Cylinder Head Servicing - Dieselclass.com
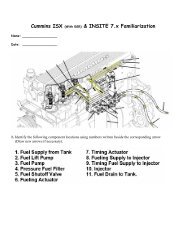
Cylinder Head Servicing - Dieselclass.com
Cylinder Head Servicing - Dieselclass.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
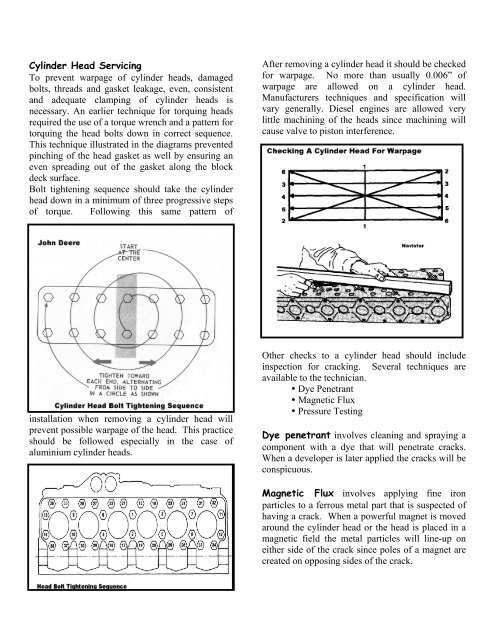
<strong>Cylinder</strong> <strong>Head</strong> <strong>Servicing</strong>To prevent warpage of cylinder heads, damagedbolts, threads and gasket leakage, even, consistentand adequate clamping of cylinder heads isnecessary. An earlier technique for torquing headsrequired the use of a torque wrench and a pattern fortorquing the head bolts down in correct sequence.This technique illustrated in the diagrams preventedpinching of the head gasket as well by ensuring aneven spreading out of the gasket along the blockdeck surface.Bolt tightening sequence should take the cylinderhead down in a minimum of three progressive stepsof torque. Following this same pattern ofAfter removing a cylinder head it should be checkedfor warpage. No more than usually 0.006” ofwarpage are allowed on a cylinder head.Manufacturers techniques and specification willvary generally. Diesel engines are allowed verylittle machining of the heads since machining willcause valve to piston interference.installation when removing a cylinder head willprevent possible warpage of the head. This practiceshould be followed especially in the case ofaluminium cylinder heads.Other checks to a cylinder head should includeinspection for cracking. Several techniques areavailable to the technician.• Dye Penetrant• Magnetic Flux• Pressure TestingDye penetrant involves cleaning and spraying a<strong>com</strong>ponent with a dye that will penetrate cracks.When a developer is later applied the cracks will beconspicuous.Magnetic Flux involves applying fine ironparticles to a ferrous metal part that is suspected ofhaving a crack. When a powerful magnet is movedaround the cylinder head or the head is placed in amagnetic field the metal particles will line-up oneither side of the crack since poles of a magnet arecreated on opposing sides of the crack.
Pressure testing involves disassembly of a<strong>com</strong>ponent like a cylinder head and sealing theintake/exhaust ports of the head. Air pressure can beapplied to the head while the <strong>com</strong>ponent isimmersed in hot water. Cracks or porosity willshow up as an air leak from the affected area.
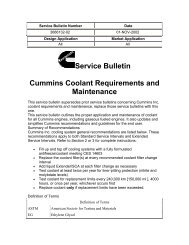
<strong>Cylinder</strong> <strong>Head</strong> GasketsThe cylinder head gasket is arguably the mostimportant seal in the automotive engine. The headgasket must maintain the seal around the<strong>com</strong>bustion chamber at peak operating temperaturesand pressures as well as seal air, coolants, andengine oil at their respective peak temperatures andpressures. The design and materials used must bethermally and chemically resistant to the productsof <strong>com</strong>bustion and the coolants and oils used in theengine.and engine block, as yet unmatched by any othersealing system. Today an estimated 80 percent ofnew engines are designed with MLS gaskets asstandard equipment, and further growth is projected.In the MLS system, multiple thin layers of coldrolledspring grade stainless steel are coated with 7-25 microns of elastomeric material. The resilientelastomer is essential to the structure by providingmicro-sealing of metal surface imperfections whileresisting aggressive <strong>com</strong>bustion gases, oils andcoolants at temperatures up to 250°C. theadvantages then of a MLS steel gasket are thefollowing:• Uniform loading distribution on sealingbeads.• Constant operation thickness (reduced headdeflection and internal stress).• High crush strength.• Low relaxation.• Reduced clamp load potential - resultantreduced bore distortion.• High radial strength - increased durabilityThe most widely used materials are as follows:• Steel, of many types and forms.• Stainless steel, of a wide variety of grades.• Fibre based <strong>com</strong>position materials of manyformulation.• Graphite in a wide range of densities andconstructions.• Numerous chemical formulations containingsilicones, fluoropolymers, nitriles, neoprenes,polymeric resins, polytetrafluorothylene (PTFE)and others.Traditional copper and brass gave way to metal andasbestos in the 1950s, superseded in turn by<strong>com</strong>posite metal and impregnated fibre or graphite<strong>com</strong>posites by the 1980s. However, those systemswere largely overtaken by the development of theMulti-Layer Steel (MLS) gasket during the early1990s.MLS gaskets remain the automotive industry'spreferred method of sealing between cylinder headWhen using an MLS gaskets retorquing the headafter engine run-in is not usually necessary since thegasket does not “relax”.<strong>Cylinder</strong> bores are <strong>com</strong>monly sealed by a ring ofstainless steel positioned over a wire around theperimeter of the <strong>com</strong>bustion chamber. This isknown as the fire ring since it is directly exposed to
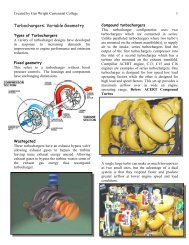
<strong>com</strong>bustion. This ring is critical to sealing the<strong>com</strong>bustion chamber in high-pressure situations.Above: Back-up ring to fire ringGraphite or rubber facings are applied to a headgasket for sealing. Graphite is especially useful onaluminum headed engines since it allows the headto creep easily.Above: Dowel Pins Hold <strong>Head</strong> Gasket InPlaceSurface Finish is a Critical Factor in Sealingwhen installing gaskets, particularly cylinder headgasket, having the proper surface finish can be acritical factor in achieving a secure seal. If thesurface is too smooth, the gasket will be unable toproperly grip the surface. It will tend to slip, and<strong>com</strong>bustion leaks may result. If the surface is toorough, the gasket may be unable to fill in the voidsbetween the metal peaks and valleys. These voidscan form leak paths for fluids and <strong>com</strong>bustiongasses.