HOW TO READ THE STANDARD OF SOLID END MILLS
HOW TO READ THE STANDARD OF SOLID END MILLS
HOW TO READ THE STANDARD OF SOLID END MILLS
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>SOLID</strong> <strong>END</strong> <strong>MILLS</strong><strong>END</strong> <strong>MILLS</strong> SELECTION CHARTGroupTypeFeatureNo. of flutesCodeShapeCoatingSubstrateSize rangeCarbon steel, Alloy steelP H M S NAlloy steel(-40HRC)Work materialHardened steel(-55HRC)Hardened steel(55HRC-)Austenitic stainless steelTitanium alloy, Heat resistant alloyCopper alloyAluminium alloyGraphitePage numberDimensionsCuttingconditionsMSTAR / For General materialRadiusGeneral4MS4MRB aaaE &6MS UWC&16++ ++ ++B077B225IMPACT MIRACLE / For High hardened material (55HRC-)High speedNEWVF2SSBVF2SBVFVFUWCUWCR0.5R6R0.1R10++++ ++ +++ ++ +B079B080B227B227<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong><strong>END</strong> <strong>MILLS</strong> SELECTION CHARTSquare BallBall RadiusHard material High speedTough millingLongneckTaperball234662VFSDVFMDNEWVF2SDBNEWVF2SDBLNEWVF2XLBNEWVF3XBNEWVFSDRBNEWVFMDRBMIRACLE HARD / For High hardened material (55HRC-)VC2ESBVC2SSBVC2SBVFVFVFVFVFVFVFVFVCVCVCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCR0.5R10R0.5R10R0.1R3R0.4R2.5&1&12&1&25&3&12&3&20R0.15R6R0.5R6R0.15R10+++++++++++++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +++ ++ +B081B082B083B088B091B092B093B094B105B106B107B228B228B229B230B232B232B232B232B239B239B239VC4MBVCUWCR0.5R10+++ ++ +B121B2474VC4STBVCUWCR0.3R4+++ ++ +B145B258B004
GroupTypeFeatureNo. of flutesCodeShapeCoatingSubstrateSize rangeCarbon steel, Alloy steelP H M S NAlloy steel(-40HRC)Work materialHardened steel(-55HRC)Hardened steel(55HRC-)Austenitic stainless steelTitanium alloy, Heat resistant alloyCopper alloyAluminium alloyGraphitePage numberDimensionsCuttingconditionsCornerBall Square Ball SquareRadius BallSquareChamfer Taper RoughingroundingNon-ferrous GeneralGeneral General GeneralGeneral3424VCVCVC&22 VC2CVC UWCB147 B260&12++ ++ ++ + ++ ++3CRN / For CopperLongneckLongneckLongneck242DLC / For Aluminium22VCSFPRVC2MTVC4MTVCRCNEWCRN2MSCRN4JCCRN2XLCRN2MBCRN2XLBNEWCRN2MRBNEWCRN2XLRBDLC2MADLC2MBDIAMOND / For Graphite, Non-ferrous materialDC2MS3DC2MBNFVCCRNCRNCRNCRNCRNCRNCRNDLCDLCDCDCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCUWC&3&20&1&2.5&3&10R0.5R5&0.2&12&3&12&0.2&6R0.2R6R0.1R3&6&12&0.5&6&1&20R0.1R10&0.5&3R0.3R6++ ++ ++ + ++ ++++ ++ ++ + ++ ++++ ++ ++ + ++ ++++ ++ ++ + ++ ++++ +++ +++ +++ +++ +++ +++ ++ +++ ++++++++++B141 B256B142 B257B143 B257B148 B261B149 B262B152 B262B150 B263B153 B264B154 B265B157 B266B158 B267B160 B268B161 B269B162 B271B163 B270++ : 1st recommend / + : 2nd recommend<strong>END</strong> <strong>MILLS</strong> SELECTION CHART <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>B007
<strong>SOLID</strong> <strong>END</strong> <strong>MILLS</strong><strong>END</strong> <strong>MILLS</strong> SELECTION CHARTGroupTypeFeatureNo. of flutesCodeShapeCoatingSubstrateSize rangeCarbon steel, Alloy steelP H M S NAlloy steel(-40HRC)Work materialHardened steel(-55HRC)Hardened steel(55HRC-)Austenitic stainless steelTitanium alloy, Heat resistant alloyCopper alloyAluminium alloyGraphitePage numberDimensionsCuttingconditionsDIAMOND / For Graphite, Non-ferrous materialGraphiteDC2MBDC2LBDCDCUWCUWCR0.5R6R1R6+ +++ ++B166B167B271B271<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong><strong>END</strong> <strong>MILLS</strong> SELECTION CHARTRoughing RadiusSquare Ball BallBallLongneckTaperneck2223423DC2XLBDCXBCBN / For High hardened materialLongneckNEWCBN2XLBALIMASTER / For AluminiumGeneralAM2MBAM2MRAM2SCAM3SSAM3MFAM4MFNEWAM2SCRBNEWAM3SSRBAMSRAMMRDCDCUWCUWCCBNUWCUWCUWCUWCUWCUWCUWCUWCUWCUWCR0.2R3R0.2R3R0.2R1R0.5R10&3&25&3&20&12&25&6&16&20&25&3&20&12&25&10&25&3&25+ ++ +++ +++ +++ +++ +++ +++ +++ +++ +++ +++ +++ +++ ++B164B165B168B176B172B171B173B174B175B177B179B181B181B272B272B273B274B275B276B277B276B277B278B279B280B281RadiusAMSRRBUWC&10&25+ ++B182B280B008
Work materialPage numberGroupTypeFeatureNo. of flutesCodeShapeCoatingSubstrateSize rangeCarbon steel, Alloy steelP H M S NAlloy steel(-40HRC)Hardened steel(-55HRC)Hardened steel(55HRC-)Austenitic stainless steelTitanium alloy, Heat resistant alloyCopper alloyAluminium alloyGraphiteDimensionsCuttingconditionsCARBIDE / For General material, AluminiumSEE2SUWC&3&20++ ++ + +B183B2822Roughing BallSquareSquareHigh helixVariable helix424SEE2LSEE4LSZE4SSEG2SASEG4SAVIOLET / For General materialHigh helix GeneralGeneral2424246VA2SSVA2MSVA4MCVAMHVALHVA2MBVASFPRVAMFPRVAMRVVVVVVVVVUWCUWCUWCUWCUWCKHA SKHA SKHA SKHA SKHA SKHA SKHA SKHA SKHA S&3&20&3&25&3&25&6&25&6&25&3&20&3&40&3&30&5&30&5&30R6R15&5&50&5&50&5&50++ ++ + +++ ++ + +++ ++ + +++ + + +++ + + +++ + + +++ + + +++ + + +++ + + +++ + + +++ + + +++ + + ++ +++ ++B184B185B186B187B188B189B190B191B198B199B192B193B194B195B282B283B284B284B285B285B286B292B287B288B289B290<strong>END</strong> <strong>MILLS</strong> SELECTION CHART <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>VAJRVKHA S&10&50++ + + +B196B291VALRVKHA S&10&50++ + + +B197B291++ : 1st recommend / + : 2nd recommendB009
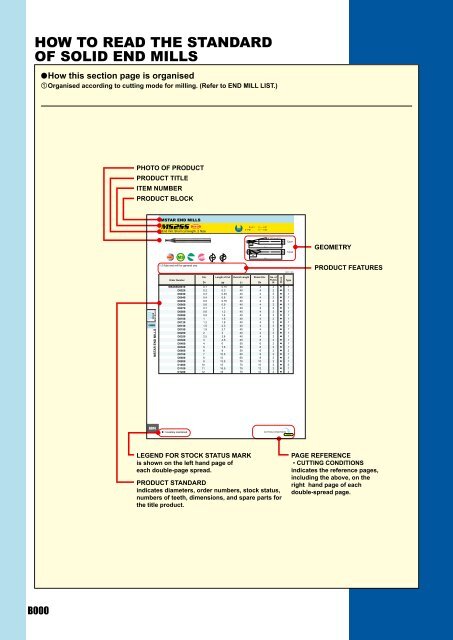
<strong>SOLID</strong> <strong>END</strong> <strong>MILLS</strong>PRODUCT CODE DESCRIPTIONSPRODUCT CODE <strong>OF</strong> <strong>END</strong> <strong>MILLS</strong>MS 2 M S D0100***PRODUCT CODE DESCRIPTIONS <strong>END</strong> <strong>SOLID</strong><strong>MILLS</strong>End mill namesNumber offlutesFlute length Features Dimensions Othersex.MS : Mstar end mills1 : 1flute ES : Extra shortS : General-useDiameterVF : Impact Miracle end mills 2 : 2flute S : ShortU : For stainless steel* Other types are available by special order. VC : Miracle end mills3 : 3flute M : MediumK : For keyway D0050 |&0.5CRN : CRN end mills4 : 4flute J : Semi longA : For light alloy D0500 |&5DLC : DLC coated end mills••• L : LongC : Centre cutDC : Diamond coated end millsXL : Long neckD : For deep cutRadius ofCBN : CBN end millsSX : Extra longB : Ball noseball noseAM : ALIMASTER end millsX : Taper neckR : Roughing ex.C : Carbide end millsMX : Extra longF : Semi-finishing R0050 | R0.5VA : Violet end millsH : High helix R0500 | R5T : TaperTB : Taper ball noseRB : Corner radiusSZ E 4 040 SSZ : Super squareSE : Square end millEnd mill names Helix angle Number of flutes DiameterShapeE : 45°G : Irregular spiralhelix angle(38°/41°)2 : 2flute4 : 4fluteex.D**** :S :**N*** :T**** :R**** :010 |&1050 |&5S : ShortL : LongShank diameterNeck lengthTaper angleone sideL : Flute length**Other types are available by special order.*B010
SYMBOL DESCRIPTIONSTool materialCoatingUWCUltra micro grain carbideUltra micro grain carbide is used as the substratematerial.MS(Al, Ti)N coating(Al,Ti)N offers higher versatility.CBNCubic boron nitrideMitsubishi’s original CBN is used.VFIMPACT MIRACLE CoatingSingle phase nano crystal coating technologyfor higher film hardness and heat resistance.KHA SHigh hardness powder metallurgy HSSHigh hardness powder metallurgy HSS is used as thesubstrate material.VCMIRACLE CoatingThe original Miracle (Al,Ti)N coating.Also suitable for dry cutting.TolerancesRRROutside diameter toleranceIndicates the diameter tolerance of the end mill.R toleranceIndicates the radial tolerance of a ball nose end mill.R toleranceIndicates the radial tolerance of an end mill with acorner radius.R toleranceIndicates the radial tolerance of an cutter with acorner radius.Tolerance of Taper angleIndicates the tolerance of the taper angle.Tolerance of Point angleIndicates the tolerance of the point angle.CRNDLCDCV30°P H M S N++ ++ + ++ ++ ++ ++ ++ ++ +++ ++ ++ + ++ ++++ ++ ++ ++ +++ ++ +++ ++++ + + +++ : 1st recommend / + : 2nd recommendCRN CoatingNewly developed CrN coating for CopperElectrodes machining.DLC CoatingHardness similar to that of CVD diamond coatingachieved with high adhesion strength.(Jointly developed with NAGATA SEIKI CO.,LTD.)Diamond CoatingPure Diamond high performance coating excellingin film adhesion to the substrate.Violet CoatingIncreased tool life of 23 times that of TiN coatedproducts.Angle and sharp corner edgeHelix angleIndicates the helix angle of the end mill.Sharp corner edgeIndicates the end mill has a sharp corner edge.COATING SELECTIONSeriesMSTARIMPACT MIRACLEMIRACLE HARDMIRACLECRNDLCDIAMONDCBNALIMASTERVIOLETCarbon steel,Alloy steelAlloy steel(-40HRC)Hardened steel(-55HRC)Work materialHardened steel(55HRC-)Austeniticstainless steelTitanium alloy,Heat resistant alloyCopper alloyAluminium alloyGraphiteSYMBOL DESCRIPTIONS / COATING SELECTION <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>B011
<strong>SOLID</strong> <strong>END</strong> <strong>MILLS</strong>COATING TECHNOLOGYCoatingFor higher hardness, higher speed and longer tool life!In comparison with the conventional coating single-phase nanocrystal coating technology offers higher coating hardness andheat resistance.When machining hardened steels it can be seen that theIMPACT MIRACLE coating offers a lower friction of coefficientand as such prevents abnormal damage such as chipping.FEATURES <strong>OF</strong> IMPACT MIRACLE COATINGHardness (HV)3700(Al,Ti,Si)N3200(Al,Ti)N2,800Oxidation Temperature (r)13001100840Adhesion (N) 1)1008080Wear Coefficient 2) (800r)0.480.530.581) Adhesion : Measured by critical load scratch test.2) Coefficient of friction : Mearsured by ball-on-disk method.(Counter gear : W.-nr. 1.2344(H13) 52HRC)COATING TECHNOLOGY <strong>END</strong> <strong>SOLID</strong><strong>MILLS</strong>Newly Developed MIRACLE CoatingMIRACLE coating evolution for high precision milling.To meet the needs of high precision milling, the "Newly Developed MiracleCoating" has improved its heat and wear resistance properties. It alsopossesses excellent lubrication properties that results in reduced cuttingforces against hardened steel due to the low friction coefficient at elevatedtemperatures. These excellent properties make it possible for smooth wearpatterns, rather than the usual uneven wear to be formed at the cutting edgeFEATURES <strong>OF</strong> DEVELOPED MIRACLE COATINGHardness (HV)Oxidation Temperature (r)Adhesion (N) 1)Wear Coefficient 2) (800r)Newly DevelopedMiracle Coating3,1001,1001000.42(Al,Ti)N2,800840800.53during long cutting operations. This new coating is applied to the new highprecision ball nose end mill "MIRACLE NOVA".SMOOTH WEAR PATTERNNewly Developed Miracle Coating10!m 10!mCoating WearNo Exposure ofthe SubstrateCoating Wear(Al,Ti)N CoatingExposedSubstrate1) Adhesion : Measured by critical load scratch test.2) Coefficient of friction : Mearsured by ball-on-disk method.(Counter gear : W.-nr. 1.2344(H13) 52HRC)Workpiece : W.-nr. 1.2344(H13) (52HRC), Cutting length : 20mMIRACLE Coating (Al,Ti)NMIRACLE coating for high speed milling.Miracle coating is produced by adding Al to an existing TiN coating.This new coating layer consists of a compound solid solution of (Al,Ti)N. Thiscoating has succeeded in improving heat resistance during cutting in addition toadding high hardness properties to the tool. The result is improved performancefor dry, high speed cutting of hardened materials.Oxidation Behavior Concept Chart of(Al,Ti)N Coating LayerHigh temperature zone of thecutting edge tip 8001,000rWorkMaterialOxygenAluminiumCoated Cutting Tool(Al,Ti)N Coating LayerNitrogenTitaniumWorkMaterialDiffusion ofOxygenDiffusion ofAluminiumTool Base MaterialB012Work MaterialTransition Layer(Al,Ti)NNon Crystalloid Aluminium Oxide Layer
CRN CoatingSpecially designed for milling of copper electrodeand copper alloy.CRN coating has been developed for copper alloy milling. It has superiorwear resistance and excellent adhesion strength by using Miracle coatingtechnology. The excellent anti adhesion properties needed for coppermachining has been achieved due to its low coefficient of friction at hightemperatures.FEATURES <strong>OF</strong> CRN COATINGHardness (HV)CRN2,000(Al,Ti)N2,800Carbide1,600Friction Coefficient against copper at thehigh temperature of 600rCoefficient of Friction0.600.550.500.45CRN0.480.55(Al,Ti)N0.52CarbideAdhesion (N)8080DLC CoatingNewly developed DLC coating.Hardness similar to that of CVD diamondcoating achieved with high adhesion strength.Mitsubishi Materials and NAGATA SEIKI have jointlydeveloped a unique DLC coating that has substantiallyincreased "adhesion strength" compared to previousDLC coatings.Diamond CoatingFEATURES <strong>OF</strong> DLC COATINGHardness (HV)Coefficient of FrictionMitsubishi’sDLC6,0007,000Diamond coating for non-ferrous and new non-metal materials.0.1Competitor’sDLC1,0007,000 7,00010,000Owing to Mitsubishi’s unique plasma chemical vapor deposition (CVD) coating technology, a great combination of coating hardnesssimilar to that of natural diamond has been combined with good adhesion to carbide substrates.0.1Diamond0.4TiN2,0000.4COATING TECHNOLOGY <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>VIOLET Coating(Al,Ti)N coating, excellentadhesion strength for HSS tools.Violet coating is the name of the technology ofsuccessfully applying a Miracle type coating to HSSsubstrate tools. The newly developed technology ofapplying (Al,Ti)N coating at the low temperaturesrequired for HSS substrates, means that Violet coatinghas the same level of adhesion strength as Miraclecoating. Additionally high film hardness and excellentoxidation resistance properties have also beenrealised.FEATURES <strong>OF</strong> VIOLET COATINGViolet CoatingHardness (HV)2,800Adhesion (N)80Oxidation Temperature (r)840TiN1,90060620B013
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2SSEnd mill, Short cut length, 2 fluteD1=0.10.1
MS2MSExpandEnd mill, Medium cut length, 2 fluteD1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MSExpandEnd mill, Medium cut length, 2 fluteD1
MS2JSEnd mill, Semi long cut length, 2 fluteD1=0.10.1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2LSEnd mill, long cut length, 2 flute0 -0.02øD1ap15°øD4Type1L1UWCMS30°øD1apL1øD4Type2D1
B019B2030 -0.010 -0.020.4
B0200 -0.010 -0.020.4
B021B203MS2XL D0200N200D0200N250D0200N300D0200N350D0200N400D0200N500D0200N600D0250N080D0250N120D0250N160D0250N200D0250N250D0250N300D0250N400D0250N500D0300N080D0300N120D0300N160D0300N200D0300N250D0300N300D0300N400D0300N500D0400N120D0400N160D0400N200D0400N250D0400N300D0400N350D0400N400D0400N450D0400N500D0400N600D0500N160D0500N250D0500N350D0500N500D0500N600D0600N200D0600N300D0600N400D0600N500D0600N6001.941.941.941.941.941.941.942.42.42.42.42.42.42.42.42.852.852.852.852.852.852.852.853.83.83.83.83.83.83.83.83.83.84.84.84.84.84.85.85.85.85.85.822222222.52.52.52.52.52.52.52.5333333334444444444555556666633333333.73.73.73.73.73.73.73.74.54.54.54.54.54.54.54.566666666667.57.57.57.57.599999202530354050608121620253040508121620253040501216202530354045506016253550602030405060607070809010011050506060707090100505060607070901005060607070809090100110607080110120809010011012044444444444444466666666666666666666666666662222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 ap L1L3 D5 D4 N1111111111111111111111111111111111111122222Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDELength ofCutDia.Order NumberNo. ofFlutesShankDia.NeckLengthOverallLengthTypeStockNeckDia.
Unit : mmOrder NumberMS2XL6D0220N055D0220N110D0230N058D0230N115D0240N060D0240N120D0250N063D0250N125Dia. Length of Neck Neck Overall Shank No. ofCut Length Dia. Length Dia. FlutesD1 ap L3 D5 L1 D4 N2.22.22.32.32.42.42.52.53.33.33.53.53.63.63.83.85.5115.811.56126.312.52.102.102.202.202.302.302.402.4050605060506050606666666622222222aaaaaaaaTypeThe diameter tolerance is only applied to items produced after April 2005.Stock11111111MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB204B023
MSTAR <strong>END</strong> <strong>MILLS</strong>MSSHDHigh power, Short cut length, 4 fluteD1< 1212
MSMHD0High power, Medium cut length, 4 fluteD1< 1212
MSTAR <strong>END</strong> <strong>MILLS</strong>MSMHD0High power, Medium cut length, 4 fluteD1< 1212
MSJHD0High power, Semi long cut length, 4 fluteD1< 1212
MSTAR <strong>END</strong> <strong>MILLS</strong>MSMHZD0ExpandEnd mill, Medium cut length, 3 fluteD1< 1212
MS4SC0End mill, Short cut length, 4 flute -0.0215°øD1 øD1apL1øD4øD4Type1Type2UWCMS30°apL1a4 flute end mill for general use.Unit : mmOrder NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NStockTypeMS4SCD0100D0150D0200D0250D0300D0400D0500D0600D0800D1000D120011.522.53456810121.52.333.84.567.591215184040404050505050607075444466668101244444444444aaaaaaaaaaa11111112222MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB208B029
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4MC0ExpandEnd mill, Medium cut length, 4 fluteD1
MS4JC0End mill, Semi long cut length, 4 flute -0.0215°UWCMS30°øD1 øD1apapL1L1øD4øD4Type1Type2D1
B032aMS4XLD0100N040D0100N060D0100N080D0100N100D0100N120D0100N160D0110N060D0110N100D0110N160D0120N060D0120N080D0120N100D0120N120D0120N160D0130N060D0130N120D0130N180D0140N060D0140N080D0140N100D0140N120D0140N140D0140N160D0140N220D0150N060D0150N080D0150N100D0150N120D0150N140D0150N160D0150N180D0150N200D0160N060D0160N080D0160N100D0160N120D0160N140D0160N1600.940.940.940.940.940.941.041.041.041.141.141.141.141.141.241.241.241.341.341.341.341.341.341.341.441.441.441.441.441.441.441.441.541.541.541.541.541.541111111.11.11.11.21.21.21.21.21.31.31.31.41.41.41.41.41.41.41.51.51.51.51.51.51.51.51.61.61.61.61.61.61111111.11.11.11.21.21.21.21.21.31.31.31.41.41.41.41.41.41.41.51.51.51.51.51.51.51.51.61.61.61.61.61.646810121661016681012166121868101214162268101214161820681012141650505050506050506050505050605050605050505060606050505050606060605050505060604444444444444444444444444444444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssssD1 ap L1L3 D5 D4 N11111111111111111111111111111111111111MS4XL 0 -0.02UWC 30°MSøD4L1L3D5apøD115°øD4L1L3D5apøD1MSTAR <strong>END</strong> <strong>MILLS</strong>End mill, 4 flute, Long neck4 flute long neck end mill.Unit : mmMSTAR <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEType1Type2Length ofCutDia.Order NumberNo. ofFlutesShankDia.NeckLengthOverallLengthTypeStockNeckDia.s : Inventory maintained in Japan.
