower resistivity <strong>and</strong> higher strength.Final Summary<strong>Flowability</strong> - <str<strong>on</strong>g>Graphite</str<strong>on</strong>g> properties<strong>Flowability</strong> data by Hall Flowmeter are suitable to characterize <strong>PM</strong> mixes in producti<strong>on</strong>, but not to investigate correlati<strong>on</strong>s with graphite properties (low accuracy).PT-S powder tester gives more accurate data, although graphite powders for <strong>PM</strong> fall in the range of not well-flowable powders. Data of angles of repose/fall are notprecise enough, but aerated/packed density shows bigger differencies.Density data show some features of TIMREX grades that can be directly related to graphite properties <strong>and</strong> milling process. <str<strong>on</strong>g>Properties</str<strong>on</strong>g> like ash, springback, scottdensity <strong>and</strong> crystallinity are relevant parameters for the selecti<strong>on</strong> of a suitable graphite grade for <strong>on</strong>e specific applicati<strong>on</strong>.Competitor grades NG 96/25 <strong>and</strong> NG 99.5/10 show slight advantage in terms of flow properties.PG 98/25: the different processing opti<strong>on</strong> applied to this PG grade shows interesting results, but the final performance in <strong>PM</strong> parts has still to be evaluated.Test will be repeated <strong>on</strong> <strong>PM</strong> mixes, that, thanks to higher density, should give better results. Of course additive selecti<strong>on</strong> is crucial for test result evaluati<strong>on</strong>.<strong>PM</strong> studyIn <strong>PM</strong> parts made from mixes of F-0008, FC-0208 <strong>and</strong> FN-0208 type, TIMREX PG <strong>and</strong> F grades show performance comparable to competitor’s NG grades.It is noteworthy, that commercial grade NG 96/10 shows the highest values of DC for NGs, indicating that, beside ash c<strong>on</strong>tent, some other factor is relevant for theperformance of NG 96/10 in comparis<strong>on</strong> to E-PG 10. The analysis results <strong>on</strong> the graphite powder (BET, Scott, etc) indicate a difference in shape <strong>and</strong>/or surfacetexture, that is most probably due to a different processing technique.The results <strong>on</strong> the high-purity grades F 10 <strong>and</strong> F 25 show that they are especially suitable for high-density applicati<strong>on</strong>s, with high strength <strong>and</strong> hardness required.Recent publicati<strong>on</strong>s <strong>on</strong> industrial test c<strong>on</strong>firm that the high C% <strong>and</strong> the high reactivity of F-grades lead to <strong>PM</strong> parts characterized by small values of DC (especiallyin FC-mix) with a very high reproducibility, not achievable with NG grades.C<strong>on</strong>tact address:Dr. Giovanni Juri, <strong>Timcal</strong> Ltd, Via Industria, CH-6743 Bodio, Switzerl<strong>and</strong>,Ph.: +41 91 873 2010, Fax: +41 91 873 2009, e-mail:g.juri@timcal.com