Direct laser sintering of metal powders: Mechanism, kinetics and ...
Direct laser sintering of metal powders: Mechanism, kinetics and ...
Direct laser sintering of metal powders: Mechanism, kinetics and ...
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
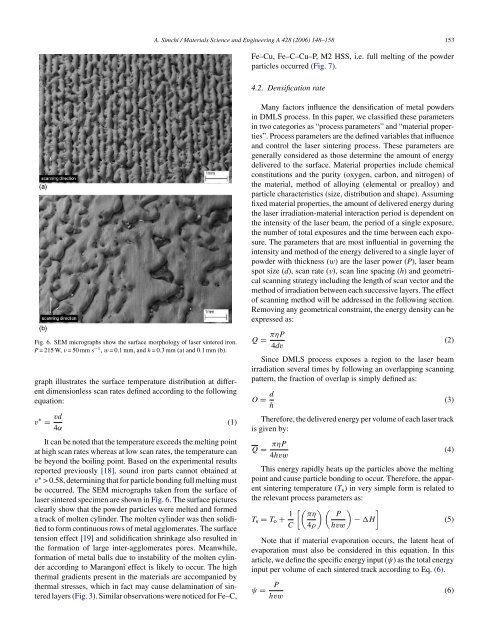
A. Simchi / Materials Science <strong>and</strong> Engineering A 428 (2006) 148–158 153Fe–Cu, Fe–C–Cu–P, M2 HSS, i.e. full melting <strong>of</strong> the powderparticles occurred (Fig. 7).4.2. Densification rateMany factors influence the densification <strong>of</strong> <strong>metal</strong> <strong>powders</strong>in DMLS process. In this paper, we classified these parametersin two categories as “process parameters” <strong>and</strong> “material properties”.Process parameters are the defined variables that influence<strong>and</strong> control the <strong>laser</strong> <strong>sintering</strong> process. These parameters aregenerally considered as those determine the amount <strong>of</strong> energydelivered to the surface. Material properties include chemicalconstitutions <strong>and</strong> the purity (oxygen, carbon, <strong>and</strong> nitrogen) <strong>of</strong>the material, method <strong>of</strong> alloying (elemental or prealloy) <strong>and</strong>particle characteristics (size, distribution <strong>and</strong> shape). Assumingfixed material properties, the amount <strong>of</strong> delivered energy duringthe <strong>laser</strong> irradiation-material interaction period is dependent onthe intensity <strong>of</strong> the <strong>laser</strong> beam, the period <strong>of</strong> a single exposure,the number <strong>of</strong> total exposures <strong>and</strong> the time between each exposure.The parameters that are most influential in governing theintensity <strong>and</strong> method <strong>of</strong> the energy delivered to a single layer <strong>of</strong>powder with thickness (w) are the <strong>laser</strong> power (P), <strong>laser</strong> beamspot size (d), scan rate (v), scan line spacing (h) <strong>and</strong> geometricalscanning strategy including the length <strong>of</strong> scan vector <strong>and</strong> themethod <strong>of</strong> irradiation between each successive layers. The effect<strong>of</strong> scanning method will be addressed in the following section.Removing any geometrical constraint, the energy density can beexpressed as:Fig. 6. SEM micrographs show the surface morphology <strong>of</strong> <strong>laser</strong> sintered iron.P = 215 W, v =50mms −1 , w = 0.1 mm, <strong>and</strong> h = 0.3 mm (a) <strong>and</strong> 0.1 mm (b).graph illustrates the surface temperature distribution at differentdimensionless scan rates defined according to the followingequation:v ∗ = vd(1)4αIt can be noted that the temperature exceeds the melting pointat high scan rates whereas at low scan rates, the temperature canbe beyond the boiling point. Based on the experimental resultsreported previously [18], sound iron parts cannot obtained atv ∗ > 0.58, determining that for particle bonding full melting mustbe occurred. The SEM micrographs taken from the surface <strong>of</strong><strong>laser</strong> sintered specimen are shown in Fig. 6. The surface picturesclearly show that the powder particles were melted <strong>and</strong> formeda track <strong>of</strong> molten cylinder. The molten cylinder was then solidifiedto form continuous rows <strong>of</strong> <strong>metal</strong> agglomerates. The surfacetension effect [19] <strong>and</strong> solidification shrinkage also resulted inthe formation <strong>of</strong> large inter-agglomerates pores. Meanwhile,formation <strong>of</strong> <strong>metal</strong> balls due to instability <strong>of</strong> the molten cylinderaccording to Marangoni effect is likely to occur. The highthermal gradients present in the materials are accompanied bythermal stresses, which in fact may cause delamination <strong>of</strong> sinteredlayers (Fig. 3). Similar observations were noticed for Fe–C,Q = πηP(2)4dvSince DMLS process exposes a region to the <strong>laser</strong> beamirradiation several times by following an overlapping scanningpattern, the fraction <strong>of</strong> overlap is simply defined as:O = d (3)hTherefore, the delivered energy per volume <strong>of</strong> each <strong>laser</strong> trackis given by:Q = πηP(4)4hvwThis energy rapidly heats up the particles above the meltingpoint <strong>and</strong> cause particle bonding to occur. Therefore, the apparent<strong>sintering</strong> temperature (T s ) in very simple form is related tothe relevant process parameters as:T s = T o + 1 C[( πη4ρ)( Phvw)− HNote that if material evaporation occurs, the latent heat <strong>of</strong>evaporation must also be considered in this equation. In thisarticle, we define the specific energy input (ψ) as the total energyinput per volume <strong>of</strong> each sintered track according to Eq. (6).ψ =Phvw](5)(6)