B033B210MS4XLD0160N180D0160N200D0160N260D0170N060D0170N140D0170N240D0180N060D0180N080D0180N100D0180N120D0180N140D0180N160D0180N180D0180N200D0180N250D0190N060D0190N160D0190N280D0200N060D0200N080D0200N100D0200N120D0200N140D0200N160D0200N180D0200N200D0200N250D0200N300D0250N080D0250N120D0250N160D0250N200D0250N250D0300N080D0300N120D0300N160D0300N200D0300N250D0300N300D0350N150D0350N250D0350N350D0400N120D0400N160D0400N200D0400N250D0400N300D0400N3501.541.541.541.641.641.641.741.741.741.741.741.741.741.741.741.841.841.841.91.91.91.91.91.91.91.91.91.92.42.42.42.42.42.92.92.92.92.92.93.43.43.43.93.93.93.93.93.91.61.61.61.71.71.71.81.81.81.81.81.81.81.81.81.91.91.922222222222.52.52.52.52.53333333.53.53.54444441.61.61.61.71.71.71.81.81.81.81.81.81.81.81.81.91.91.922222222222.52.52.52.52.53333333.53.53.54444441820266142468101214161820256162868101214161820253081216202581216202530152535121620253035606070506070505050506060606070506070505050506060606070705050606070505060607070607080506060707080444444444444444444444444444444444666666666666666444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssssssssssssssD1 ap L1L3 D5 D4 N111111111111111111111111111111111111111111111111Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDELength ofCutDia.Order NumberNo. ofFlutesShankDia.NeckLengthOverallLengthTypeStockNeckDia.
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4XL0End mill, 4 flute, Long neck -0.02D515°øD1øD4Type1apL3L1UWC MS 30°øD1D5øD4Type2a4 flute long neck end mill.apL3L1Unit : mmOrder NumberDia. Length of Neck Neck Overall Shank No. ofCut Length Dia. Length Dia. FlutesD1 ap L3 D5 L1 D4 NStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>MS4XLD0400N400D0400N450D0400N500D0500N160D0500N250D0500N350D0500N500D0600N200D0600N300D0600N400D0600N500D0800N300D0800N500D0800N700D1000N400D1000N600D1000N800444555566668881010104445555666688810101040455016253550203040503050704060803.93.93.94.94.94.94.95.855.855.855.857.857.857.859.79.79.790901006070801108090100110901101301001201406666666666688810101044444444444444444sssssssssssssssss11111112222222222B034s : Inventory maintained in Japan.CUTTING CONDITIONSB210
MS2ES0End mill, 2 flute, For small automatic lathe -0.0215°øD1øD4Type1apL1UWCMS30°øD1apL1øD4Type2a2 flute end mill.øD1apL1øD4Type3Overall length 35mmUnit : mmOrder NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NStockTypeMS2ESD0300L35S04D0350L35S04D0400L35S04D0500L35S05D0500L35S06D0600L35S05D0600L35S06D0700L35S07D0800L35S07D0800L35S08D1000L35S07D1000L35S10D1200L35S10Overall length 45mmOrder NumberMS2ESD0300L45S04D0350L45S04D0400L45S04D0500L45S06D0600L45S06D0700L45S07D0800L45S07D0800L45S08D1000L45S07D1000L45S10D1200L45S1033.54556678810101233.545678810101233.54556666666633.5456788101012353535353535353535353535354545454545454545454545444565677871010Dia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 N4446677871010222222222222222222222222sssssssssssssStocksssssssssss1122132232323Unit : mmType11212232323MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB211B035
MSTAR <strong>END</strong> <strong>MILLS</strong>MS3ES0End mill, 3 flute, For small automatic lathe -0.0215°øD1øD4Type1apL1UWCMS30°øD1apL1øD4Type2a3 flute end mill.øD1apL1øD4Type3Overall length 35mmUnit : mmOrder NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>MS3ESD0300L35S04D0350L35S04D0400L35S04D0500L35S05D0500L35S06D0600L35S05D0600L35S06D0700L35S07D0800L35S07D0800L35S08D1000L35S07D1000L35S10D1200L35S10Overall length 45mmOrder NumberMS3ESD0300L45S04D0350L45S04D0400L45S04D0500L45S06D0600L45S06D0700L45S07D0800L45S07D0800L45S08D1000L45S07D1000L45S10D1200L45S1033.54556678810101233.545678810101233.54556666666633.5456788101012353535353535353535353535354545454545454545454545444565677871010Dia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 N4446677871010333333333333333333333333sssssssssssssStocksssssssssss1122132232323Unit : mmType11212232323B036s : Inventory maintained in Japan.CUTTING CONDITIONSB211
MS4ECD1End mill, 4 flute, For small automatic lathe
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2SB0Ball nose, Short cut length, 2 fluteR±0.01 -0.02UWCMS30°øD1 øD1RRapapL1L115°øD4 øD4Type1Type2a2 flute ball nose end mill for general use.Unit : mmOrder NumberRadius ofBall NoseRDia.D1Length of Overall Shank No. ofCut Length Dia. Flutesap L1 D4 NStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>MS2SBR0010S04R0010S06R0015S04R0015S06R0020S04R0020S06R0025S04R0025S06R0030S04R0030S06R0035S04R0040S04R0040S06R0045S04R0050S04R0050S06R0060S04R0060S06R0070S04R0070S06R0075S04R0075S06R0080S04R0080S06R0090S04R0090S06R0100S04R0100S06R0125S04R0125S06R0150S06R0200S06R0250S06R0300S06R0400S08R0500S10R0600S120.10.10.150.150.20.20.250.250.30.30.350.40.40.450.50.50.60.60.70.70.750.750.80.80.90.9111.251.251.522.534560.20.20.30.30.40.40.50.50.60.60.70.80.80.9111.21.21.41.41.51.51.61.61.81.8222.52.53456810120.30.30.50.50.60.60.80.80.90.91.11.21.21.41.51.51.81.82.12.12.32.32.42.42.72.7333.83.84.567.5912151845504550455045504550454550454550455045504550455045505050505070708080901001104646464646446446464646464646466666810122222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa1111111111111111111111111111111112222The diameter tolerance is only applied to items produced after July 2006.B038a : Inventory maintained.CUTTING CONDITIONSB212
<strong>END</strong> <strong>MILLS</strong>MS2MB0Ball nose, Medium cut length, 2 fluteR±0.01 -0.0215°UWCMS30°øD1 øD1RRapapL1L1øD4 øD4Type1Type2a2 flute ball nose end mill for general use.Unit : mmOrder NumberRadius ofBall NoseRDia.D1Length of Overall Shank No. ofCut Length Dia. Flutesap L1 D4 NStockTypeMS2MB R0025R0030R0040R0050R0060R0070R0075R0080R0090R0100R0125R0150S03R0150R0175R0200S04R0200R0250R0300R0400R0500R06000.250.30.40.50.60.70.750.80.911.251.51.51.75222.534560.50.60.811.21.41.51.61.822.5333.544568101211.21.62.52.53445668888812121418224545454545454545455050707070707080809010011044444444444366466681012222222222222222222222aaaaaaaaaaaaaaaaaaaaa111111111112112112222MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong>CARBIDEThe diameter tolerance is only applied to items produced after July 2006.CUTTING CONDITIONSB212B039
B040a13.7°14.1°13.8°12.9°13.6°12.5°13.3°12.2°13.1°11.9°12.8°11.6°12.6°11°10.5°13.8°12.9°13.6°13.4°12.2°13.1°11.5°12.6°11°10.4°9.5°12.9°13.6°13.4°12.2°13.1°11.5°12.6°10.9°12.1°10.4°11.7°9.9°MS2XLB R0010N005R0010N005S06R0010N008S06R0010N010R0010N010S06R0010N013R0010N013S06R0010N015R0010N015S06R0010N018R0010N018S06R0010N020R0010N020S06R0010N025R0010N030R0015N008S06R0015N010R0015N010S06R0015N012S06R0015N015R0015N015S06R0015N020R0015N020S06R0015N025R0015N030R0015N040R0020N010R0020N010S06R0020N012S06R0020N015R0020N015S06R0020N020R0020N020S06R0020N025R0020N025S06R0020N030R0020N030S06R0020N0350.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.150.150.150.150.150.150.150.150.150.150.150.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.20.20.20.20.20.20.20.20.20.20.20.20.20.20.20.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.170.170.170.170.170.170.170.170.170.170.170.170.170.170.170.270.270.270.270.270.270.270.270.270.270.270.360.360.360.360.360.360.360.360.360.360.360.360.50.50.8111.251.251.51.51.751.75222.530.8111.21.51.5222.534111.21.51.5222.52.5333.550505050505050505050505050505050505050505050505050505050505050505050505050504664646464646446466464644446646464646422222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111110.70.71.11.31.31.51.51.81.82.12.12.32.32.83.41.11.31.31.51.81.82.32.32.83.44.41.31.31.51.81.82.32.32.92.93.43.43.90.80.81.11.31.31.61.61.91.92.22.22.42.433.51.11.31.31.51.91.92.42.433.54.61.41.41.61.91.92.42.4333.53.540.90.91.21.51.51.71.7222.32.32.62.63.23.81.21.41.41.7222.62.63.23.74.91.51.51.7222.62.63.23.23.83.84.30.90.91.31.61.61.91.92.22.22.52.52.82.83.44.11.31.61.61.82.22.22.82.83.445.31.61.61.82.22.22.82.83.43.44.14.14.730' 1° 2° 3°B2MS2XLB ±0.01 0 -0.02******************************R30°UWCMSL1apL3D5øD4øD1RRøD4L1apL3øD115°D5B2MSTAR <strong>END</strong> <strong>MILLS</strong>a : Inventory maintained.2 flute long neck ball nose end mill.MSTAR <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDETypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleInclined angleEffectivelengthEffective lengthfor inclined angleUnit : mmType1Type2Ball nose, Short cut length, 2 flute, Long neckExpand* Expand
B041B2139.5°9°8.7°8.3°8°12.2°13.1°11.5°12.6°10.9°12.1°10.3°11.7°9.8°11.3°9.4°10.9°9°10.5°8.6°10.2°8.3°9.9°7.9°9.6°7.4°9°6.9°8.6°6.1°7.7°12.8°11.5°12.6°10.9°12.1°10.3°11.7°9.8°11.2°9.3°10.9°8.9°10.5°8.5°10.2°7.9°9.5°MS2XLB R0020N040R0020N045R0020N050R0020N055R0020N060R0025N015R0025N015S06R0025N020R0025N020S06R0025N025R0025N025S06R0025N030R0025N030S06R0025N035R0025N035S06R0025N040R0025N040S06R0025N045R0025N045S06R0025N050R0025N050S06R0025N055R0025N055S06R0025N060R0025N060S06R0025N070R0025N070S06R0025N080R0025N080S06R0025N100R0025N100S06R0030N018S06R0030N020R0030N020S06R0030N025R0030N025S06R0030N030R0030N030S06R0030N035R0030N035S06R0030N040R0030N040S06R0030N045R0030N045S06R0030N050R0030N050S06R0030N060R0030N060S060.20.20.20.20.20.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.250.30.30.30.30.30.30.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.360.360.360.360.360.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.460.560.560.560.560.560.560.560.560.560.560.560.560.560.560.560.560.5644.555.561.51.5222.52.5333.53.5444.54.5555.55.566778810101.8222.52.5333.53.5444.54.55566505050505050505050505050505050505050505050505050505050505050505050505050505050505050505050505050444444646464646464646464646464664646464646464646222222222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N1111111111111111111111111111111111111111111111114.44.95.566.51.81.82.32.32.92.93.43.43.93.94.44.44.94.95.55.5666.56.57.57.58.68.610.610.62.12.32.32.92.93.43.43.93.94.44.44.94.95.55.56.56.54.65.15.66.26.71.91.92.42.4333.53.5444.64.65.15.15.65.66.26.26.76.77.87.88.98.911112.22.42.4333.53.5444.64.65.15.15.65.66.76.75.35.96.57.27.82.22.22.82.83.43.4444.74.75.35.35.95.96.56.57.17.17.87.89910.310.312.712.72.52.82.83.43.4444.74.75.35.35.95.96.56.57.87.84.95.56.16.67.2222.62.63.23.23.83.84.34.34.94.95.55.56.16.16.66.67.27.28.48.49.59.511.811.82.42.62.63.23.23.73.74.34.34.94.95.55.5667.27.230' 1° 2° 3°B2****************************************CUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDETypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank Angle* Expand Unit : mm
B0427.3°6.8°8.5°6.3°6°7.7°5.6°5.3°11.4°12.6°12.2°10.2°11.6°9.2°10.8°8.4°7.7°9.5°7.1°6.6°8.4°5.8°7.6°5.2°9.9°11.5°8.9°10.6°8.1°9.9°7.4°9.3°6.8°6.3°8.2°5.9°5.5°7.4°MS2XLB R0030N070R0030N080R0030N080S06R0030N090R0030N100R0030N100S06R0030N110R0030N120R0040N020R0040N020S06R0040N024S06R0040N030R0040N030S06R0040N040R0040N040S06R0040N050R0040N060R0040N060S06R0040N070R0040N080R0040N080S06R0040N100R0040N100S06R0040N120R0050N030R0050N030S06R0050N040R0050N040S06R0050N050R0050N050S06R0050N060R0050N060S06R0050N070R0050N080R0050N080S06R0050N090R0050N100R0050N100S060.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.8111111111111110.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.8111111111111110.560.560.560.560.560.560.560.560.760.760.760.760.760.760.760.760.760.760.760.760.760.760.760.760.940.940.940.940.940.940.940.940.940.940.940.940.940.94788910101112222.43344566788101012334455667889101050505050505050505050505050505050505050505050505050505050505050505050505050504464464446646464464464644646464644644622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111117.58.68.69.610.610.611.712.72.32.32.83.43.44.44.45.56.56.57.58.68.610.610.612.73.53.54.64.65.65.66.76.77.78.78.79.810.810.87.88.88.89.9111112.113.12.42.42.93.53.54.64.65.66.76.77.88.88.8111113.13.73.74.74.75.85.86.96.97.99910.111.211.28.39.59.510.611.811.812.914.12.62.633.73.74.94.967.27.28.39.59.511.811.814.13.93.95.15.16.26.27.47.48.59.79.710.81212910.210.211.512.712.71415.22.82.83.3445.25.26.57.77.7910.210.212.712.715.24.24.25.45.46.76.77.97.99.210.410.411.712.912.930' 1° 2° 3°B2aMS2XLB ±0.01 0 -0.02**************************R30°UWCMSL1apL3D5øD4øD1RRøD4L1apL3øD115°D5B2TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleMSTAR <strong>END</strong> <strong>MILLS</strong>a : Inventory maintained.Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDE2 flute long neck ball nose end mill.MSTAR <strong>END</strong> <strong>MILLS</strong>Inclined angleEffectivelengthEffective lengthfor inclined angleUnit : mmType1Type2Expand* ExpandBall nose, Short cut length, 2 flute, Long neck
B043B2134.9°6.7°4.4°4°5.7°3.7°3.4°4.9°10.9°7.2°9.2°6.1°8.1°5.3°7.3°4.7°6.6°4.2°3.8°5.6°3.5°2.8°5.9°4.5°3.6°10.1°6.9°9°8.2°5.8°8°5°7.1°4.4°6.4°3.9°5.8°3.5°5.4°3.2°3°4.6°2.8°2.1°5.7°4.3°3.4°2.9°MS2XLB R0050N120R0050N120S06R0050N140R0050N160R0050N160S06R0050N180R0050N200R0050N200S06R0060N036S06R0060N060R0060N060S06R0060N080R0060N080S06R0060N100R0060N100S06R0060N120R0060N120S06R0060N140R0060N160R0060N160S06R0060N180R0060N240R0070N080R0070N120R0070N160R0075N045S06R0075N060R0075N060S06R0075N075S06R0075N080R0075N080S06R0075N100R0075N100S06R0075N120R0075N120S06R0075N140R0075N140S06R0075N160R0075N160S06R0075N180R0075N200R0075N200S06R0075N220R0075N300R0080N080R0080N120R0080N160R0080N2000.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.60.60.60.70.70.70.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.80.80.80.8111111111.21.21.21.21.21.21.21.21.21.21.21.21.21.21.41.41.41.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.61.61.61.6111111111.21.21.21.21.21.21.21.21.21.21.21.21.21.21.41.41.41.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.51.61.61.61.60.940.940.940.940.940.940.940.941.141.141.141.141.141.141.141.141.141.141.141.141.141.141.341.341.341.441.441.441.441.441.441.441.441.441.441.441.441.441.441.441.441.441.441.441.541.541.541.5412121416161820203.66688101012121416161824812164.5667.588101012121414161618202022308121620505550556055556050505050505050505550556055655050555050505050505050505550555560555560607050505555464464466464646464464444464664646464646446444444222222222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N11111111111111111111111111111111111111111111111112.912.914.9171719.121.121.14.26.76.78.78.710.810.812.912.914.9171719.125.38.712.9175.16.66.68.28.78.710.810.812.912.914.914.9171719.121.121.123.231.58.712.91721.113.313.315.417.617.619.721.921.94.36.96.99911.111.113.313.315.417.617.619.726.1913.317.65.36.96.98.59911.111.113.313.315.415.417.617.619.721.821.82432.5913.317.621.815.415.417.920.420.422.825.325.34.97.97.910.410.412.912.915.415.417.820.320.322.810.415.320.367.97.99.710.310.312.812.815.315.317.817.820.320.322.825.310.315.320.314.314.316.618.918.921.223.523.54.67.37.39.69.611.911.914.214.216.518.818.821.1289.614.218.85.67.37.399.69.611.911.914.214.216.516.518.818.821.123.423.425.734.99.614.218.823.430' 1° 2° 3°B2**************************CUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDETypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleNointerferenceNointerferenceNointerferenceNointerferenceNointerference* Expand Unit : mm
B0445.4°4°3.2°2.7°7.8°10.2°6.1°8.7°5.1°7.6°4.3°6.7°3.8°6°3.4°5.5°3°5°2.7°4.6°2.5°4.3°2.3°2.1°3.6°1.8°3.1°1.5°2.8°8.4°7.5°6.3°5.5°4.6°3.9°3.3°2.8°2.5°MS2XLB R0090N080R0090N120R0090N160R0090N200R0100N040R0100N040S06R0100N060R0100N060S06R0100N080R0100N080S06R0100N100R0100N100S06R0100N120R0100N120S06R0100N140R0100N140S06R0100N160R0100N160S06R0100N180R0100N180S06R0100N200R0100N200S06R0100N220R0100N250R0100N250S06R0100N300R0100N300S06R0100N350R0100N350S06R0125N060S06R0125N075S06R0125N100S06R0125N125S06R0125N160S06R0125N200S06R0125N250S06R0125N300S06R0125N350S060.90.90.90.911111111111111111111111111.251.251.251.251.251.251.251.251.251.81.81.81.822222222222222222222222222.52.52.52.52.52.52.52.52.51.81.81.81.822222222222222222222222222.52.52.52.52.52.52.52.52.51.741.741.741.741.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.92.42.42.42.42.42.42.42.42.481216204466881010121214141616181820202225253030353567.51012.5162025303550505555505050505050505050555055556055606060606565707070805050505060606570804444464646464646464646446464666666666622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111118.712.81721.14.64.66.76.78.88.810.910.912.912.9151517.117.119.119.121.221.223.326.426.431.531.536.736.76.78.310.813.41721.226.431.536.7913.317.521.84.84.86.96.99.19.111.211.213.313.315.515.517.617.619.819.821.921.92427.227.232.632.637.937.96.98.511.213.917.621.927.232.637.99.614.218.823.45.15.17.47.49.79.712.012.014.314.316.616.618.918.921.221.223.523.525.829.329.235.040.77.39.111.914.818.823.429.234.940.710.315.320.35.45.47.97.910.410.412.912.915.415.417.817.820.322.825.331.537.77.89.712.815.920.325.231.530' 1° 2° 3°B2aMS2XLB ±0.01 0 -0.02**********************R30°UWCMSL1apL3D5øD4øD1RRøD4L1apL3øD115°D5B2TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleMSTAR <strong>END</strong> <strong>MILLS</strong>a : Inventory maintained.Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDE2 flute long neck ball nose end mill.MSTAR <strong>END</strong> <strong>MILLS</strong>Inclined angleEffectivelengthEffective lengthfor inclined angleUnit : mmType1Type2ExpandNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference* ExpandBall nose, Short cut length, 2 flute, Long neck
B045B2136.8°5.9°5.2°4.6°4.2°3.5°2.9°2.5°2.2°2°4.7°4°3.5°3.2°2.6°2.1°1.8°1.6°1.4°1.3°1.1°1.5°1.2°1°0.9°MS2XLB R0150N080R0150N100R0150N120R0150N140R0150N160R0150N200R0150N250R0150N300R0150N350R0150N400R0200N100R0200N120R0200N140R0200N160R0200N200R0200N250R0200N300R0200N350R0200N400R0200N450R0200N500R0250N200R0250N250R0250N300R0250N350R0300N300R0300N5001.51.51.51.51.51.51.51.51.51.5222222222222.52.52.52.5333333333333444444444445555663333333333444444444445555662.92.92.92.92.92.92.92.92.92.93.93.93.93.93.93.93.93.93.93.93.94.94.94.94.95.855.858101214162025303540101214162025303540455020253035305060606060607070708090707070707070708090901007070808080120666666666666666666666666666222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N1111111111111111111111111228.810.812.9151721.226.331.536.741.810.812.9151721.226.331.536.741.84752.221.126.331.536.6911.213.315.417.621.927.232.637.943.311.113.315.417.521.827.232.537.943.248.653.921.827.110.312.715.217.720.225.212.615.117.620.19.611.914.216.518.823.429.134.940.611.814.116.418.723.329.130' 1° 2° 3°B2***CUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDETypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference* Expand Unit : mmThe diameter tolerance is only applied to items produced after July 2006.
B047B214111111111111111111111111111111111111111111111111MS2XBR0025T0130L050R0025T0200L030R0025T0200L050R0030T0030L050R0030T0030L080R0030T0100L050R0030T0100L080R0030T0100L100R0030T0100L120R0030T0100L150R0030T0130L050R0030T0130L080R0030T0200L060R0030T0200L080R0040T0030L080R0040T0030L120R0040T0100L080R0040T0100L120R0040T0130L080R0040T0130L120R0040T0200L080R0040T0300L120R0050T0030L100R0050T0030L150R0050T0030L200R0050T0030L250R0050T0030L300R0050T0100L100R0050T0100L150R0050T0100L200R0050T0100L250R0050T0100L300R0050T0100L350R0050T0130L100R0050T0130L150R0050T0130L200R0050T0200L150R0050T0200L200R0050T0300L200R0050T0300L400R0050T0500L200R0060T0030L120R0060T0030L240R0060T0100L120R0060T0100L240R0060T0130L120R0060T0130L240R0060T0200L1200.250.250.250.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.50.50.50.60.60.60.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.811111111111111111111.21.21.21.21.21.21.21° 30'2°2°30'30'1°1°1°1°1°1° 30'1° 30'2°2°30'30'1°1°1° 30'1° 30'2°3°30'30'30'30'30'1°1°1°1°1°1°1° 30'1° 30'1° 30'2°2°3°3°5°30'30'1°1°1° 30'1° 30'2°0.50.50.50.60.60.60.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.811111111111111111111.21.21.21.21.21.21.25355858101215586881281281281210152025301015202530351015201520204020122412241224121.51.51.51.61.61.61.61.61.61.61.61.61.61.61.81.81.81.81.81.81.81.82.52.52.52.52.52.52.52.52.52.52.52.52.52.52.52.52.52.52.52.72.72.72.72.72.72.77.0°7.9°7.1°6.8°5.7°6.8°5.8°5.2°4.8°4.2°6.9°5.9°6.6°6.0°5.5°4.5°5.6°4.6°5.8°4.8°5.9°5.2°6.1°5.1°4.4°3.8°3.4°6.2°5.2°4.5°3.9°3.5°3.2°6.3°5.3°4.6°5.4°4.7°5.0°3.4°5.7°5.6°3.8°5.7°3.9°5.8°4.1°5.9°505050505050505050505050505050605060506060606060707070606070707080606070607070807060706070607060444444444444444444444466666666666666666666666666222222222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa5.38.38.312.310.415.420.425.430.412.424.45.68.75.48.410.412.415.48.713.08.412.410.916.221.526.832.010.515.520.525.530.535.513.125.712.524.55.83.55.56.29.86.09.411.613.917.25.89.06.68.69.814.59.413.99.013.28.612.218.224.130.035.911.817.423.028.634.239.811.316.621.915.820.814.628.814.027.513.426.212.86.64.06.37.111.16.810.713.215.819.66.610.27.49.711.116.510.715.810.215.09.712.813.920.727.434.241.013.419.826.232.639.045.412.818.924.918.023.721.241.216.632.815.931.315.229.814.60.650.570.710.620.680.680.790.860.931.030.740.900.871.010.870.940.981.121.091.301.201.831.081.161.251.341.421.211.381.561.731.912.081.341.601.861.822.172.784.884.011.311.521.471.891.632.261.79D3 30' 1° 2° 3°B1L2D1 ap L3 L1 ND4B2RStockTypeOrder NumberTaper AngleOne SideRadius ofBall NoseDia.Cutting Edge toShank AngleNo. ofFlutesEffective lengthfor inclined angleLength ofCutNeckLengthOverallLengthShankDia.Unit : mmLength ofStraight NeckNeckDia.CUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDE
B04811111111111111111111111111111111111111MS2XB R0060T0200L240R0075T0030L100R0075T0030L150R0075T0030L300R0075T0100L100R0075T0100L150R0075T0100L200R0075T0100L300R0075T0130L100R0075T0130L150R0075T0130L300R0075T0200L100R0075T0200L150R0075T0200L300R0100T0030L200R0100T0030L300R0100T0030L400R0100T0100L200R0100T0100L250R0100T0100L300R0100T0100L350R0100T0100L400R0100T0100L500R0100T0130L200R0100T0130L300R0100T0130L400R0100T0200L300R0100T0200L400R0100T0300L300R0100T0300L400R0100T0500L200R0100T0500L380R0150T0030L300R0150T0030L400R0150T0030L500R0150T0100L300R0150T0100L400R0150T0100L5000.60.750.750.750.750.750.750.750.750.750.750.750.750.751111111111111111111.51.51.51.51.51.51.21.51.51.51.51.51.51.51.51.51.51.51.51.52222222222222222223333332°30'30'30'1°1°1°1°1° 30'1° 30'1° 30'2°2°2°30'30'30'1°1°1°1°1°1°1° 30'1° 30'1° 30'2°2°3°3°5°5°30'30'30'1°1°1°1.21.51.51.51.51.51.51.51.51.51.51.51.51.522222222222222222233333324101530101520301015301015302030402025303540502030403040304020383040503040502.733333333333334444444444444444446666664.2°5.9°4.9°3.2°6.0°5.0°4.2°3.3°6.1°5.1°3.4°6.2°5.2°3.5°3.9°2.9°2.4°4.0°3.4°3.0°2.7°2.5°2.1°4.1°3.1°2.6°3.3°2.7°3.5°2.9°5.1°4.6°2.4°1.9°1.6°2.5°2.0°1.7°70606070606070706060706060706070806060708080906070807080708060807080907080906666666666666666666666666666666866666622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa10.415.430.420.730.740.730.740.750.710.916.232.010.515.520.530.521.732.342.820.825.830.835.840.850.832.342.953.431.041.051.024.812.218.135.911.817.423.034.211.316.632.510.915.930.924.336.248.023.328.934.540.145.857.022.332.943.531.341.336.234.745.928.313.820.640.913.319.726.139.012.818.937.012.318.035.127.626.432.939.325.337.435.531.82.631.571.651.921.691.862.042.391.812.072.861.932.283.332.182.362.532.462.642.812.993.163.512.743.273.793.724.424.635.684.707.853.323.503.673.744.094.44D3 30' 1° 2° 3°B1L2D1 ap L3 L1 ND4B2RMS2XBae 0.01 0 -0.02R30°UWCMSøD4L1apøD1L3L2RB1B210°D3StockTypeOrder NumberTaper AngleOne SideRadius ofBall NoseDia.Cutting Edge toShank AngleNo. ofFlutesEffective lengthfor inclined angleLength ofCutNeckLengthOverallLengthShankDia.Unit : mmNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceType1Inclined angleEffectivelengthEffective lengthfor inclined angleMSTAR <strong>END</strong> <strong>MILLS</strong>Length ofStraight NeckNeckDia.MSTAR <strong>END</strong> <strong>MILLS</strong>a : Inventory maintained.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDE2 flute taper neck ball nose end mill.Ball nose, 2 flute, Taper neck
Unit : mmOrder NumberMS2XBR0150T0130L300R0150T0130L400R0150T0130L500R0150T0200L300R0150T0200L480R0150T0300L300R0150T0300L500R0200T0030L600R0200T0100L600Radius ofBall NoseR1.51.51.51.51.51.51.522Dia. Taper Angle Length of Neck Length of Cutting Edge to Neck Overall Shank No. ofEffective lengthOne Side Cut Length Straight Neck Shank Angle Dia. Length Dia. Flutes for inclined angleD1 B1 ap L3 L2 B2 D3 L1 D4 N 30' 1° 2° 3°3 1° 30' 3 30 6 2.6° 4.16 70 6 2 a 1 33.13 1° 30' 3 40 6 2.1° 4.69 80 6 2 a 1 43.83 1° 30' 3 50 6 1.7° 5.21 90 6 2 a 1 Nointerference3 2° 3 30 6 2.7° 4.58 70 6 2 a 1 31.63 2° 3 48 6 1.9° 5.84 90 6 2 a 1 Nointerference3 3° 3 30 6 2.9° 5.42 70 6 2 a 1 3 3° 3 50 6 2.9° 7.52 90 8 2 a 1 4 30' 4 60 7 1.0° 4.83 110 6 2 a 1 60.8No64.0 interference4 1° 4 60 7 1.0° 5.76 110 6 2 a 1 61.1StockTypeNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB214B049
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MRBExpandCorner radius end mill, Medium cut length, 2 flute0 -0.02<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>B050*D0800R020 816 60 8 0.2 2 a 2* Expand Type1RapL1Type2UWCR apMS 30°L1D1
Unit : mmOrder NumberDia. Length of Overall Shank Corner R No. ofCut Length Dia.FlutesD1 ap L1 D4 R NStockType***********************MS2MRBD0800R030D0800R050D0800R100D0800R150D0800R200D0800R250D0800R300D1000R020D1000R030D1000R050D1000R100D1000R150D1000R200D1000R250D1000R300D1200R020D1200R030D1200R050D1200R100D1200R150D1200R200D1200R250D1200R3008888888101010101010101012121212121212121616161616161620202020202020202424242424242424* Expand CUTTING CONDITIONS60606060606060707070707070707075757575757575758888888101010101010101012121212121212120.30.511.522.530.20.30.511.522.530.20.30.511.522.53The diameter tolerance is only applied to items produced after July 2006.22222222222222222222222aaaaaaaaaaaaaaaaaaaaaaa22222222222222222222222MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB051B200
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2XLRBCorner radius end mill, Short cut length, 2 flute, Long neck0 -0.02Effective lengthfor inclined angleøD1RapL3D5L115°B2øD4Type1MSUWC30°D1
B053B216MS4MRBaMS4MRBD0300R010D0300R020D0300R030D0300R050D0300R100D0400R010D0400R020D0400R030D0400R050D0400R100D0500R010D0500R020D0500R030D0500R050D0500R100D0600R010D0600R020D0600R030D0600R050D0600R100D0600R150D0600R200D0800R020D0800R030D0800R050D0800R100D0800R150D0800R200D0800R250D0800R300D1000R020D1000R030D1000R050D1000R100D1000R150D1000R200D1000R250D1000R300333334444455555666666688888888101010101010101088888111111111113131313131313131313131319191919191919192222222222222222454545454545454545455050505050505050505050506060606060606060707070707070707066666666666666666666668888888810101010101010100.10.20.30.510.10.20.30.510.10.20.30.510.10.20.30.511.520.20.30.511.522.530.20.30.511.522.5344444444444444444444444444444444444444aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 ap D4L1 R N11111111111111122222222222222222222222D1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4MRBCorner radius end mill, Medium cut length, 4 fluteD1
B055B217MSMHDRBaMSMHDRB D0200R020D0200R030D0300R020D0300R030D0300R050D0400R020D0400R030D0400R050D0500R020D0500R030D0500R050D0500R100D0600R030D0600R050D0600R100D0800R030D0800R050D0800R100D0800R150D1000R030D1000R050D1000R100D1000R150D1000R200D1200R050S10D1200R100S10D1200R150S10D1200R200S10D1200R300S10D1200R050D1200R100D1200R150D1200R200D1200R300D1600R100D1600R150D1600R200D1600R3002233344455556668888101010101012121212121212121212161616164488811111113131313131313191919192222222222262626262626262626263535353545454545454545455050505050505060606060707070707075757575757575757575909090904466666666666668888101010101010101010101212121212161616160.20.30.20.30.50.20.30.50.20.30.510.30.510.30.511.50.30.511.520.511.5230.511.52311.52344444444444444444444444444444444444444aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 ap D4L1 R N111111111111222222222222333332222222220 -0.020 -0.03D1
MSTAR <strong>END</strong> <strong>MILLS</strong>MSMHDRBCorner radius end mill, High power, Medium cut length, 4 fluteD1
B057B218MS2MTaMS2MTD0020T0030D0020T0100D0020T0130D0020T0200D0020T0300D0020T0400D0020T0500D0020T0700D0020T1000D0030T0030D0030T0100D0030T0130D0030T0200D0030T0300D0030T0400D0030T0500D0030T0700D0030T1000D0040T0030D0040T0100D0040T0130D0040T0200D0040T0300D0040T0400D0040T0500D0040T0700D0040T1000D0050T0030D0050T0100D0050T0130D0050T0200D0050T0300D0050T0400D0050T0500D0050T0700D0050T1000D0060T0030D0060T01000.20.20.20.20.20.20.20.20.20.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.60.60.210.230.240.260.280.310.340.40.480.320.340.360.380.430.470.510.590.720.430.460.480.510.570.620.680.790.960.530.570.60.640.710.780.850.991.210.630.670.80.80.80.80.80.80.80.80.81.21.21.21.21.21.21.21.21.21.61.61.61.61.61.61.61.61.62222222222245454545454545454545454545454545454545454545454545454545454545454545454545454444444444444444444444444444444444444422222222222222222222222222222222222222ssssssssssssssssssssssssssssssssssssss30'1°1° 30'2°3°4°5°7°10°30'1°1° 30'2°3°4°5°7°10°30'1°1° 30'2°3°4°5°7°10°30'1°1° 30'2°3°4°5°7°10°30'1°D1 B7 D2 ap L1 D4 N11111111211111111211111111211111111211D1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MTTaper end mill, 2 flute, Medium cut lengthD1
B059B218MS2MTD0100T0130D0100T0200D0100T0230D0100T0300D0100T0400D0100T0500D0100T0700D0100T1000D0150T0030D0150T0100D0150T0130D0150T0200D0150T0230D0150T0300D0150T0400D0150T0500D0150T0700D0150T1000D0200T0030D0200T0100D0200T0130D0200T0200D0200T0230D0200T0300D0200T0400D0200T0500D0200T0700D0200T1000D0250T0030D0250T0100D0250T0130D0250T0200D0250T0230D0250T0300D0250T0400D0250T0500D0250T0700D0250T1000D0300T0030D0300T0100D0300T0130D0300T0200D0300T0300D0300T0400D0300T0500D0300T0700D0300T1000D0400T0030111111111.51.51.51.51.51.51.51.51.51.522222222222.52.52.52.52.52.52.52.52.52.533333333341.211.281.351.421.561.71.982.411.591.671.761.851.942.022.22.372.733.262.12.212.312.422.522.632.843.053.474.122.642.782.923.063.23.343.623.94.465.323.173.353.523.74.054.44.755.466.534.264444444455555555556666666666888888888810101010101010101015454545454545454545454545454545454545454545454545454545504545454545454545505050505050505050505050444444444444444444444444444644444444466666666666222222222222222222222222222222222222222222222222ssssssssssssssssssssssssssssssssssssssssssssssss1° 30'2°2° 30'3°4°5°7°10°30'1°1° 30'2°2° 30'3°4°5°7°10°30'1°1° 30'2°2° 30'3°4°5°7°10°30'1°1° 30'2°2° 30'3°4°5°7°10°30'1°1° 30'2°3°4°5°7°10°30'D1 B7 D2 ap L1 D4 N111111121111111112111111112211111122321111111231Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDESmallMill Dia.Order NumberNo. ofFlutesLength ofCutShankDia.OverallLengthLargeMill Dia.TypeStockTaper AngleOne Side
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MTTaper end mill, 2 flute, Medium cut lengthD1
MS4LTTaper end mill, Long cut length, 4 fluteD1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTTaper end mill, Long cut length, 4 fluteD1
B063B219MS4LTD0100T0130L12D0100T0130L16D0100T0200L06D0100T0200L08D0100T0200L10D0100T0200L12D0100T0200L16D0120T0015L06D0120T0015L10D0120T0015L12D0120T0015L16D0120T0030L06D0120T0030L10D0120T0030L12D0120T0030L16D0120T0100L06D0120T0100L10D0120T0100L12D0120T0100L16D0120T0100L20D0120T0130L06D0120T0130L10D0120T0130L12D0120T0130L16D0120T0130L20D0120T0200L06D0120T0200L10D0120T0200L12D0120T0200L16D0120T0200L20D0130T0030L12D0130T0100L12D0130T0130L12D0130T0200L12D0140T0030L12D0140T0100L12D0140T0130L12D0140T0200L12D0150T0015L06D0150T0015L08D0150T0015L10D0150T0015L12D0150T0015L16D0150T0015L20D0150T0030L06D0150T0030L08D0150T0030L10D0150T0030L1211111111.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.21.31.31.31.31.41.41.41.41.51.51.51.51.51.51.51.51.51.51.631.841.421.561.71.842.121.251.291.31.341.31.371.411.481.411.551.621.761.91.511.721.832.042.251.621.92.042.322.61.511.721.932.141.611.822.032.241.551.571.591.61.641.671.61.641.671.711216681012166101216610121661012162061012162061012162012121212121212126810121620681012505545454550554545505545455055454550555545455055554545505555505050505050505045454550555545454550444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssssssssssssss1° 30'1° 30'2°2°2°2°2°15'15'15'15'30'30'30'30'1°1°1°1°1°1° 30'1° 30'1° 30'1° 30'1° 30'2°2°2°2°2°30'1°1° 30'2°30'1°1° 30'2°15'15'15'15'15'15'30'30'30'30'D1 B7 D2 ap L1 D4 N111111111111111111111111111111111111111111111111Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDESmallMill Dia.Order NumberNo. ofFlutesLength ofCutShankDia.OverallLengthLargeMill Dia.TypeStockTaper AngleOne Side
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTTaper end mill, Long cut length, 4 fluteD1
B065B219MS4LTD0160T0200L20D0180T0015L08D0180T0015L16D0180T0015L24D0180T0030L08D0180T0030L16D0180T0030L24D0180T0100L08D0180T0100L16D0180T0100L24D0180T0130L08D0180T0130L16D0180T0130L24D0180T0200L08D0180T0200L16D0180T0200L24D0200T0015L08D0200T0015L10D0200T0015L12D0200T0015L16D0200T0015L20D0200T0015L25D0200T0030L08D0200T0030L10D0200T0030L12D0200T0030L16D0200T0030L20D0200T0030L25D0200T0030L30D0200T0100L08D0200T0100L10D0200T0100L12D0200T0100L16D0200T0100L20D0200T0100L25D0200T0100L30D0200T0130L08D0200T0130L10D0200T0130L12D0200T0130L16D0200T0130L20D0200T0130L25D0200T0130L30D0200T0200L08D0200T0200L10D0200T0200L12D0200T0200L16D0200T0200L201.61.81.81.81.81.81.81.81.81.81.81.81.81.81.81.82222222222222222222222222222222231.871.942.011.942.082.222.082.362.642.222.643.062.362.923.482.072.092.12.142.172.222.142.172.212.282.352.442.522.282.352.422.562.72.873.052.422.522.632.843.053.313.572.562.72.843.123.420816248162481624816248162481012162025810121620253081012162025308101216202530810121620554555604555604555604555604555604545505555604545505555606545455055556065454550555560654545505555444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssssssssssssss2°15'15'15'30'30'30'1°1°1°1° 30'1° 30'1° 30'2°2°2°15'15'15'15'15'15'30'30'30'30'30'30'30'1°1°1°1°1°1°1°1° 30'1° 30'1° 30'1° 30'1° 30'1° 30'1° 30'2°2°2°2°2°D1 B7 D2 ap L1 D4 N111111111111111111111111111111111111111111111111Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDESmallMill Dia.Order NumberNo. ofFlutesLength ofCutShankDia.OverallLengthLargeMill Dia.TypeStockTaper AngleOne Side
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTTaper end mill, Long cut length, 4 fluteD1
MS4LTBBall nose, 4 flute, Taper, For rib millingRe0.03 e5'RB7apD2L115°øD4Type1UWCMS20°a4 flute taper ball nose end mill for rib milling.Unit : mmOrder NumberRadius ofBall NoseRTaper Angle Large Mill Length of Overall Shank No. ofOne Side Dia. Cut Length Dia. FlutesB7 D2 ap L1 D4 NStockTypeMS4LTB R0030T0030L04R0030T0030L06R0030T0100L04R0030T0100L06R0030T0130L04R0030T0130L06R0030T0200L04R0030T0200L06R0040T0030L06R0040T0030L08R0040T0030L10R0040T0100L06R0040T0100L08R0040T0100L10R0040T0130L06R0040T0130L08R0040T0130L10R0040T0200L06R0040T0200L08R0040T0200L10R0050T0030L08R0050T0030L10R0050T0030L12R0050T0030L16R0050T0100L08R0050T0100L10R0050T0100L12R0050T0100L16R0050T0130L08R0050T0130L10R0050T0130L12R0050T0130L16R0050T0200L08R0050T0200L10R0050T0200L12R0050T0200L16R0060T0030L08R0060T0030L100.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.630'30'1°1°1° 30'1° 30'2°2°30'30'30'1°1°1°1° 30'1° 30'1° 30'2°2°2°30'30'30'30'1°1°1°1°1° 30'1° 30'1° 30'1° 30'2°2°2°2°30'30'0.660.700.730.800.790.900.861.000.900.930.971.001.071.141.091.201.301.191.331.471.131.171.201.271.261.331.401.541.391.501.601.811.521.661.802.081.331.36464646466810681068106810810121681012168101216810121681045454545454545455050505050505050505050505050505550505055505050555050505550504444444444444444444444444444444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssss11111111111111111111111111111111111111MSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB220B067
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTBBall nose, 4 flute, Taper, For rib millingRe0.03 e5'RB7apD2L115°øD4Type1UWCMS20°a4 flute taper ball nose end mill for rib milling.Unit : mmOrder NumberRadius ofBall NoseRTaper Angle Large Mill Length of Overall Shank No. ofOne Side Dia. Cut Length Dia. FlutesB7 D2 ap L1 D4 NStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTB R0060T0030L12R0060T0030L16R0060T0100L08R0060T0100L10R0060T0100L12R0060T0100L16R0060T0130L08R0060T0130L10R0060T0130L12R0060T0130L16R0060T0200L08R0060T0200L10R0060T0200L12R0060T0200L16R0075T0030L08R0075T0030L10R0075T0030L12R0075T0030L16R0075T0030L20R0075T0100L08R0075T0100L10R0075T0100L12R0075T0100L16R0075T0100L20R0075T0130L08R0075T0130L10R0075T0130L12R0075T0130L16R0075T0130L20R0075T0200L08R0075T0200L10R0075T0200L12R0075T0200L16R0075T0200L20R0090T0030L08R0090T0030L10R0090T0030L12R0090T0030L160.60.60.60.60.60.60.60.60.60.60.60.60.60.60.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.750.90.90.90.930'30'1°1°1°1°1° 30'1° 30'1° 30'1° 30'2°2°2°2°30'30'30'30'30'1°1°1°1°1°1° 30'1° 30'1° 30'1° 30'1° 30'2°2°2°2°2°30'30'30'30'1.401.471.461.531.601.741.591.691.802.011.721.862.002.281.631.661.701.771.841.751.821.892.032.171.881.982.092.302.512.012.152.292.572.841.921.961.992.061216810121681012168101216810121620810121620810121620810121620810121650555050505550505055505050555050505560505050556050505055605050505560505050554444444444444444444444444444444444444444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssss11111111111111111111111111111111111111B068s : Inventory maintained in Japan.
B069B220RMS4LTBR0090T0030L20R0090T0100L08R0090T0100L10R0090T0100L12R0090T0100L16R0090T0100L20R0090T0130L08R0090T0130L10R0090T0130L12R0090T0130L16R0090T0130L20R0090T0200L08R0090T0200L10R0090T0200L12R0090T0200L16R0090T0200L20R0100T0030L10R0100T0030L12R0100T0030L16R0100T0030L20R0100T0030L25R0100T0030L30R0100T0100L10R0100T0100L12R0100T0100L16R0100T0100L20R0100T0100L25R0100T0100L30R0100T0130L10R0100T0130L12R0100T0130L16R0100T0130L20R0100T0130L25R0100T0130L30R0100T0200L10R0100T0200L12R0100T0200L16R0100T0200L20R0100T0200L25R0100T0200L300.90.90.90.90.90.90.90.90.90.90.90.90.90.90.90.91111111111111111111111112.132.052.122.192.332.472.172.282.382.592.802.302.442.582.863.132.162.192.262.332.422.512.312.382.522.662.843.012.472.582.793.003.263.522.632.773.053.333.684.03208101216208101216208101216201012162025301012162025301012162025301012162025306050505055605050505560505050556050505560656550505560656550505560656550505560656544444444444444444444444444444444664444664444444444444444444444444444444444444444ssssssssssssssssssssssssssssssssssssssss30'1°1°1°1°1°1° 30'1° 30'1° 30'1° 30'1° 30'2°2°2°2°2°30'30'30'30'30'30'1°1°1°1°1°1°1° 30'1° 30'1° 30'1° 30'1° 30'1° 30'2°2°2°2°2°2°B7 D2 ap L1 D4 N1111111111111111111111111111111111111111Unit : mmCUTTING CONDITIONSMSTAR <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERadius ofBall NoseOrder NumberNo. ofFlutesLength ofCutShankDia.OverallLengthLarge MillDia.StockTypeTaper AngleOne Side
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MTBBall nose taper, Long cut length, 2 fluteRe0.01 e5'RB7apD215°øD4Type1L1UWCMS30°RB7apD2øD4Type2a2 flute taper ball nose end mill.L1Unit : mmOrder NumberRadius ofBall NoseRTaper Angle Large Mill Length of Overall Shank No. ofOne Side Dia. Cut Length Dia. FlutesB7 D2 ap L1 D4 NStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMSTAR <strong>END</strong> <strong>MILLS</strong>MS2MTBR0020T0300R0020T0500R0020T0700R0020T1000R0030T0300R0030T0500R0030T0700R0030T1000R0050T0030R0050T0100R0050T0130R0050T0200R0050T0300R0050T0500R0050T0700R0075T0030R0075T0100R0075T0130R0075T0200R0075T0300R0075T0700R0100T0030R0100T0100R0100T0130R0100T0200R0100T0300R0100T0400R0100T0500R0100T0700R0125T0030R0125T0100R0125T0130R0125T0200R0125T0300R0125T0400R0125T0500R0125T0700R0150T07000.20.20.20.20.30.30.30.30.50.50.50.50.50.50.50.750.750.750.750.750.75111111111.251.251.251.251.251.251.251.251.53°5°7°10°3°5°7°10°30'1°1° 30'2°3°5°7°30'1°1° 30'2°3°7°30'1°1° 30'2°3°4°5°7°30'1°1° 30'2°3°4°5°7°7°0.690.891.091.390.881.071.271.561.041.091.131.181.261.442.361.591.681.781.872.052.82.122.242.372.492.742.983.233.732.652.812.963.113.423.734.045.775.72333333333333336666666888888881010101010101014.512.540404040404040404040404040404540404040404045454545454545504545454545505060604444444444444444444444444444644444666622222222222222222222222222222222222222ssssssssssssssssssssssssssssssssssssss11111111111111111111111111111111111122B070a : Inventory maintained.s : Inventory maintained in Japan.CUTTING CONDITIONSB212
MS2MC aaa EEnd mill, Medium cut length, 2 flute, Centre cuttingD1< 33
MSTAR <strong>END</strong> <strong>MILLS</strong>MS3MC aaa EEnd mill, Medium cut length, 3 flute, Centre cuttingD1< 33
MS4MC aaa EEnd mill, Medium cut length, 4 flute, Centre cuttingD1< 33
MSTAR <strong>END</strong> <strong>MILLS</strong>MS4JC aaa EEnd mill, Semi long cut length, 4 flute, Centre cuttingD1< 33
MS2SB aaa EBall nose, Short cut length, 2 flute, Short shankRe 0.015D1
MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MB aaa EBall nose, Medium cut length, 2 flute, Long shankRe 0.015D1
MS4MRB aaa EEnd mill, Medium cut length, 4 flute, Corner radiusD1 =66
MSTAR <strong>END</strong> <strong>MILLS</strong>MS6MH aaa E/MS8MH aaa EEnd mill, Medium cut length, 6/8 flutes, Centre cuttingD1 =66
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF2SSBBall nose, Short cut length, 2 flute, For hardened materialsRe0.005 0 -0.01øD1RapL3D5L115°øD4Type1UWCVF30°a2 flute ball nose end mill with Impact Miraclecoating for high hardened materials.øD1RapL3D5L1øD4Type2Unit : mmOrder NumberRadius of Dia. Length of Neck Neck Overall Shank No. ofBall NoseCut Length Dia. Length Dia. FlutesR D1 ap L3 D5 L1 D4 NStockTypeVF2SSBR0050S04R0050R0075S04R0075R0100R0150R0200R0250R0300R0400R0500R06000.50.50.750.7511.522.53456111.51.52345681012111.51.52345681012223346810121418220.940.941.441.441.92.93.94.95.857.859.711.740404040454545505060707546466666681012222222222222aaaaaaaaaaaa111111112222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB227B079
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF2SBExpandBall nose, Short cut length, 2 flute, For hardened materialsRR
VF2SDBBall nose, Medium cut length, 2 flute, Strong geometry typeRR
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF2SDBLBall nose, Medium cut length, 2 flute, Strong geometry type, Long shankRR
B083B229VF2XLBa±0.007±0.0100 -0.0211.2°11.5°10.9°10.7°11.1°10.4°10.2°10.8°10.0°9.7°9.3°10.7°11.1°10.4°10.2°10.8°10.0°9.7°10.4°9.3°8.9°8.2°10.7°11.1°10.2°10.8°9.7°10.4°9.3°10.1°8.9°9.8°8.2°7.6°10.2°10.8°9.7°10.4°0.10.10.10.10.10.10.10.10.10.10.10.150.150.150.150.150.150.150.150.150.150.150.20.20.20.20.20.20.20.20.20.20.20.20.250.250.250.250.20.20.20.20.20.20.20.20.20.20.20.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.50.160.160.160.160.160.160.160.160.160.160.160.240.240.240.240.240.240.240.240.240.240.240.320.320.320.320.320.320.320.320.320.320.320.320.40.40.40.40.170.170.170.170.170.170.170.170.170.170.170.270.270.270.270.270.270.270.270.270.270.270.360.360.360.360.360.360.360.360.360.360.360.360.460.460.460.460.50.50.75111.251.51.51.7522.5111.251.51.51.75222.534111.51.5222.52.533451.51.52250505050505050505050505050505050505050505050505050505050505050505050505050504644644644446446446444464646464644464622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111110.70.71.01.31.31.51.81.82.12.32.81.31.31.51.81.82.12.32.32.83.44.41.31.31.81.82.32.32.92.93.43.44.45.51.81.82.32.30.80.81.11.31.31.61.91.92.22.43.01.31.31.61.91.92.12.42.43.03.54.61.41.41.91.92.42.43.03.03.53.54.65.71.91.92.42.40.90.91.21.51.51.82.12.12.42.73.31.51.51.82.12.12.42.72.73.23.85.01.51.52.12.12.72.73.33.33.93.95.16.32.12.12.72.71.01.01.31.61.61.92.32.32.62.93.61.61.61.92.32.32.62.92.93.64.35.61.61.62.32.32.92.93.63.64.34.35.66.92.32.32.92.930' 1° 2° 3°B2VF2XLB R0010N005S04R0010N005S06R0010N008S04R0010N010S04R0010N010S06R0010N013S04R0010N015S04R0010N015S06R0010N018S04R0010N020S04R0010N025S04R0015N010S04R0015N010S06R0015N013S04R0015N015S04R0015N015S06R0015N018S04R0015N020S04R0015N020S06R0015N025S04R0015N030S04R0015N040S04R0020N010S04R0020N010S06R0020N015S04R0020N015S06R0020N020S04R0020N020S06R0020N025S04R0020N025S06R0020N030S04R0020N030S06R0020N040S04R0020N050S04R0025N015S04R0025N015S06R0025N020S04R0025N020S06R
B084VF2XLBa±0.007±0.0100 -0.029.2°8.8°9.8°8.5°8.1°9.2°7.5°8.7°7.0°8.3°9.6°10.4°9.1°8.7°9.7°8.4°8.0°9.2°7.4°8.7°6.9°8.2°6.5°6.1°7.4°9.5°10.4°8.7°9.7°7.9°9.1°7.3°6.8°8.1°6.3°5.9°7.4°5.3°0.250.250.250.250.250.250.250.250.250.250.30.30.30.30.30.30.30.30.30.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.80.80.80.80.40.40.40.40.40.40.40.40.40.40.480.480.480.480.480.480.480.480.480.480.480.480.480.480.480.640.640.640.640.640.640.640.640.640.640.640.640.640.460.460.460.460.460.460.460.460.460.460.560.560.560.560.560.560.560.560.560.560.560.560.560.560.560.760.760.760.760.760.760.760.760.760.760.760.760.762.5333.5445566222.5333.54455667882233445667881050505050505050505060505050505050505050505050505060505050505050505050505050504464464646464464464646446464646446446422222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111112.93.43.43.94.44.45.55.56.56.52.42.43.03.53.54.04.54.55.65.66.66.67.78.78.72.42.43.53.54.54.55.66.66.67.78.78.710.83.03.53.54.14.64.65.75.76.86.82.52.53.13.63.64.24.74.75.85.86.96.98.09.19.12.52.53.63.64.74.75.86.96.98.09.19.111.33.33.93.94.55.15.16.26.27.47.42.82.83.44.04.04.65.25.26.46.47.67.68.810.010.02.82.84.04.05.15.16.37.57.58.79.99.912.33.64.34.34.95.65.66.96.98.28.23.13.13.74.44.45.05.75.77.07.08.48.49.711.011.03.03.04.34.35.75.77.08.38.39.711.011.013.630' 1° 2° 3°B2VF2XLB R0025N025S04R0025N030S04R0025N030S06R0025N035S04R0025N040S04R0025N040S06R0025N050S04R0025N050S06R0025N060S04R0025N060S06R0030N020S04R0030N020S06R0030N025S04R0030N030S04R0030N030S06R0030N035S04R0030N040S04R0030N040S06R0030N050S04R0030N050S06R0030N060S04R0030N060S06R0030N070S04R0030N080S04R0030N080S06R0040N020S04R0040N020S06R0040N030S04R0040N030S06R0040N040S04R0040N040S06R0040N050S04R0040N060S04R0040N060S06R0040N070S04R0040N080S04R0040N080S06R0040N100S04R
B085B2296.7°8.3°9.5°7.6°8.9°7.0°8.4°6.5°7.9°6.0°5.6°7.2°5.3°5.0°6.5°4.5°6.0°4.1°3.7°5.1°3.4°3.2°4.5°6.3°7.9°5.5°7.1°4.8°6.4°4.3°5.9°3.9°3.6°5.0°5.3°4.1°3.4°6.0°7.7°5.2°6.9°4.5°6.3°4.0°5.7°3.6°5.3°3.3°0.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.60.60.60.60.60.60.60.70.70.70.750.750.750.750.750.750.750.750.750.750.750.811111111111111111111111.21.21.21.21.21.21.21.21.21.21.21.41.41.41.51.51.51.51.51.51.51.51.51.51.50.640.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.960.960.960.960.960.960.960.960.960.960.961.121.121.121.21.21.21.21.21.21.21.21.21.21.20.760.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.941.141.141.141.141.141.141.141.141.141.141.141.341.341.341.441.441.441.441.441.441.441.441.441.441.44103344556678891010121214161618202066881010121214161681216668810101212141416605050505050505050505050505050506060607060607050505050505050506060705050605050505050505050505060646464646446446464464464646464644644446464646464222222222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N11111111111111111111111111111111111111111111111110.83.83.84.94.95.95.97.07.08.09.19.110.111.211.213.213.215.317.417.419.521.621.67.07.09.19.111.211.213.213.215.317.417.49.113.217.47.07.09.19.111.111.113.213.215.315.317.411.34.04.05.15.16.26.27.37.38.49.59.510.611.611.613.813.816.018.218.220.422.522.57.37.39.59.511.611.613.813.816.018.218.29.413.818.27.37.39.49.411.611.613.813.816.016.018.212.34.44.45.65.66.86.88.08.09.210.310.311.512.712.715.115.117.519.919.922.324.724.77.97.910.310.312.712.715.115.117.519.919.910.315.119.97.97.910.310.312.712.715.115.117.517.519.913.64.84.86.16.17.57.58.88.810.111.411.412.814.114.116.716.719.422.122.124.727.427.48.78.711.411.414.114.116.716.719.422.022.011.416.722.08.78.711.411.414.014.016.716.719.319.322.030' 1° 2° 3°B2VF2XLB R0040N100S06R0050N030S04R0050N030S06R0050N040S04R0050N040S06R0050N050S04R0050N050S06R0050N060S04R0050N060S06R0050N070S04R0050N080S04R0050N080S06R0050N090S04R0050N100S04R0050N100S06R0050N120S04R0050N120S06R0050N140S04R0050N160S04R0050N160S06R0050N180S04R0050N200S04R0050N200S06R0060N060S04R0060N060S06R0060N080S04R0060N080S06R0060N100S04R0060N100S06R0060N120S04R0060N120S06R0060N140S04R0060N160S04R0060N160S06R0070N080S04R0070N120S04R0070N160S04R0075N060S04R0075N060S06R0075N080S04R0075N080S06R0075N100S04R0075N100S06R0075N120S04R0075N120S06R0075N140S04R0075N140S06R0075N160S04Unit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank Angle
B087B2292.7°2.4°6.0°5.2°4.7°4.2°3.9°3.3°2.8°2.4°2.1°1.9°3.4°2.9°2.4°2.1°1.8°1.6°4.2°3.7°3.3°3.0°2.5°2.1°1.8°1.5°1.4°1.2°1.1°1.4°1.2°1.0°0.9°0.0°0.0°0.0°1.251.251.51.51.51.51.51.51.51.51.51.51.751.751.751.751.751.75222222222222.52.52.52.53332.52.533333333333.53.53.53.53.53.5444444444445555666222.42.42.42.42.42.42.42.42.42.42.82.82.82.82.82.83.23.23.23.23.23.23.23.23.23.23.244444.84.84.82.42.42.92.92.92.92.92.92.92.92.92.93.43.43.43.43.43.43.93.93.93.93.93.93.93.93.93.93.94.94.94.94.95.855.855.853035810121416202530354016202530354010121416202530354045502025303530405080806060606060707070809060707080809070707070707070809090100707080808090100666666666666666666666666666666666666222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N11111111111111111111111111111111122232.137.39.111.213.315.417.521.626.932.137.342.517.521.626.832.137.342.511.213.315.417.521.626.832.137.342.547.752.921.626.832.037.233.538.99.511.713.816.018.222.528.033.438.944.318.222.528.033.438.944.311.613.816.018.122.528.033.438.844.349.755.222.527.936.642.610.312.715.117.419.824.630.636.642.619.824.630.636.512.615.017.419.724.530.511.213.916.519.221.927.221.813.716.419.030' 1° 2° 3°B2VF2XLB R0125N300S06R0125N350S06R0150N080S06R0150N100S06R0150N120S06R0150N140S06R0150N160S06R0150N200S06R0150N250S06R0150N300S06R0150N350S06R0150N400S06R0175N160S06R0175N200S06R0175N250S06R0175N300S06R0175N350S06R0175N400S06R0200N100S06R0200N120S06R0200N140S06R0200N160S06R0200N200S06R0200N250S06R0200N300S06R0200N350S06R0200N400S06R0200N450S06R0200N500S06R0250N200S06R0250N250S06R0250N300S06R0250N350S06R0300N300S06R0300N400S06R0300N500S06Unit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference
B088VF3XBaD3 30' 1° 2° 3°B1L2D1 ap L3 L1 ND4B2RVF3XBR0040T0024L006R0040T0024L008R0040T0024L012R0040T0054L008R0040T0054L012R0040T0054L016R0050T0024L008R0050T0024L010R0050T0024L012R0050T0024L016R0050T0024L020R0050T0024L025R0050T0024L030R0050T0024L035R0050T0054L008R0050T0054L012R0050T0054L016R0050T0054L020R0050T0054L025R0050T0054L030R0050T0054L035R0050T0054L040R0050T0054L050R0050T0054L060R0050T0054L070R0050T0130L012R0050T0130L016R0050T0130L020R0050T0130L025R0050T0130L030R0050T0130L035R0075T0024L010R0075T0024L015R0075T0024L020R0075T0024L030R0075T0054L015R0075T0054L020R0075T0054L0300.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.750.750.750.750.750.750.750.80.80.80.80.80.811111111111111111111111111.51.51.51.51.51.51.50.40.40.40.90.90.90.40.40.40.40.40.40.40.40.90.90.90.90.90.90.90.90.90.90.91.51.51.51.51.51.50.40.40.40.40.90.90.90.50.50.50.50.50.50.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.80.81.31.31.31.31.31.31.3681281216810121620253035812162025303540506070121620253035101520301520301.51.51.51.51.51.52.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.32.82.82.82.82.82.82.88.9°7.5°5.7°7.6°5.8°4.7°9.6°8.5°7.6°6.3°5.4°4.6°4.0°3.5°9.7°7.7°6.4°5.5°4.7°4.0°3.6°3.2°2.7°2.3°2.0°7.9°6.5°5.6°4.8°4.1°3.7°8.1°6.2°5.0°3.7°6.3°5.1°3.7°60606060606060606070707080806060707070808080110110110607070708080606070806070804444446666666666666666666666666666666633333333333333333333333333333333333333aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa6.38.412.48.510.512.616.620.625.730.735.710.615.620.630.76.68.612.78.412.416.58.810.913.017.121.226.331.536.68.612.616.720.725.730.835.840.850.960.971.010.916.021.231.515.720.730.86.99.113.48.913.117.39.311.413.618.022.327.733.138.69.113.317.621.827.132.437.743.053.664.174.713.017.121.226.331.536.611.416.922.333.116.521.832.47.39.514.19.313.818.39.812.114.418.923.529.335.040.79.614.118.523.028.634.239.845.413.718.022.427.833.238.612.017.823.535.017.423.034.20.820.850.910.961.091.221.021.051.081.131.191.261.331.401.121.241.371.501.651.811.972.122.442.753.071.451.661.872.132.392.651.541.611.681.821.821.982.29111111111111111111111111111111111111110 -0.02e 0.0130°UWCVFøD4L1apøD1L3L2RB1D3B220°Ra : Inventory maintained.Ball nose, 3 flute, Taper neck, For hardened materialsUnit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>Inclined angleEffectivelengthEffective lengthfor inclined angleStockTypeOrder NumberTaper AngleOne SideRadius ofBall NoseDia.Cutting Edge toShank AngleNo. ofFlutesEffective lengthfor inclined angleLength ofCutNeckLengthOverallLengthShankDia.Length ofStraight NeckNeckDia.Type1NointerferenceNointerferenceNointerference3 flute ball end mill, high rigid taper neck type.
B089B230111111111111111111111111111111111111111111111111VF3XBR0075T0054L040R0075T0130L015R0075T0130L020R0075T0130L030R0100T0024L016R0100T0024L020R0100T0024L025R0100T0024L030R0100T0024L035R0100T0024L040R0100T0054L020R0100T0054L025R0100T0054L030R0100T0054L035R0100T0054L040R0100T0054L050R0100T0054L060R0100T0054L070R0100T0130L025R0100T0130L030R0100T0130L035R0100T0130L040R0125T0054L020R0125T0054L030R0125T0054L040R0125T0130L020R0125T0130L030R0125T0130L040R0150T0024L020R0150T0024L025R0150T0024L030R0150T0024L040R0150T0024L050R0150T0054L020R0150T0054L030R0150T0054L040R0150T0054L050R0150T0054L060R0150T0054L070R0150T0130L040R0150T0130L050R0150T0130L060R0150T0130L070R0200T0054L030R0200T0054L040R0200T0054L050R0200T0054L060R0250T0054L0350.750.750.750.751111111111111111111.251.251.251.251.251.251.51.51.51.51.51.51.51.51.51.51.51.51.51.51.522222.51.51.51.51.52222222222222222222.52.52.52.52.52.5333333333333333444450.91.51.51.50.40.40.40.40.40.40.90.90.90.90.90.90.90.91.51.51.51.50.90.90.91.51.51.50.40.40.40.40.40.90.90.90.90.90.91.51.51.51.50.90.90.90.90.91.31.31.31.31.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.61.622222222222222222222233333.54015203016202530354020253035405060702530354020304020304020253040502030405060704050607030405060352.82.82.82.83.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.63.64.54.54.54.54.54.555555555555555566666.53.0°6.4°5.2°3.8°5.5°4.6°3.9°3.4°2.9°2.6°4.7°4.0°3.4°3.0°2.7°2.2°1.9°1.6°4.1°3.5°3.1°2.7°4.3°3.1°2.4°4.4°3.1°2.5°3.8°3.1°2.7°2.1°1.7°3.8°2.7°2.1°1.7°2.3°2.0°2.2°2.8°2.4°2.1°3.5°2.7°2.2°1.9°2.4°806070807070708080807070808080110110110708080806080806080806080808010060808010011012080110110120909011011090666666666666666666666666666666666666688688888888333333333333333333333333333333333333333333333333aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa16.720.725.830.835.840.820.725.830.840.950.940.817.121.326.431.636.741.920.825.830.935.940.951.061.071.120.830.940.921.326.431.641.952.220.930.941.051.061.171.130.941.051.061.135.943.016.121.231.518.022.327.833.238.644.021.927.232.537.743.053.626.431.636.741.821.932.543.121.431.641.922.327.733.244.021.932.543.164.274.841.952.262.472.732.543.053.637.745.317.022.433.219.023.529.335.023.028.634.239.827.933.338.723.134.222.533.323.529.223.034.22.612.082.342.862.072.132.202.272.342.412.422.572.732.893.043.363.673.993.023.283.543.812.893.203.523.213.744.263.113.183.253.393.533.373.694.004.314.634.944.735.265.786.304.654.975.285.605.80D3 30' 1° 2° 3°B1L2D1 ap L3 L1 ND4B2RUnit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>StockTypeOrder NumberTaper AngleOne SideRadius ofBall NoseDia.Cutting Edge toShank AngleNo. ofFlutesEffective lengthfor inclined angleLength ofCutNeckLengthOverallLengthShankDia.Length ofStraight NeckNeckDia.NointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF3XBBall nose, 3 flute, Taper neck, For hardened materialsRe 0.010 -0.02D3B1B2RøD1L2apL3L120°øD4Type1UWCVF30°a3 flute ball end mill, high rigid taper neck type.Effective lengthfor inclined angleEffectivelengthInclined angleUnit : mmOrder NumberVF3XBR0250T0054L040R0250T0054L050R0250T0054L060Radius ofBall NoseR2.52.52.5Dia. Taper Angle Length of Neck Length of Cutting Edge to Neck Overall Shank No. ofEffective lengthOne Side Cut Length Straight Neck Shank Angle Dia. Length Dia. Flutes for inclined angleD1 B1 ap L3 L2 B2 D3 L1 D4 N 30' 1° 2° 3°5 0.9 3.5 40 6.5 2.2° 5.95 90 8 3 a 1 41.0No43.0 interference5 0.9 3.5 50 6.5 1.8° 6.27 110 8 3 a 1 NoNo51.0 interference interference5 0.9 3.5 60 6.5 1.5° 6.58 110 8 3 a 1 61.1StockTypeNointerferenceNointerference<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>B090a : Inventory maintained.CUTTING CONDITIONSB230
VFSDEnd mill, Short cut length, 4/6 flutes, For hardened materials0 -0.0215°øD1apøD4Type1L1UWC VF 30° 45°øD1apL1øD4Type2D1
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VFMDEnd mill, Medium cut length, 4/6 flute, For hardened materialsD1
VFSDRBCorner radius, Short cut length, 6 flute, For hardened materials0 -0.02øD1RapL3D515°øD4Type1L1D5UWC VF 45°øD1RapL3L1øD4Type2a6 flute end mill with Impact Miracle coating for highhardened materials.Unit : mmOrder NumberDia. Length of Neck Neck Overall Shank Corner RCut Length Dia. Length Dia.D1 ap L3 D5 L1 D4 RNo. ofFlutesNStockTypeVFSDRB D0300R030D0400R030D0500R030D0600R030D0600R050D0600R100D0800R030D0800R050D0800R100D1000R050D1000R100D1200R050D1200R100345666888101012123456668881010121291215181818242424303036362.93.94.95.855.855.857.857.857.859.79.711.711.745455050505060606070707575666666888101012120.30.30.30.30.510.30.510.510.516666666666666aaaaaaaaaaaaa1112222222222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEIMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB232B093
IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VFMDRBCorner radius, Medium cut length, 6 flute, For hardened materialsD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2SS0End mill, Extra short cut length, 2 fluteD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2SS0End mill, Extra short cut length, 2 fluteD1
VC2MSEnd mill, Medium cut length, 2 fluteD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2MSEnd mill, Medium cut length, 2 fluteD1
VC2MSSS0End mill, Medium cut length, 2 flute, Slim shank -0.02øD1apL1øD4Type1UWCVC30°a 2 flute end mill with shank size smaller than cutting diameter.Unit : mmOrder NumberVC2MSSSD0600D0800D1000D1200Dia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 N681012131922268090100110579112222ssssTypeThe diameter tolerance is only applied to items produced after July 2006.Stock1111MIRACLE <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB099
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2JSEnd mill, Semi long cut length, 2 fluteD1
VC2XLEnd mill, Short cut length, 2 flute, For rib processing0 -0.02øD1apL3D5L115°øD4Type1UWCVC30°a 2 flute end mill for rib milling.Order NumberDia. Length of Neck Neck Overall Shank No. ofCut Length Dia. Length Dia. FlutesD1 ap L3 D5 L1 D4 NVC2XLD0080N060 0.8 1.2 6 0.76D0080N080D0100N060D0100N080D0100N120D0120N080D0120N120D0140N120D0150N080D0150N100D0150N120D0150N155D0160N125D0180N125D0200N125D0200N160D0250N130D0250N165D0300N135D0300N1700.81111.21.21.41.51.51.51.51.61.8222.52.5331.21.51.51.51.51.51.51.51.51.51.522222.52.53386812812128101215.512.512.512.5161316.513.5170.760.940.940.941.141.141.341.441.441.441.441.541.741.91.92.42.42.92.940404040404040404040405040404050405040504444444444444444444422222222222222222222aaaaaaaaaaaaaaaaaaaaUnit : mmTypeThe diameter tolerance is only applied to items produced after July 2006.Stock11111111111111111111<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB236B101
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4MCEnd mill, Medium cut length, 4 fluteD1
VC4MCSSEnd mill, Medium cut length, 4 flute, Slim shank0 -0.02øD1apL1øD4Type1UWCVC30°a 4 flute end mill with shank size smaller than cutting diameter.Unit : mmOrder NumberVC4MCSSD0600D0800D1000D1200Dia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 N68101213192226809010011057911The diameter tolerance is only applied to items produced after July 2006.4444ssss1111MIRACLE <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>StockTypeCARBIDEB103
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4JCEnd mill, Semi long cut length, 4 fluteD1
VC2ESBBall nose, Extra short cut length, 2 fluteRe 0.010 -0.02øD1RapL3D5L115°øD4Type1D5UWCVC30°a 2 flute ball nose end mill for high rigidity.øD1RapL3L1øD4Type2Unit : mmOrder NumberRadius of Dia. Length of Neck Neck Overall Shank No. ofBall NoseCut Length Dia. Length Dia. FlutesR D1 ap L3 D5 L1 D4 NVC2ESBR0015N006 0.15 0.3 0.3 0.6 0.27 30 4 2 aR0020N008 0.2 0.4 0.4 0.8 0.36 30 4 2 aR0030N012 0.3 0.6 0.6 1.2 0.56 30 4 2 aR0040N016 0.4 0.8 0.8 1.6 0.76 30 4 2 aR0050 0.5 1 1 30 4 2 aR0050N025 0.5 1 1 2.5 0.94 30 4 2 aR0075 0.75 1.5 1.5 30 4 2 aR0075N040 0.75 1.5 1.5 4 1.44 30 4 2 aR0100 1 2 2 40 6 2 aR0100N060 1 2 2 6 1.9 40 6 2 aR0150 1.5 3 3 40 6 2 aR0150N080 1.5 3 3 8 2.9 40 6 2 aR0200 2 4 4 40 6 2 aR0200N080 2 4 4 8 3.9 40 6 2 aR0250 2.5 5 5 40 6 2 aR0250N120 2.5 5 5 12 4.9 40 6 2 aR0300 3 6 6 40 6 2 aR0300N130 3 6 6 13 5.85 40 6 2 aR0350 3.5 7 7 50 8 2 aR0400 4 8 8 50 8 2 sR0500 5 10 10 60 10 2 sR0600 6 12 12 65 12 2 sStockTypeThe diameter tolerance is only applied to items produced after July 2006.1111111111111111221222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB239B105
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2SSBBall nose, Extra short cut length, 2 fluteRe 0.010 -0.0215°øD1RapL1øD4Type1UWCVC30°øD1RapL1øD4Type2a 2 flute ball nose end mill for high rigidity.Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>Order NumberRadius of Dia. Length of Overall Shank No. ofBall NoseCut Length Dia. FlutesR D1 ap L1 D4 NVC2SSBR0050 0.5 1 1 40 4 2 aR0050S06 0.5 1 1 40 6 2 sR0075 0.75 1.5 1.5 40 4 2 aR0075S06 0.75 1.5 1.5 40 6 2 sR0100 1 2 2 45 6 2 aR0150 1.5 3 3 45 6 2 aR0200 2 4 4 45 6 2 aR0250 2.5 5 5 50 6 2 aR0300 3 6 6 50 6 2 aR0350 3.5 7 7 60 8 2 aR0400 4 8 8 60 8 2 aR0500 5 10 10 70 10 2 aR0600 6 12 12 75 12 2 aStockTypeThe diameter tolerance is only applied to items produced after July 2006.1111111121222B106a : Inventory maintained.s : Inventory maintained in Japan.CUTTING CONDITIONSB239
VC2SBBall nose, Short cut length, 2 fluteRR
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2PSBPBall nose end mill, Short cut length, 2 flute, Ultra high precisionR±0.002 0 -0.01Shank Tolerance h5UWCVCInspection reports regarding the R accuracy of theVC2PSBP are supplied with the tool.R
VC2PSBBall nose, Short cut length, 2 flute, Ultra high precisionR±0.005 0 -0.01Shank Tolerance h5øD1RD5apL310°20°L1øD4Type1UWCVC0°30°øD1RapL3D515°L1øD4Type2R
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2MBBall nose, Medium cut length, 2 fluteRR
VC2MBSSBall nose, Medium cut length, 2 flute, Long and slim shankR±0.01 0 -0.02øD1RapL1øD4Type1UWCVC30°a 2 flute ball nose end mill with shank size smaller thancutting diameter.Unit : mmOrder NumberVC2MBSSR0300R0400R0500R0600Radius of Dia. Length of Overall Shank No. ofBall NoseCut Length Dia. FlutesR D1 ap L1 D4 N345668101212141822120130140160579112222sssTypes 1The diameter tolerance is only applied to items produced after July 2006.Stock111<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>VC2MBOHBall nose, Medium cut length, 2 flute, with through coolantUWCVC30°RR
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2MDBBall nose, Medium cut length, 2 flute, Strong geometry type, Relieved neckRR
VC2LBBall nose, Medium cut length, 2 flute, Long shankR±0.02D1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2LZBBall nose, Medium cut length, 2 flute, Extra long shankRR< 66>Re 0.01e 0.020 -0.038øD1RapL1øD4Type1UWCVC30°a Extra long shank.a Suitable for long reach machining.a Z type ball geometry.Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEOrder NumberRadius ofBall NoseRDia.D1Length ofCutapOverallLengthL1ShankDia.D4No. ofFlutesNVC2LZBR0300A150 3 6 20 150 6 2 a 1R0300A200R0400A150R0400A200R0500A150R0500A200R0600A150R0600A200R0800A250R1000A2503445566810688101012121620202020303030303030200150200150200150200250250688101012121620222222222aaaaaaaaa111111111StockTypeMIRACLE <strong>END</strong> <strong>MILLS</strong>B114a : Inventory maintained.CUTTING CONDITIONSB243
VC2XLBBall nose, 2 flute, Long neckR±0.01 0 -0.02UWCVC30°Effective lengthfor inclined anglea2 flute ball nose end mill with long neck for general use.EffectivelengthInclined angleøD1RøD1RapapL3L3D5D5L1L115°øD4øD4Type1Type2Unit : mmOrder NumberVC2XLB R0030N040R0030N060R0040N040R0040N060R0040N080R0050N040R0050N060R0050N080R0050N120R0060N080R0060N120R0070N120R0075N060R0075N080R0075N120R0075N160R0080N160R0090N160R0100N080R0100N100R0100N160R0100N200R0150N080R0150N160R0150N200R0175N160R0200N080R0200N120R0200N160R0200N200R0250N200R0250N250R0300N300Radius of Dia. Length of Neck Neck Cutting Edge to Overall Shank No. ofBall NoseCut Length Dia. Shank Angle Length Dia. FlutesR D1 ap D50.30.30.40.40.40.50.50.50.50.60.60.70.750.750.750.750.80.911111.51.51.51.7522222.52.530.60.60.80.80.811111.21.21.41.51.51.51.51.61.822223333.544445560.90.91.21.21.21.51.51.51.51.21.21.41.51.51.51.52222223333.54444556TypeL3 B2 L1 D4 N 30' 1° 2° 3°46460.560.560.760.769.3°7.9°9.2°7.7°5050505044442222aaaa11114.46.54.46.54.66.74.66.74.97.24.97.25.37.85.27.78 0.76 6.6° 50 4 2 a 1 8.6 8.8 9.5 10.2460.940.948.9°7.4°50504422aa114.66.74.76.95.17.45.47.98 0.94 6.3° 50 4 2 a 1 8.7 9 9.7 10.412 0.94 4.9° 50 4 2 a 1 12.9 13.3 14.3 15.48 1.14 6.1° 50 4 2 a 1 8.7 9 9.6 10.412121.141.344.7°4.5°50504422aa1112.9 13.3 14.2 15.412.9 13.3 14.2 15.36 1.44 6.9° 50 4 2 a 1 6.6 6.9 7.3 7.98 1.44 5.8° 50 4 2 a 1 8.7 9 9.6 10.312 1.44 4.4° 50 4 2 a 1 12.9 13.3 14.2 15.31616161.441.541.743.5°3.4°3.2°555555444222aaa11117171717.6 18.8 20.317.6 18.8 20.317.5 18.8 20.38 1.9 5.1° 50 4 2 a 1 8.8 9.1 9.7 10.410 1.9 4.3° 50 4 2 a 1 10.9 11.2 12 12.916201.91.93°2.5°55604422aa1117.1 17.6 18.9 20.3No21.2 21.9 23.5 interference8 2.9 3.2° 50 4 2 a 1 8.8 9 9.6 10.316 2.9 4.2° 60 6 2 a 1 17 17.6 18.8 20.220 2.9 3.5° 65 6 2 a 1 21.2 21.9 23.4 25.216 3.4 3.7° 60 6 2 a 1 17 17.6 18.8 20.18 3.9 5.5° 50 6 2 a 1 8.8 9 9.5 10.112 3.9 4° 55 6 2 a 1 12.9 13.3 14.1 15.116 3.9 3.2° 60 6 2 a 1 17 17.5 18.7 20.1202025303.94.94.95.852.6°1.5°1.2°0°6565708066662222aaaa1112No21.2 21.8 23.3 interferenceNo No21.1 21.8 interference interferenceNo No26.3 27.1 interference interferenceNointerferenceNointerferenceNointerferenceNointerferenceThe diameter tolerance is only applied to items produced after July 2006.StockEffective lengthfor inclined angle<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB244B115
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2XLB6Ball nose, 2 flute, Long neck (6mm Shank series)R±0.01 0 -0.02UWCVC30°Effective lengthfor inclined angleEffectivelengthøD1B2D5Rap15°L3L1øD4Type1a 2 flute ball nose end mill with long neck and 6mm shankfor general use.Inclined angleUnit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEOrder NumberVC2XLB6 R0030N030R0040N040R0050N050R0060N060R0070N070R0075N075R0080N080R0090N090R0100N100R0125N125Radius of Dia. Length of Neck Neck Cutting Edge to Overall Shank No. ofEffective lengthBall NoseCut Length Dia. Shank Angle Length Dia. Flutesfor inclined angleTypeR D1 ap L3 D5 B2 L1 D4 N 30' 1° 2° 3°0.30.40.50.60.70.750.80.911.250.60.811.21.41.51.61.822.50.60.811.21.41.51.61.822.5345677.5891012.50.560.760.941.141.341.441.541.741.92.411.7°10.8°9.9°9.2°8.5°8.2°7.9°7.3°6.7°5.5°5555555555555555606066666666662222222222aaaaaaaaaa11111111113.44.45.66.77.78.28.79.710.913.43.54.65.86.97.98.5910.111.213.93.74.96.27.38.599.610.71214.845.26.77.99.19.710.311.612.915.9The diameter tolerance is only applied to items produced after July 2006.StockMIRACLE <strong>END</strong> <strong>MILLS</strong>B116a : Inventory maintained.CUTTING CONDITIONSB244
B245B117VCXBaVCXB R0050T0100L016R0050T0100L021R0050T0100L026R0050T0130R0050T0300R0050T0500R0100T0100L021R0100T0100L031R0100T0100L041R0100T0130R0100T0300R0100T0500R0150T0100L031R0150T0100L041R0150T0100L051R0150T0130R0150T0300R0200T0100L036R0200T0100L046R0200T0100L060R0200T0130R0200T0300R0250T0100L036R0250T0100L065R0250T0130R0250T0300R0300T0100L051R0300T0100L065R0300T0100L092R0300T0130R0300T0300R0400T0100L068R0400T0100L092R0400T0130R0400T0300R0500T0100L070R0500T0100L100R0500T013022222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa1111111111111111111112111211112111211216.221.226.221.331.341.331.441.451.436.546.560.565.651.865.892.892.8100.71722.327.623.922.43343.524.13343.51823.529.125.242.423.634.825.41° 2° 3°0.50.50.50.50.50.51111111.51.51.51.51.5222222.52.52.52.5333334444555111111222222333334444455556666688881010101°1°1°1° 30'3°5°1°1°1°1° 30'3°5°1°1°1°1° 30'3°1°1°1°1° 30'3°1°1°1° 30'3°1°1°1°1° 30'3°1°1°1° 30'3°1°1°1° 30'222222444444666668888810101010121212121214141414181818162126234223213141234123314151523236466049283665614151659253346892553670100596.6°5.4°4.6°5.1°3.4°5.8°4.6°3.4°2.7°4.4°2.9°4.9°2.7°2.1°1.7°1.7°2.8°1.7°1.3°1°1.3°2.2°0.9°1.4°1.5°2.3°1.2°1°1.3°1.2°1.9°0.9°1.3°1.2°1.8°0.9°1.8°1.1°506070608060506070608060607080907070809090708011011090901101401109011014012010013016013066666666666666666666666888881088101210101216121.381.561.731.975.084.462.432.783.132.85.715.023.714.064.415.215.564.815.165.655.955.716.727.427.117.68.547.859.6410.479.8511.7612.8B1 D3 ND1 ap L3 L1 D4RB2±0.01 0 -0.02øD4L1apøD1L3RøD4L1apøD1L3RB1B1B2B2D330°UWCVCRType2Type1Unit : mmBall nose, 2 flute, Taper neck2 flute taper end mill with taper neck.CUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>MIRACLE <strong>END</strong> <strong>MILLS</strong>CARBIDEOrder NumberEffective lengthfor inclined angleTaper AngleOne SideNeckDia.TypeStockNo. ofFlutesOverallLengthShankDia.Radius ofBall NoseDia.Length ofCutNeckLengthCutting Edgeto ShankAngleInclined angleEffectivelengthEffective lengthfor inclined angleNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCXBBall nose, 2 flute, Taper neckR±0.01 0 -0.02øD1RapD3L3B1B2øD4Type1UWCVC30°Effective lengthfor inclined anglea 2 flute taper end mill with taper neck. Inclined angleEffectivelengthøD1RapL3B1L1L1B2øD4Type2Order NumberVCXB R0500T0300R0600T0100L070R0600T0100L100R0600T0130R0600T0300Radius ofBall NoseR56666Dia. Taper Angle Length of Neck Cutting Edge Neck Overall Shank No. ofOne Side Cut Length to Shank Dia. Length Dia. FlutesAngleD1 B1 ap L3 B2 D3 L1 D4 N10121212123°1°1°1° 30'3°1822222222407010083631.7°1.8°1.2°1.5°2.1°13.6214.6615.08110140160160140121616161622222StockTypeaaaaa211121° 2° 3°70.9100.9Unit : mmEffective lengthfor inclined angleNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceThe diameter tolerance is only applied to items produced after July 2006.CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>B118a : Inventory maintained.CUTTING CONDITIONSB245
VC2XZBBall nose, Medium cut length, 2 flute, Extra long shank, Taper neckRe 0.02 0 -0.028øD1RapL2L1B2°øD4Type1UWCVC30°a Extra long shank, taper neck.a Suitable for long reach machining.a Z type ball geometry.Unit : mmOrder NumberVC2XZBR0200T0130A250R0200T0200A200R0200T0230A150R0300T0130A250R0300T0200A200R0300T0230A150R0400T0100A250R0400T0120A200R0400T0145A150R0500T0050A150R0500T0130A250R0500T0200A200R0500T0230A150R0600T0100A250R0600T0120A200R0600T0145A150Radius ofBall NoseR2223334445555666Dia.D144466688810101010121212Length ofCutap15151520202020202030303030303030Under ShankLengthL2 B2 L1 D435353335353335353333353533353533Cutting edge toShank Angle1° 30'2°2° 30'1° 30'2°2° 30'1°1° 20'1° 45'0° 50'1° 30'2°2° 30'1°1° 20'1° 45'OverallLength250200150250200150250200150150250200150250200150ShankDia.10101012121212121212161616161616No. ofFlutesN2222222222222222StockaaaaaaaaaaaaaaaaType1111111111111111<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB243B119
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC3MBBall nose end mill, Medium cut length, 3 fluteRR
VC4MBBall nose, Medium cut length, 4 fluteRR
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC6MBBall nose, Medium cut length, 6 fluteRe 0.02 0 -0.038øD1øD4Type1RapL1UWCVC30°a Long shank.a High performance on materials over 50 HRC.Unit : mmOrder NumberRadius of Dia. Length of Overall ShankBall NoseCut Length Dia.R D1 ap L1 D4No. ofFlutesNStockTypeVC6MBR0600R0800R1000681012162015 110 1220 160 1625 170 20666aaa111CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>B122a : Inventory maintained.CUTTING CONDITIONSB247
B123B248VCPSRBa0 -0.01±0.0112.4°12.4°12.5°10.7°10.8°10.6°10.6°10.7°10.7°9.3°9.4°9.4°8.4°10.3°10.4°10.4°10.5°10.6°9.1°9.1°9.2°9.2°7.3°7.4°9.1°7.3°5.8°10°10.1°10.2°10.3°8.7°8.7°8.8°8.9°6.9°6.9°6.9°0.050.10.20.10.20.050.10.20.30.10.20.30.30.050.10.20.30.40.10.20.30.40.30.40.50.50.50.10.20.30.50.10.20.30.50.10.20.30.60.60.60.60.60.80.80.80.80.80.80.80.8111111111111.21.21.21.51.51.51.51.51.51.51.51.51.51.50.60.60.60.60.60.80.80.80.80.80.80.80.8111111111111.21.21.21.51.51.51.51.51.51.51.51.51.51.50.560.560.560.560.560.760.760.760.760.760.760.760.760.940.940.940.940.940.940.940.940.940.940.941.141.141.141.441.441.441.441.441.441.441.441.441.441.4422244444466684444466661010610154444666610101050505050505050505050505050505050505050505050505050505050505050505050505050506666666666666666666666666666666666666622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 R ap D5L3 L1 D4 N111111111111111111111111111111111111112.42.32.34.44.44.44.44.44.46.56.56.58.64.64.64.64.64.66.76.76.76.710.810.86.710.8164.64.64.64.66.76.76.76.710.810.810.82.42.42.44.64.64.64.64.64.66.76.76.78.84.84.84.84.84.76.96.96.96.911.211.26.911.216.54.84.84.84.76.96.96.96.911.211.211.22.62.62.64.94.94.94.94.94.97.27.27.29.55.15.15.15.15.17.47.47.47.412127.41217.75.15.15.15.17.47.47.47.41212122.82.82.85.35.35.35.35.35.37.87.87.810.25.55.55.55.55.58887.912.912.97.912.919.15.55.55.55.48887.9131312.930' 1° 2° 3°B2VCPSRB D0060N02R005D0060N02R01D0060N02R02D0060N04R01D0060N04R02D0080N04R005D0080N04R01D0080N04R02D0080N04R03D0080N06R01D0080N06R02D0080N06R03D0080N08R03D0100N04R005D0100N04R01D0100N04R02D0100N04R03D0100N04R04D0100N06R01D0100N06R02D0100N06R03D0100N06R04D0100N10R03D0100N10R04D0120N06R05D0120N10R05D0120N15R05D0150N04R01D0150N04R02D0150N04R03D0150N04R05D0150N06R01D0150N06R02D0150N06R03D0150N06R05D0150N10R01D0150N10R02D0150N10R032
B124VCPSRBa0 -0.01±0.017°5.4°5.5°5.5°5.5°4.5°4.6°8.2°8.3°8.3°8.4°6.4°6.4°6.5°6.5°5°5.1°5.1°5.1°4.2°4.2°3.5°3.6°6.7°6.7°6.8°6.9°7.1°4.6°4.7°4.8°5.4°5.4°5.4°5.5°5.7°4.1°4.1°0.50.10.20.30.50.30.50.10.20.30.50.10.20.30.50.10.20.30.50.30.50.30.50.10.20.30.510.30.510.10.20.30.510.10.21.51.51.51.51.51.51.522222222222222222.52.52.52.52.52.52.52.533333331.51.51.51.51.51.51.522222222222222222.52.52.52.52.52.52.52.533333331.441.441.441.441.441.441.441.91.91.91.91.91.91.91.91.91.91.91.91.91.91.91.92.42.42.42.42.42.42.42.42.92.92.92.92.92.92.9101515151520206666101010101515151520202525888881515151010101010151550505050506060505050505050505050505050606060605050505050505050606060606060606666666666666666666666666666666666666622222224444444444444444444444444444444aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 R ap D5L3 L1 D4 N1111111111111111111111111111111111111110.81616161621.121.16.76.76.76.710.910.910.910.916.116161621.221.226.426.48.88.88.88.88.816161610.910.910.910.910.916.11611.216.516.516.516.521.921.9777711.311.311.211.216.616.616.616.621.921.927.327.39.19.19.19.19.116.616.616.511.311.311.211.211.216.616.61217.817.817.717.723.523.57.57.57.57.412.112.112.11217.917.817.817.823.623.529.329.39.89.89.89.79.717.817.817.712.112.112.1121217.917.812.919.219.219.219.125.425.38.18.18.1813.113.1131319.319.319.219.225.525.431.731.610.610.610.510.510.419.219.219.113.113.1131312.919.319.330' 1° 2° 3°B2VCPSRB D0150N10R05D0150N15R01D0150N15R02D0150N15R03D0150N15R05D0150N20R03D0150N20R05D0200N06R01D0200N06R02D0200N06R03D0200N06R05D0200N10R01D0200N10R02D0200N10R03D0200N10R05D0200N15R01D0200N15R02D0200N15R03D0200N15R05D0200N20R03D0200N20R05D0200N25R03D0200N25R05D0250N08R01D0250N08R02D0250N08R03D0250N08R05D0250N08R10D0250N15R03D0250N15R05D0250N15R10D0300N10R01D0300N10R02D0300N10R03D0300N10R05D0300N10R10D0300N15R01D0300N15R022
B125B2484.2°4.2°4.3°3.3°3.4°3.4°3.4°3.5°2.4°2.5°3.6°3.6°3.6°3.7°3.8°2.4°2.4°2.4°2.5°2.5°1.7°1.7°1.8°1.7°1.8°0.9°1°0.30.510.10.20.30.510.30.50.10.20.30.510.10.20.30.510.30.510.510.510.10.20.30.5120.510.10.20.30.5123130.30.512333333333344444444444445555666666668888888881010101033333333334444444444444555566666666888888888101010102.92.92.92.92.92.92.92.92.92.93.93.93.93.93.93.93.93.93.93.93.93.93.94.94.94.94.95.855.855.855.855.855.855.855.857.857.857.857.857.857.857.857.857.859.79.79.79.715151520202020203030121212121220202020203030301515303018181818181841502424242424242450503030303060606060606060607070606060606060606060607070706060707070707070707090909090909090909090901001001001006666666666666666666666666666666666688888888810101010444444444444444444444444444444444444444444444444aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1 R ap D5L3 L1 D4 N11111111111111111111111111122222222222222222222216161621.221.221.221.221.231.631.51312.912.912.912.921.221.221.221.221.231.631.531.5161631.531.516.616.616.5222221.921.921.932.632.613.413.413.413.413.3222221.921.921.932.632.632.616.616.517.817.817.723.623.623.623.523.535.13514.414.414.414.314.323.623.623.623.523.519.219.219.125.525.525.525.425.315.615.515.515.515.430' 1° 2° 3°B2VCPSRBD0300N15R03D0300N15R05D0300N15R10D0300N20R01D0300N20R02D0300N20R03D0300N20R05D0300N20R10D0300N30R03D0300N30R05D0400N12R01D0400N12R02D0400N12R03D0400N12R05D0400N12R10D0400N20R01D0400N20R02D0400N20R03D0400N20R05D0400N20R10D0400N30R03D0400N30R05D0400N30R10D0500N15R05D0500N15R10D0500N30R05D0500N30R10D0600N18R01D0600N18R02D0600N18R03D0600N18R05D0600N18R10D0600N18R20D0600N41R05D0600N50R10D0800N24R01D0800N24R02D0800N24R03D0800N24R05D0800N24R10D0800N24R20D0800N24R30D0800N50R10D0800N50R30D1000N30R03D1000N30R05D1000N30R10D1000N30R20*******************Unit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>TypeStockOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerference* Expand Corner R
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCPSRBExpandCorner radius, Short cut length, 24 flute, High precision typeR±0.010 -0.01Effective lengthfor inclined angleøD1RapL3D5L115°B2øD4Type1<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>UWCVC30°D1
VCPSRBExpandCorner radius, Short cut length, 2 4 flute, Taper neck, High precisionR±0.010 0.01UWCVC30°(Taper neck type)Effective lengthfor inclined angleEffectivelengthøD1RapL7D5L3B1L115°B2øD4Type3D1=1.52
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCHFRBCorner radius, Short flute length, High feed machiningRe0.015D1
VCHFRBCorner radius, Short flute length, High feed machiningRe0.015D1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2JRBCorner radius, Semi long cut length, 2 fluteD1
VC4SRBCorner radius, Short cut length, 4 flute0 -0.02øD1RapL3D5 15°L1øD4Type1UWCVC30°a4 flute corner radius end mill with relieved neck for 3×Dlength of reach.øD1RapL3D5L1øD4Type2Unit : mmOrder NumberVC4SRBD0400R0050D0600R0050D0600R0100D0800R0050D0800R0100D1000R0100D1000R0200D1200R0100D1200R0200Dia. Length of Neck Neck Overall Shank Corner R No. ofCut Length Dia. Length Dia.FlutesD1 ap L3 D5 L1 D4 R N466881010121246688101012121218182424303036363.85.85.87.87.89.79.711.711.745505060607070757566688101012120.50.510.511212444444444aaaaaaaaaTypeThe diameter tolerance is only applied to items produced after July 2006.Stock122222222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB237B131
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4JRBCorner radius, 4 flute, Semi long cut lengthD1
VCMDEnd mill, Medium cut length, 6 flute, For hardened materialsD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCMDSCEnd mill, Medium cut length, 4 6 flute, For hardened materials0 -0.0215°øD1apL1øD4Type1UWCVC30°øD1apL1øD4Type2D1
VCMDLEnd mill, Medium cut length, 6 flute, For hardened materials, Long shankD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCLDEnd mill, Long cut length, 6 flute, Long shank, For hardened materialsD1
VCMHDRBCorner radius, Medium cut length, 4 flute, For difficult to cut materialsD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCMHDRBCorner radius, Medium cut length, 4 flute, For difficult to cut materialsD1
VCMHEnd mill, Medium cut length, 3 flute, High helixD1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC6MHEnd mill, Medium cut length, 6 flute, High helix angleD1
VCSFPRExpandRoughing type, Short cut length, 3 4 flute15°øD1apL1øD4Type1øD1øD4Type2UWCVC20°apL1D1
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2MTTaper end mill, 2 flute, Medium cut length0 -0.03 e 5'øD1D2B7 15°øD4Type1apL1UWCVC30°a 2 flute taper end mill for general use.D1
VC4MTTaper end mill, Medium cut length, 4 flute0 -0.03 e 5'øD1B7apD215°øD4Type1L1B7D2UWCVC30°øD1apL1øD4Type2a4 flute taper end mill for general use.Unit : mmOrder NumberSmall Taper Angle Large Length of Overall Shank No. ofMill Dia. One Side Mill Dia. Cut Length Dia. FlutesD1 B7 D2 ap L1 D4 NStockTypeVC4MT D0300T0030D0300T0100D0300T0130D0300T0200D0300T0300D0300T0500D0300T1000D0400T0030D0400T0100D0400T0130D0400T0200D0400T0300D0400T0500D0400T1000D0500T0030D0500T0100D0500T0130D0500T0200D0500T0300D0500T0500D0500T1000D0600T0030D0600T0100D0600T0130D0600T0200D0600T0300D0600T0500D0600T1000D0800T0030D0800T0100D0800T0130D0800T0200D0800T0300D0800T0500D0800T1000D1000T0030D1000T0100D1000T01303333333444444455555556666666888888810101030'1°1° 30'2°3°5°10°30'1°1° 30'2°3°5°10°30'1°1° 30'2°3°5°10°30'1°1° 30'2°3°5°10°30'1°1° 30'2°3°5°10°30'1°1° 30'3.173.353.523.74.054.756.534.264.524.795.055.576.629.295.355.76.056.47.18.512.056.356.77.057.48.19.513.058.448.879.319.7510.6212.3716.8210.6111.2211.8310101010101010151515151515152020202020202020202020202020252525252525253535355050505050505055555555556070606060606070906060606070709070707070707590909090666666666666686666681266668812888810121610101044444444444444444444444444444444444444aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa11111121111122112222222222222222222222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB257B143
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4MTTaper end mill, Medium cut length, 4 flute0 -0.03 e 5'øD1B7apD215°øD4Type1L1B7D2UWCVC30°øD1apL1øD4Type2a4 flute taper end mill for general use.Unit : mmOrder NumberSmall Taper Angle Large Length of Overall Shank No. ofMill Dia. One Side Mill Dia. Cut Length Dia. FlutesD1 B7 D2 ap L1 D4 NStockTypeVC4MTD1000T0200D1000T0300D1000T0500D1000T1000101010102°3°5°10°12.4413.6716.1222.3435353535909090110121216204444aaaa2222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>B144a : Inventory maintained.s : Inventory maintained in Japan.CUTTING CONDITIONSB257
VC4STBBall nose taper end mill, Short cut length, 4 fluteRe 0.01VCUWC30°R
MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4STBBall nose taper end mill, Short cut length, 4 fluteRe 0.01VCUWC30°R
VC2CChamfer cutter, 2 flutee 0.0290°øD2øD115°øD4Type1apL3UWCVC5°90°øD2øD1L1øD4Type2aChamfer cutter for machining hardened steels anddifficult-to-cut materials.apL1Unit : mmOrder NumberDia.D2SmallMill Dia.D1Length ofCutapNeckLengthL3OverallLengthL1ShankDia.D4No. ofFlutesNStockTypeVC2CD0200D0400D0600D0800D1000D1200246810120.30.30.30.40.50.50.851.852.853.84.755.7561250505060707566681012222222ssssss112222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB260B147
MIRACLE <strong>END</strong> <strong>MILLS</strong>VCRCCorner rounding cutterR±0.02Enlarged view (Fig.1, 2, 3)øD2øD115°øD4Type1L3L1øD2øD1øD4Type2UWCVC10°3°Centre of RR0.1mm0.1mmøD2øD1L1øD4Type3aCorner rounding cutter for high efficiency,high feed machining.ap3°L3L1Unit : mmOrder NumberCorner Dia. Overall Tip Dia. Length ofRadiusLengthCutR D2 L1 D1 apNeckLengthL3ShankDia.D4No. ofFlutesNStockType<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>VCRCR0050R0100R0150R0200R0250R0300R0400R05000.511.522.53454568910121450505060707075752.82.82.83.83.83.83.83.80.511.522.53451215272666681010121233333333aaaaaaaa11221223CARBIDEMIRACLE <strong>END</strong> <strong>MILLS</strong>B148a : Inventory maintained.CUTTING CONDITIONSB261
CRN <strong>END</strong> <strong>MILLS</strong>CRN2MSEnd mill, Medium cut length, 2 flute, For copper electrodes0 -0.0215°øD1 øD1apL1øD4 øD4Type1Type2UWCCRN30°apL1D1
B150CRN2XLaCRN2XL D0020N005S04D0020N005S06D0020N010S04D0020N010S06D0020N015S04D0020N015S06D0030N010S04D0030N010S06D0030N030S04D0030N030S06D0040N020S04D0040N020S06D0040N040S04D0040N040S06D0040N060S04D0040N060S06D0050N020S04D0050N020S06D0050N040S04D0050N040S06D0050N060S04D0050N060S06D0050N080S04D0050N080S06D0080N040S04D0080N040S06D0080N060S04D0080N060S06D0080N080S04D0080N080S06D0080N100S04D0080N100S06D0100N060S04D0100N060S06D0100N080S04D0100N080S06D0100N100S04D0100N100S060.20.20.20.20.20.20.30.30.30.30.40.40.40.40.40.40.50.50.50.50.50.50.50.50.80.80.80.80.80.80.80.81111110.30.30.30.30.30.30.50.50.50.50.60.60.60.60.60.60.80.80.80.80.80.80.80.81.21.21.21.21.21.21.21.21.51.51.51.51.51.50.50.5111.51.51133224466224466884466881010668810100.170.170.170.170.170.170.270.270.270.270.360.360.360.360.360.360.460.460.460.460.460.460.460.460.760.760.760.760.760.760.760.760.940.940.940.940.940.94505050505050505050505050505050505050505050505050505050505050505050505050505046464646464646464646464646464646464646aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa11111111111111111111111111111111111111222222222222222222222222222222222222220 -0.02D1 ap L1L3 D5 D4 N30°UWCCRNøD4L1L3D5apøD1øD4L1L3apøD115°D5D1
B151B263CRN2XL D0100N120S04D0100N120S06D0100N160S04D0100N160S06D0150N060S04D0150N060S06D0150N080S04D0150N080S06D0150N100S04D0150N100S06D0150N120S04D0150N120S06D0150N160S04D0150N160S06D0150N200S04D0150N200S06D0200N060S06D0200N080S06D0200N100S06D0200N120S06D0200N160S06D0200N200S06D0250N080S06D0250N120S06D0250N160S06D0250N200S06D0300N200S06D0400N200S06D0500N250S06D0600N300S0611111.51.51.51.51.51.51.51.51.51.51.51.52222222.52.52.52.534561.51.51.51.52.32.32.32.32.32.32.32.32.32.32.32.33.03.03.03.03.03.03.83.83.83.84.56.07.59.0121216166688101012121616202068101216208121620202025300.940.940.940.941.441.441.441.441.441.441.441.441.441.441.441.441.901.901.901.901.901.902.402.402.402.402.903.904.905.85505055555050505050505050555560605050505055605055606565657070464646464646464666666666666666aaaaaaaaaaaaaaaaaaaaaaaaaaaaaa111111111111111111111111111112222222222222222222222222222222D1 ap L1L3 D5 D4 NUnit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>Length ofCutDia.Order NumberNo. ofFlutesShankDia.NeckLengthOverallLengthTypeStockNeckDia.
CRN <strong>END</strong> <strong>MILLS</strong>CRN4JCEnd mill, Semi long cut length, 4 flute, For copper electrodes0 -0.0215°øD1apøD4Type1L1UWCCRN30°øD1apL1øD4Type2a4 flute end mill with CRN coating for copper electrodemachining.Unit : mmOrder NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NStockTypeCRN4JC D0300D0400D0500D0600D0800D1000D120034568101212152020253030505060607090906666810124444444aaaaaaa1112222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>B152a : Inventory maintained.CUTTING CONDITIONSB262
CRN2MBBall nose, Medium cut length, 2 flute, For copper electrodesRe0.01 0 -0.0215°UWCCRN30°øD1RøD1RapapL1L1øD4 øD4Type1Type2a2 flute ball nose end mill with CRN coating for copperelectrode machining.Unit : mmOrder NumberRadius of Dia. Length of Overall Shank No. ofBall NoseCut Length Dia. FlutesR D1 ap L1 D4 NStockTypeCRN2MB R0020S04R0020S06R0030S04R0030S06R0040S04R0040S06R0050S04R0050S06R0075S04R0075S06R0100S06R0125S06R0150S03R0150S06R0175S06R0200S04R0200S06R0250S06R0300S06R0400S08R0500S10R0600S120.20.20.30.30.40.40.50.50.750.7511.251.51.51.75222.534560.40.40.60.60.80.8111.51.522.5333.54456810120.80.81.21.21.61.62.52.5446688888121214182245504550455045504550505070707070708080901001104646464646663664666810122222222222222222222222aaaaaaaaaaaaaaaaaaaaaa1111111111112112112222<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB264B153
B154CRN2XLBa13.7°14.1°12.9°13.6°12.2°13.1°12.9°13.6°12.2°13.1°11.6°12.6°12.9°13.6°12.2°13.1°11.5°12.6°10.4°11.7°12.2°13.1°11.5°12.6°10.3°11.7°9.4°10.9°7.9°9.6°6.9°8.6°6.1°7.7°11.5°12.6°9.3°10.9°0.10.10.10.10.10.10.150.150.150.150.150.150.20.20.20.20.20.20.20.20.250.250.250.250.250.250.250.250.250.250.250.250.250.250.30.30.30.30.20.20.20.20.20.20.30.30.30.30.30.30.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.20.20.20.20.20.20.30.30.30.30.30.30.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.60.60.60.60.170.170.170.170.170.170.270.270.270.270.270.270.360.360.360.360.360.360.360.360.460.460.460.460.460.460.460.460.460.460.460.460.460.460.560.560.560.560.50.5111.51.5111.51.522111.51.522331.51.522334466881010224450505050505050505050505050505050505050505050505050505050505050505050505050504646464646464646464646464646464646464622222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N111111111111111111111111111111111111110.70.71.31.31.81.81.31.31.81.82.32.31.31.31.81.82.32.33.43.41.81.82.32.33.43.44.44.46.56.58.68.610.610.62.32.34.44.40.80.81.31.31.91.91.31.31.91.92.42.41.41.41.91.92.42.43.53.51.91.92.42.43.53.54.64.66.76.78.98.911112.42.44.64.60.90.91.51.5221.41.4222.62.61.51.5222.62.63.83.8222.62.63.83.84.94.97.27.29.59.511.811.82.62.64.94.90.90.91.61.62.22.21.61.62.22.22.82.81.61.62.22.22.82.84.14.12.22.22.82.8445.35.37.87.810.310.312.712.72.82.85.35.330' 1° 2° 3°B2CRN2XLB R0010N005S04R0010N005S06R0010N010S04R0010N010S06R0010N015S04R0010N015S06R0015N010S04R0015N010S06R0015N015S04R0015N015S06R0015N020S04R0015N020S06R0020N010S04R0020N010S06R0020N015S04R0020N015S06R0020N020S04R0020N020S06R0020N030S04R0020N030S06R0025N015S04R0025N015S06R0025N020S04R0025N020S06R0025N030S04R0025N030S06R0025N040S04R0025N040S06R0025N060S04R0025N060S06R0025N080S04R0025N080S06R0025N100S04R0025N100S06R0030N020S04R0030N020S06R0030N040S04R0030N040S06e0.01 0 -0.02R30°UWCCRNL1apL3D5øD4øD1RRøD4L1apL3øD115°D5B2a : Inventory maintained.Ball nose, Long neck, 2 flute, For copper electrodes2 flute long neck ball nose end mill withCRN coating for copper electrode machining.Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>CRN <strong>END</strong> <strong>MILLS</strong>TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank AngleType1Type2Inclined angleEffectivelengthEffective lengthfor inclined angle
B155B2657.9°9.5°6.8°8.5°6.0°7.7°11.4°12.6°9.2°10.8°7.7°9.5°6.6°8.4°5.8°7.6°9.9°11.5°8.9°10.6°8.1°9.9°7.4°9.3°6.8°8.7°6.3°8.2°5.5°7.4°4.9°6.7°4.4°6.2°4.0°5.7°3.7°5.3°3.4°4.9°5.8°8.0°5.0°7.1°4.4°6.4°3.9°5.8°0.30.30.30.30.30.30.40.40.40.40.40.40.40.40.40.40.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.50.750.750.750.750.750.750.750.750.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.81111111111111111111111111.51.51.51.51.51.51.51.50.60.60.60.60.60.60.80.80.80.80.80.80.80.80.80.81111111111111111111111111.51.51.51.51.51.51.51.50.560.560.560.560.560.560.760.760.760.760.760.760.760.760.760.760.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.940.941.441.441.441.441.441.441.441.446688101022446688101033445566778810101212141416161818202088101012121414505050505050505050505050505050505050505050505050505050505050505050555555556055605050505050505055464646464646464646464646464646464646464646464646222222222222222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaD1R ap D5L3 L1 D4 N1111111111111111111111111111111111111111111111116.56.58.68.610.610.62.32.34.44.46.56.58.68.610.610.63.53.54.64.65.65.66.76.77.77.78.78.710.810.812.912.914.914.9171719.119.121.121.18.78.710.810.812.912.914.914.96.76.78.88.811112.42.44.64.66.76.78.88.811113.73.74.74.75.85.86.96.97.97.99911.211.213.313.315.415.417.617.619.719.721.921.99911.111.113.313.315.415.47.27.29.59.511.811.82.62.64.94.97.27.29.59.511.811.83.93.95.15.16.26.27.47.48.58.59.79.7121214.314.316.616.618.918.921.221.223.523.59.69.611.911.914.214.216.516.57.87.810.210.212.712.72.82.85.25.27.77.710.210.212.712.74.24.25.45.46.76.77.97.99.29.210.410.412.912.915.415.417.917.920.420.422.822.825.325.310.310.312.812.815.315.317.817.830' 1° 2° 3°B2CRN2XLB R0030N060S04R0030N060S06R0030N080S04R0030N080S06R0030N100S04R0030N100S06R0040N020S04R0040N020S06R0040N040S04R0040N040S06R0040N060S04R0040N060S06R0040N080S04R0040N080S06R0040N100S04R0040N100S06R0050N030S04R0050N030S06R0050N040S04R0050N040S06R0050N050S04R0050N050S06R0050N060S04R0050N060S06R0050N070S04R0050N070S06R0050N080S04R0050N080S06R0050N100S04R0050N100S06R0050N120S04R0050N120S06R0050N140S04R0050N140S06R0050N160S04R0050N160S06R0050N180S04R0050N180S06R0050N200S04R0050N200S06R0075N080S04R0075N080S06R0075N100S04R0075N100S06R0075N120S04R0075N120S06R0075N140S04R0075N140S06Unit : mmCUTTING CONDITIONS<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>TypeStockRadius ofBall NoseOrder NumberDia.Length ofCutNeckDia.NeckLengthOverallLengthShankDia.No. ofFlutesEffective lengthfor inclined angleCutting Edge toShank Angle
CRN <strong>END</strong> <strong>MILLS</strong>CRN2XLBBall nose, Long neck, 2 flute, For copper electrodesRe0.01 0 -0.02UWCCRN30°Effective lengthfor inclined anglea2 flute long neck ball nose end mill withCRN coating for copper electrode machining.EffectivelengthInclined angleøD1RøD1RapapL3L3D5D5L1L1B215°øD4øD4Type1Type2Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>Order NumberCRN2XLB R0075N160S04R0075N160S06R0075N180S04R0075N180S06R0075N200S04R0075N200S06R0100N080S04R0100N080S06R0100N100S04R0100N100S06R0100N120S04R0100N120S06R0100N140S04R0100N140S06R0100N160S04R0100N160S06R0100N200S04R0100N200S06R0100N250S06R0100N300S06R0150N160S06R0150N250S06R0150N350S06R0200N160S06R0200N200S06R0200N300S06R0200N400S06R0200N500S06R0250N200S06R0250N300S06R0300N300S06R0300N500S06Radius of Dia. Length of Neck Neck Cutting Edge to Overall Shank No. ofBall NoseCut Length Dia. Shank Angle Length Dia. FlutesR D1 ap L3 D5 B2 L1 D4 N0.750.750.750.750.750.75111111111111111.51.51.5222222.52.5331.51.51.51.51.51.5222222222222223334444455661.51.51.51.51.51.522222222222222333444445566161618182020881010121214141616202025301625351620304050203030501.441.441.441.441.441.441.901.901.901.901.901.901.901.901.901.901.901.901.901.902.902.902.903.903.903.903.903.904.904.905.855.853.5°5.4°3.2°5.0°3.0°4.6°5.1°7.6°4.3°6.7°3.8°6.0°3.4°5.5°3.0°5.0°2.5°4.3°3.6°3.1°4.2°2.9°2.2°3.2°2.6°1.8°1.4°1.1°1.5°1.0°0.0°0.0°5555556055605050505050505055555560606570607080707070901007080801004646464646464646466666666666666622222222222222222222222222222222StockaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaType11111111111111111111111111111111Effective lengthfor inclined angle30' 1° 2° 3°171719.119.121.121.18.88.810.910.912.912.9151517.117.121.221.226.431.51726.336.71721.231.541.852.221.131.5NointerferenceNointerference17.617.619.719.721.821.89.19.111.211.213.313.315.515.517.617.621.921.927.232.617.627.237.917.521.832.543.253.921.832.5NointerferenceNointerference18.818.821.121.123.423.49.79.7121214.314.316.616.618.918.923.523.529.23518.829.140.618.723.3interferenceNointerference20.320.322.822.825.325.310.410.412.912.915.415.417.817.820.320.3Nointerference25.331.537.720.2NointerferenceNointerference20.1NointerferenceNoNointerference interferenceNoNointerference interferenceNoNointerference interferenceNoNointerference interferenceNoNointerference interferenceNoNointerferenceNointerferenceB156a : Inventory maintained.CUTTING CONDITIONSB265
CRN2MRBCorner radius end mill, Medium cut length, 2 flute0 -0.02øD1øD4Type1RapL1UWCCRN30°a2 flute corner radius end mill with CRN coatingfor copper electrode machining.Unit : mmOrder NumberDia. Length of Overall Shank Corner R No. ofCut Length Dia.FlutesD1 ap L1 D4 R NStockTypeCRN2MRB D0600R020D0600R030D0600R050D0600R100D0800R030D0800R050D0800R100D1000R030D1000R050D1000R100D1200R030D1200R050D1200R1006666888101010121212131313131919192222222626265050505060606070707075757566668881010101212120.20.30.510.30.510.30.510.30.512222222222222aaaaaaaaaaaaa1111111111111<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>CUTTING CONDITIONSB266B157
B158CRN2XLRBaCRN2XLRB D0050R005N04D0050R010N04D0050R005N06D0050R010N06D0080R005N06D0080R010N06D0080R005N08D0080R010N08D0100R010N08D0100R030N08D0100R010N10D0100R030N10D0100R010N12D0100R030N12D0150R010N12D0150R020N12D0150R030N12D0150R010N20D0150R020N20D0150R030N20D0200R010N12D0200R020N12D0200R030N12D0200R050N12D0200R010N16D0200R020N16D0200R030N16D0200R050N16D0200R010N20D0200R020N20D0200R030N20D0200R050N20D0300R020N20D0300R030N20D0300R050N20D0400R020N20D0400R030N20D0400R050N2022222222222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa111111111111111111111111111111111111114.44.46.56.56.56.58.68.68.78.710.810.812.912.912.912.912.921.121.121.11312.912.912.917.117.117.117.121.221.221.221.221.221.221.221.221.221.24.64.66.76.76.76.78.98.99911.211.213.313.313.313.313.321.921.921.913.413.413.413.417.717.717.717.7222221.921.92221.921.92221.921.94.94.97.27.27.27.29.59.59.79.7121214.314.314.314.314.323.523.523.514.414.414.414.319191918.923.623.623.623.523.623.623.523.623.623.55.35.37.87.87.87.810.310.310.510.51312.915.515.415.515.515.415.615.515.515.525.525.525.430' 1° 2° 3°0.50.50.50.50.80.80.80.81111111.51.51.51.51.51.52222222222223334440.50.50.50.50.80.80.80.81111111.51.51.51.51.51.52222222222223334444466668888101012121212122020201212121216161616202020202020202020200.460.460.460.460.760.760.760.760.940.940.940.940.940.941.441.441.441.441.441.441.91.91.91.91.91.91.91.91.91.91.91.92.92.92.93.93.93.99.2°9.3°7.8°7.8°7.5°7.5°6.5°6.5°6.2°6.2°5.4°5.5°4.8°4.9°4.2°4.3°4.3°2.9°2.9°2.9°3.6°3.6°3.6°3.7°2.9°2.9°2.9°2.9°2.4°2.4°2.4°2.5°3.4°3.4°3.4°2.4°2.4°2.5°5050505050505050505055555555555555606060555555555555555560606060656565656565444444444444444444444444444444446666660.050.10.050.10.050.10.050.10.10.30.10.30.10.30.10.20.30.10.20.30.10.20.30.50.10.20.30.50.10.20.30.50.20.30.50.20.30.50 -0.02D1RapD5L3 L1 D4B2NøD4øD4L1L3apL1L3apøD1øD5RRøD1øD530°UWCCRNB215°D1
Order NumberCRN2XLRB D0500R020N25D0500R030N25D0500R050N25D0600R020N30D0600R030N30D0600R050N30D0600R100N30Dia.D15556666Length of Neck Neck Cutting Edge to Overall Shank Corner RCut Length Dia. Shank Angle Length Dia.ap L3 D5 B2 L1 D4 R5556666252525303030304.94.94.95.855.855.855.851.1°1.1°1.1°6565657070707066666660.20.30.50.20.30.51No. ofFlutesN2222222aaaaaaa1112222Effective lengthfor inclined angle30' 1° 2° 3°26.426.426.4Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECRN <strong>END</strong> <strong>MILLS</strong>StockTypeNo27.3 interferenceNo27.3 interferenceNo27.3 interferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNointerferenceNoNoNoNointerferenceNointerferenceinterferenceNointerferenceinterferenceNointerferenceinterferenceNointerferenceCUTTING CONDITIONSB267B159
DLC COATED <strong>END</strong> <strong>MILLS</strong>DLC2MAEnd mill, Medium cut length, 2 fluteD1< 1212
DLC2MBBall nose end mill, Medium cut length, 2 fluteRR< 66
DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>DC2MS3End mill, Medium flute length, 2 flute, For non-ferrous material, (3mm Shank series)-0.005 -0.02815°øD1L12apøD4Type1L1UWCDC30°øD1L12apøD4Type2a 2 flute end mill for machining high silicone aluminium alloy,graphite and other non-ferrous materials.L1Unit : mmOrder NumberDia. Length Effective Overall Shank Dia. No. ofof Cut Coating Length LengthFlutesD1 ap L12 L1 D4 NStockTypeDC2MS3D0050D0100D0150D0200D0250D03000.511.522.5312.5468811.52.5344.5383838454545333333222222ssssss111112DIAMOND COATED <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB162s : Inventory maintained in Japan.CUTTING CONDITIONSB271
DC2MBNFBall nose, Medium cut length, 2 flute, For non-ferrous materialD1
DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>DC2XLBBall nose, Medium cut length, 2 flute, Long neck, For graphiteD1
DCXBBall nose taper, Medium cut length, 2 flute, For graphiteD1
DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>DC2MBBall nose, Medium cut length, 2 flute, For graphiteD1
DC2LBBall nose, long cut length, 2 flute, for graphiteD1
CBN <strong>END</strong> <strong>MILLS</strong>CBN2XLBBall nose, Short cut length, 2 flute, Relieved neckRe0.005 0 -0.01øD1RapD5L3L1B215°øD4Type1CBN 0°aSolid CBN ball nose. A wide variation ofneck lengths available.Effective lengthfor inclined angleEffectivelengthInclined angleUnit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECBN <strong>END</strong> <strong>MILLS</strong>Order NumberCBN2XLB R0020N010S04R0020N010S06R0020N016S04R0020N016S06R0030N015S04R0030N015S06R0030N024S04R0030N024S06R0040N020S04R0040N020S06R0040N032S04R0040N032S06R0050N025S04R0050N025S06R0050N040S04R0050N040S06R0075N038S04R0075N038S06R0075N060S04R0075N060S06R0100N050S04R0100N050S06R0100N080S04R0100N080S06Radius of Dia. Length of Neck Neck Cutting Edge to Overall Shank No. ofBall NoseCut Length Dia. Shank Angle Length Dia. FlutesR D1 ap L3 D5 B2 L1 D4 N0.20.20.20.20.30.30.30.30.40.40.40.40.50.50.50.50.750.750.750.7511110.40.40.40.40.60.60.60.60.80.80.80.811111.51.51.51.522220.30.30.30.30.50.50.50.50.60.60.60.60.80.80.80.81.11.11.11.11.51.51.51.5111.61.61.51.52.42.4223.23.22.52.5443.83.86655880.360.360.360.360.560.560.560.560.760.760.760.760.940.940.940.941.441.441.441.441.91.91.91.912.9°13.6°12°13°12.2°13.1°11°12.2°11.4°12.6°10°11.5°10.5°11.9°8.9°10.6°8.6°10.6°6.9°9°6.9°9.4°5.1°7.6°515151515151515151515151515151515252525252525252464646464646464646464646222222222222222222222222StockssssssssssssssssssssssssType111111111111111111111111Effective lengthfor inclined angle30' 1° 2° 3°1.31.31.91.91.81.82.82.82.32.33.63.6334.64.64.44.46.66.65.75.78.88.81.41.4221.91.92.92.92.42.43.73.73.13.14.74.74.54.56.96.95.95.99.19.11.51.52.12.1223.13.12.62.6443.33.35.15.14.84.87.37.36.26.29.79.71.61.62.32.32.22.23.33.32.82.84.34.33.63.65.45.45.15.17.97.96.76.710.410.4B168a : Inventory maintained.s : Inventory maintained in Japan.CUTTING CONDITIONSB273
BRAZED TYPE <strong>END</strong> <strong>MILLS</strong><strong>END</strong> MILLPolycrystalline cutting toolsGBE,GDE0øD1 0.05øD4a Suitable for shoulder millingand die machining.a Suitable for re-grinding.a Carbide shank.R0.5(Max. Depth of Cut)apL3L1Light Alloy Cast Iron General Steel Stainless Steel Hardened SteelRight hand tool holder only.HNOrder NumberGBE06S064008S084510S105012S1255GDE06S065008S085510S106512S1265Numberof Flutes11111111MB730aaaaStock45 68HRC45 68HRCMD220aaaaMD220D1 L1 D4 L3 ap681012681012RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR GBE TYPEWork Material Hardness GradeHigh Alloy Steel (DIN C80W1 etc.)High Alloy Steel (DIN S6-5-2 etc.)MB730MB730RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR GDE TYPEWork MaterialAluminium AlloyGrade4045505550556565Cutting Speed(m/min)140 (80 200)100 (60 150)Cutting Speed(m/min)Dimensions (mm)681012681012Feed(mm/rev)813131381010100.08 (0.02 0.15)0.06 (0.02 0.10)Feed(mm/rev)200 (100 300) 0.075 (0.05 0.10)3.56.06.06.03.56.06.06.0Depth of Cut(mm)
BRAZED TYPE <strong>END</strong> <strong>MILLS</strong>BALL NOSE <strong>END</strong> <strong>MILLS</strong>intered CBNSMALL TYPEøD100.1øD4L3L1aSHORT TYPECarbide ShankaLONG TYPE (SPECIAL)Carbide ShankOrder NumberCBNMB730 MB825D1Dimensions (mm)L1 L3 D4Order Number*Dimensions (mm)D1 L1 L3 D4BEM0600S1000S1600SaaaLARGE TYPE61016112120125152035161616BEM0600L1000L1600L61016162170175152035161616Non stock, produced to order only. Grade is MB730 or MB825.*<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>00.1øD1L3øD4BRAZED TYPE <strong>END</strong> <strong>MILLS</strong>a SHORT TYPEOrder NumberBEM2000S2500S3000SCBNMB730aaaD1 L1 L3 D4202530Dimensions (mm)150180200406081253232RECOMM<strong>END</strong>ED CUTTING CONDITIONSaLONG TYPE (SPECIAL)Order NumberL1D1 L1 L3 D4BEM2000L2500L3000L202530250300350406081Non stock, produced to order only. Grade is MB730.*Cutting Mode : ACutting Mode : B*Dimensions (mm)253232PføD1aPick Feed (Pf : mm)Cutting ModeABPføD1apD.O.C(ap : mm)Pick Feed(Pf : mm)0.51.50.51.50.8D11D10.30.8apTool NumberBEM0600S/L1000S/L1600S/LBEM2000S/L2500S/L3000S/LCutting ConditionsWork Material HGradeCutting ModeSpindle Speed (min -1 )Table Feed (mm/min)Spindle Speed (min -1 )Table Feed (mm/min)Heat Treated Steel (4560HRC)MB8254,000(2,000 6,000)1,200(500 2,000)1,500(1,000 2,000)700(500 1,000)K4,000(2,000 6,000)2,500(1,000 4,000)6,000(4,000 8,000)6,000(4,000 8,000)Cast Iron (FC, FCD)MB730A B A B3,000(2,000 4,000)1,500(1,000 2,000)6,000(4,000 8,000)4,500(3,000 6,000)B170a : Inventory maintained.
AM2SC2 flute end mill, Short cut length, Relieved neck, Centre cuttingD1= 33
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2MR2 flute end mill, Medium cut length, General purpose cutterD1= 33
AM3SS3 flute end mill, Short cut length, Relieved neck, Non centre cutting12 < D1< 1616
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM3MF3 flute end mill, Medium cut length, Centre cuttingD1= 66
AM4MF4 flute end mill, Medium cut length, Finishing type, Centre cutting-0.020 -0.053øD1øD4Type1apL1UWC50°a Versatile 4 flute end mill for aluminium.a For high tolerance and precision finish machining.Unit : mmOrder NumberDia.D1Length of CutapOverall LengthL1Shank Dia.D4No. ofFlutesNStockTypeAM4MFD2000A100D2500A12520253845100125202544aa11ALIMASTER <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDECUTTING CONDITIONSB277B175
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2MB2 flute ball nose end mill, Short cut length, Relieved neckRR< 66
1 B177B278D1 ap L1L3 D4 R ND5AM2SCRBAM2SCRBD0300A060R030D0300A060R050D0400A060R030D0400A060R050D0500A060R030D0500A060R050D0600A075R030D0600A075R050D0600A075R100D0800A075R030D0800A075R050D0800A075R100D0800A075R160D0800A075R250D1000A075R030D1000A075R050D1000A075R100D1000A075R160D1000A075R250D1000A100R030D1000A100R050D1000A100R100D1000A100R160D1000A100R250D1200A075R030D1200A075R050D1200A075R100D1200A075R160D1200A075R250D1200A075R320D1200A075R400D1200A100R030D1200A100R050D1200A100R100D1200A100R160D1200A100R250D1200A100R320D1200A100R4000.30.50.30.50.30.50.30.510.30.511.62.50.30.511.62.50.30.511.62.50.30.511.62.53.240.30.511.62.53.2433445566688888101010101010101010101212121212121212121212121212666688888101010101012121212121212121212151515151515151515151515151560606060606075757575757575757575757575100100100100100757575757575751001001001001001001002.72.73.73.74.74.75.75.75.77.47.47.47.47.49.49.49.49.49.49.49.49.49.49.411.411.411.411.411.411.411.411.411.411.411.411.411.411.41212121215151616162020202020303030303035353535353030303030303035353535353535666666666888881010101010101010101012121212121212121212121212122222222222222222222222222222222222222211111122222222222222222222222222222222aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa0 -0.020 -0.03D1
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2SCRB0NEW2 flute end mill, Corner radius, Short cut length, Relieved neckD1
B179B279D1 ap L1L3 D4 R ND5AM3SSRBD1200A075R100D1200A075R160D1200A075R250D1200A075R320D1200A075R400D1200A100R100D1200A100R160D1200A100R250D1200A100R320D1200A100R400D1200A125R100D1200A125R160D1200A125R250D1200A125R320D1200A125R400D1600A075R100D1600A075R160D1600A075R250D1600A075R320D1600A075R400D1600A100R100D1600A100R160D1600A100R250D1600A100R320D1600A100R400D1600A125R100D1600A125R160D1600A125R250D1600A125R320D1600A125R400D2000A100R100D2000A100R160D2000A100R250D2000A100R320D2000A100R400D2000A125R100D2000A125R160D2000A125R25011.62.53.2411.62.53.2411.62.53.2411.62.53.2411.62.53.2411.62.53.2411.62.53.2411.62.5121212121212121212121212121212161616161616161616161616161616202020202020202015151515151515151515151515151515151515151515151515151515151520202020202020207575757575100100100100100125125125125125757575757510010010010010012512512512512510010010010010012512512511.411.411.411.411.411.411.411.411.411.411.411.411.411.411.415.415.415.415.415.415.415.415.415.415.415.415.415.415.415.418.018.018.018.018.018.018.018.03030303030353535353540404040403030303030404040404045454545454040404040606060121212121212121212121212121212161616161616161616161616161616202020202020202033333333333333333333333333333333333333111111111111111111111111111111111111110 -0.020 -0.03D1
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM3SSRBNEW3 flute end mill, Corner radius, Short cut length, Relieved neckD1
AMSRRoughing end mill, 3 flute, Short cut length, Relieved neckøD1øD4D5Type1apL3L1UWC37.5°øD1øD4Type2apa3 flute uncoated end mill for roughing aluminium alloy.L1Unit : mmOrder NumberAMSRD1000D1200D1600D1800D2000D2200D2500AMMRUWC37.5°Dia. Length of Neck Neck Dia. Overall Shank Dia. No. ofCut LengthLengthFlutesD1 ap L3 D5 L1 D4 N1012161820222512151822252530a3 flute uncoated end mill for roughing aluminium alloy.25303550609.411.415.418.023.0Roughing end mill, 3 flute, Medium cut length, Relieved neckøD1øD17575100100125125125apap10121616202025L1L13333333aaaaaaa1112121CUTTING CONDITIONSB28015°StockøD4øD4TypeThe neck diameter is only applied to items produced after July 2007.Type1Type2Unit : mm<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEALIMASTER <strong>END</strong> <strong>MILLS</strong>Order NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NStockTypeAMMRD0300D0400D0500D0600D0800D1000D1200D1600D2000D25003456810121620258111313192226323845505050506075751001251256666810121620253333333333ssaaaaaaaa1112222222CUTTING CONDITIONSB281B181
ALIMASTER <strong>END</strong> <strong>MILLS</strong>AMSRRBExpandRoughing end mill, 3 flute, Corner radius, Short cut length, Relieved neckøD1D5øD4Type1RapL3L1UWC37.5°aHigh productivity roughing of aluminium alloys.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEALIMASTER <strong>END</strong> <strong>MILLS</strong>******* ExpandOrder NumberAMSRRBD1000R100D1000R200D1200R100D1200R200D1600R200D1600R300D1600R320D1600R400D2000R200D2000R300D2000R320D2000R400D2000R500D2500R300D2500R320D2500R400D2500R500Dia. Length of Neck Neck Dia. Overall Shank Corner R No. ofCut LengthLength Dia.FlutesD1 ap L3 D5 L1 D4 R N1010121216161616202020202025252525121215151818181825252525253030303025253030353535355050505050606060609.49.411.411.415.415.415.415.418.018.018.018.018.023.023.023.023.07575757510010010010012512512512512512512512512510101212161616162020202020252525251212233.24233.24533.24533333333333333333StockarararaaaraaaaaarUnit : mmTypeThe neck diameter is only applied to items produced after July 2007.11111111111111111B182a : Inventory maintained.r : Non stock, produced to order only.CUTTING CONDITIONSB280
CARBIDE <strong>END</strong> <strong>MILLS</strong>SEE2SEnd mill, Short cut length, 2 fluteD1
CARBIDE <strong>END</strong> <strong>MILLS</strong>SEE2LD1End mill, Long cut length, 2 flute
SEE4LEnd mill, Long cut length, 4 fluteD1
CARBIDE <strong>END</strong> <strong>MILLS</strong>SZE4SD1End mill, 4 flute, Super square type geometry
SEG2SAEnd mill, 2 flute, Irregular spiral helix angle, For aluminiumD1
CARBIDE <strong>END</strong> <strong>MILLS</strong>SEG4SA0End mill, Irregular spiral helix angle, 4 flute, For aluminiumD1
VIOLET <strong>END</strong> <strong>MILLS</strong>VA2SSEnd mill, Short cut length, 2 flute0 -0.03KHA SV30°øD1 øD1øD1apapL1L1øD4 øD4 øD4Type1Type2Type3a 2 flute end mill with high grade HSS substrate andViolet coating for general use.apL1Unit : mmOrder NumberDia. Length of Cut Overall Length Shank Dia. No. ofFlutesD1 ap L1 D4 NVA2SSD0300 3 8 50 6 2 aD0400 4 8 60 8 2 aD0500 5 10 60 8 2 aD0600 6 12 60 8 2 aD0700 7 15 65 10 2 aD0800 8 15 65 10 2 aD0900 9 20 75 10 2 aD1000 10 20 75 12 2 aD1100 11 22 85 12 2 aD1200 12 22 85 12 2 aD1300 13 26 90 12 2 aD1400 14 26 95 16 2 aD1500 15 30 100 16 2 aD1600 16 32 100 16 2 aD1700 17 34 100 16 2 aD1800 18 34 100 16 2 aD1900 19 38 120 20 2 aD2000 20 38 120 20 2 aStockType111111111231123312<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>VIOLET <strong>END</strong> <strong>MILLS</strong>HSSCUTTING CONDITIONSB285B189
VIOLET <strong>END</strong> <strong>MILLS</strong>VA2MS0End mill, Medium cut length, 2 fluteD1
VA4MC0End mill, Medium cut length, 4 fluteD1
VIOLET <strong>END</strong> <strong>MILLS</strong>R R
VASFPRRoughing type, Short cut length, 46 flute, Fine pitch formøD1øD4Type1apL1øD1øD4Type2KHA SV30°apL1D1
VIOLET <strong>END</strong> <strong>MILLS</strong>VAMFPRRoughing type, Medium cut length, 46 flute, Fine pitch formøD1apøD4Type1L1VKHA S30°D1
VAMRRoughing type, Medium cut length, 46 flute, Medium pitch formøD1øD4Type1apL1KHA SV30°øD1apL1øD4Type2D1
VIOLET <strong>END</strong> <strong>MILLS</strong>VAJRRoughing type, Semi long cut length, 46 flute, Medium pitch formøD1apøD4Type1L1KHA SV30°D1
VALRRoughing type, Long cut length, 46 flute, Medium pitch formøD1apøD4Type1L1øD1apøD4Type2KHA SV30°10
VIOLET <strong>END</strong> <strong>MILLS</strong>VAMH0End mill, High helix, Medium cut length, 3 4 flute -0.0415°øD1apøD4Type1L1KHA SV45°50°øD1apL1øD4Type2D1=5 6
VALHEnd mill, High helix, Long cut length, 3 4 flute0 -0.04øD1apøD4Type1L1KHA SV45°50°øD1apL1øD4Type2D1=5 6
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>End mill, Short cut length, 2 flute MS2SSEnd mill, Medium cut length, 2 fluteMS2MSCorner radius end mill, Medium cut length, 2 fluteMS2MRBWorkmaterialCarbon steel, Alloy steel, Tool steelPre-hardened steel(45HRC)Ck55, 070M55Alloy steel, Tool steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Dia.(mm)0.10.20.30.40.50.60.70.80.911.522.53456810121620Depth ofcutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00030,00024,00020,00015,00012,00010,0008,0006,4005,4002,4001,900Feed rate(mm/min)401002006001,0001,2001,4001,6001,8002,0003,0003,0002,6002,3002,0001,6001,4001,000900820380320Depth of cutap (mm)0.0010.0020.0050.010.0150.020.020.030.040.060.120.180.250.300.400.500.600.801.001.00
MS2JSEnd mill, Semi long cut length, 2 fluteWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)0.10.20.30.40.50.60.70.80.911.522.5345681012Depth ofcutRevolution(min -1 )40,00040,00040,00032,00025,00021,00018,00016,00014,00013,0008,5006,4005,1004,2003,4002,9002,5001,9001,6001,300Feed rate(mm/min)606060606580100120130130120(40)(45)(55)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)(60)Revolution(min -1 )40,00040,00032,00024,00019,00016,00014,00012,00011,0009,5006,4004,8003,8003,4002,7002,3002,0001,5001,3001,100(D >&1)D45454545556580100100100100(40)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(45)(50)(50)(50)(50)
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS2LSEnd mill, Long cut length, 2 flutey Slotting<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>WorkmaterialDia.(mm)0.20.30.40.50.60.70.80.911.522.5345681012Depth ofcutRevolution(min -1 )40,00040,00040,00040,00033,00028,00025,00022,00020,00013,00010,0009,0008,0006,0004,8004,0003,0002,4002,000Carbon steel(30HRC)Ck55, 070M55Cast iron GG25Feed rate(mm/min)400600700800800800800800800800800800800600480400300240200Depth of cut ap(mm)0.0010.0050.0070.010.0150.0150.020.030.040.100.150.200.200.200.300.300.300.300.30DRevolution(min -1 )30,00035,00030,00024,00021,00018,00016,00015,00013,0009,0006,7006,0005,2004,0003,2002,6002,0001,6001,300Alloy steel, Tool steelPre-hardened steel(3045HRC)W.Nr. 1.2344(H13), 070M55Feed rate(mm/min)250420420380480480480500500500500500460340280210170140110
MS2XLEnd mill, Short cut length, 2 flute, Long neckWork materialCarbon steel Ck55Pre-hardened steel( 45HRC)070M55Work materialCarbon steel Ck55Pre-hardened steel( 45HRC)070M55Dia.(mm)0.20.30.40.50.60.70.80.911.2Neck length(mm)0.51139241226101526101826104812246101568122030681220Revolution(min -1 )40,00040,00040,00040,00022,00040,00040,00017,00040,00040,00025,00014,00040,00040,00025,00012,00040,00040,00011,00040,00040,00025,00010,00040,00035,0009,00040,00040,00030,00015,0008,00040,00040,00025,0006,500Feed rate(mm/min)6004006505001508008001509507004001509508004501501,0009003001,2001,0004001501,3001,0004001,6001,6001,0004001501,9001,9001,000150Depth of cut per pass ap(mm)0.0040.0010.0070.0020.0010.0070.0030.0010.010.0030.0020.0010.010.0050.0030.0010.020.010.0050.020.010.0030.0010.020.010.0030.040.030.020.0050.0010.060.040.030.011.51.622.53456Neck length(mm)61020304561016610163040608162040508162040501220304050163560204060Revolution(min -1 )40,00030,00015,0007,5005,00040,00030,00020,00040,00030,00020,0008,0006,0004,20025,00018,00012,0008,0004,00020,00015,00010,0005,0003,70015,00011,0006,4004,5002,80012,0005,1002,20010,0004,2001,900Feed rate(mm/min)2,4001,8006003001502,4001,8001,0002,4001,8001,0005002501502,5001,7001,0004001502,0001,4008002501503,0002,2001,2004001502,5007501502,000800150Depth of cut per pass ap(mm)0.100.050.020.0050.0010.120.070.040.180.100.060.040.010.0030.200.100.080.030.0150.300.150.100.020.0100.300.220.120.050.0180.350.150.020.400.200.101) The above table shows the revolution and feed rate for each neck length. Please reduce the feed rate when using end mills with a longerneck length.2) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately. Please reduce the feed rate when the surface finish is important.Dia.(mm)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B203
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS2XL6End mill, Short cut length, 2 flute, 6mm shankWork materialStructural steel, Carbon steel Ck55Alloy steel 070M55, Tool steel SK, Pre-hardened steelPre-hardened steel W.Nr. 1.2344(H13),X20Cr13, Martensitic stainless steel (40 45HRC)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Dia.(mm)0.30.40.50.60.70.80.911.11.21.31.41.51.61.71.81.922.12.22.32.42.5Neck length(mm)0.81.5121.32.51.531.83.5242.34.52.552.85.5363.36.53.573.87.5484.38.54.594.89.55105.310.55.5115.811.56126.312.5Revolution(min -1 )40,00040,00040,00033,00029,00025,00022,00020,00018,00016,00015,00014,00013,00012,00012,00011,00010,00010,0009,8009,6009,4009,2009,000Feed rate(mm/min)5001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,0005001,000Depth of cut per pass ap(mm)0.010.0070.0150.010.020.0130.030.0180.040.0250.060.030.080.050.10.070.120.080.120.080.120.080.120.080.150.10.150.10.170.120.170.120.170.120.20.150.20.150.20.150.20.150.250.20.250.2Revolution(min -1 )30,00030,00030,00025,00022,00020,00018,00016,00014,00013,00012,00011,00010,00010,0009,5009,0009,0009,0009,0009,0008,8008,7008,500Feed rate(mm/min)300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800300800Depth of cut per pass ap(mm)1) The above table shows the revolution and feed rate for each neck length. Please reduce the feed rate when using end mills with a longerneck length.2) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately. Please reduce the feed rate when the surface finish is important.3) If the depth of cut is shallow or when rib milling, the revolution and feed rate can be increased.0.010.0070.0150.010.020.0130.030.0180.040.0250.060.030.080.050.10.070.120.080.120.080.120.080.120.080.150.10.150.10.170.120.170.120.170.120.20.150.20.150.20.150.20.150.250.20.250.2B204
MSSHDHigh power, Short cut length, 4 fluteMSMHDHigh power, Medium cut length, 4 flutey Side millingWorkmaterialDia.(mm)2345681012162025Depth ofcutStructural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )15,00011,0008,0006,4005,8004,4003,5002,9002,2001,8001,400Feed rate(mm/min)5508009001,0001,1001,1001,0001,000800750600Alloy steel, Tool steelPre-hardened steel(3045HRC)W.Nr. 1.2344(H13),070M55Revolution(min -1 )10,0007,4005,6004,5003,7002,8002,2001,9001,4001,1009000.2D1.5DFeed rate(mm/min)340500540600640660640640500460400Austenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )10,0007,4005,6004,5003,7002,8002,2001,9001,4001,100900Feed rate(mm/min)3204805205806006005605304504403800.1D1.5DHardened steel(4555HRC)W.Nr. 1.2344(H13)Revolution(min -1 )6,4004,8003,6002,9002,4001,8001,4001,200900720570Feed rate(mm/min)1602502703003203303203202502302000.05D1.5DD:Dia.y SlottingWorkmaterialDia.(mm)2345681012162025Depth ofcutStructural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )12,0009,0007,2005,8005,0003,7003,0002,5002,0001,6001,300Feed rate(mm/min)4006007207208008007207206005404801DAlloy steel, Tool steelPre-hardened steel(3045HRC)W.Nr. 1.2344(H13),070M55Revolution(min -1 )7,0005,3004,0003,2002,7002,0001,6001,3001,0008006401D(MAX.0.5mm)Feed rate(mm/min)200300360360400400360360280250220Austenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )7,0005,3004,0003,2002,7002,0001,6001,3001,0008006401DFeed rate(mm/min)100150180180200200180180150130120Hardened steel(4555HRC)W.Nr. 1.2344(H13)Revolution(min -1 )4,2003,2002,4001,9001,6001,2009608006004803801DFeed rate(mm/min)801301401501601701601601301201000.2DD:Dia.1) When cutting austenitic stainless steels,the use of water-soluble cutting fluid iseffective.2) If the depth of cut is shallow, the revolutionand feed rate can be increased.3) If the rigidity of the machine or theworkpiece installation is very low, orchattering is generated, please reduce therevolution and feed rate proportionately, orset the depth of cut smaller.4) Climb cutting is recommended for sidemilling.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B205
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MSJHDHigh power, Semi long cut length, 4 flutey Side millingWorkmaterialDia.(mm)23456810121620Depth ofcutStructural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )11,0008,0006,2005,0004,2003,2002,5002,1001,6001,200Feed rate(mm/min)370550620670750780690670570470Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Revolution(min -1 )7,0005,1004,0003,2002,6002,0001,6001,3001,0008000.05D2.5DFeed rate(mm/min)230320350370400420410380320290Austenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )7,0005,1004,0003,2002,6002,0001,6001,3001,000800Feed rate(mm/min)210300340360390400380340280260Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Revolution(min -1 )5,0003,8003,0002,4002,0001,5001,2001,0007506000.02D2.5DFeed rate(mm/min)100190210220220230210190170150<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>D:Dia.1) When cutting austenitic stainless steels, the use of water-soluble cutting fluid is effective.2) If the rigidity of the machine or the workpiece set up is very low, or when chattering occurs, reduce the revolution and the feed rateproportionately. Note however if the quality of the workpiece surface is poor, chattering may occur even under the same cutting conditions.3) Climb cutting is recommended.CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B206
MSMHZDEnd mill, Medium cut length, 3 flutey Side millingy SlottingWorkmaterialCarbon steel,Alloy steel(30HRC)Ck55, 070M55Structural steelHardened steel(3045HRC)W.Nr. 1.2344(H13)Stainless steelX5CrNi1810X5CrNiMo17122Titanium alloyWorkmaterialCarbon steel,Alloy steel(30HRC)Ck55, 070M55Structural steelHardened steel(3045HRC)W.Nr. 1.2344(H13)Stainless steelX5CrNi1810X5CrNiMo17122Titanium alloyDia.(mm)11.52346810121620Depth ofcutRevolution(min -1 )19,00014,00011,0008,5007,2005,3004,0003,2002,7002,0001,600 &3)
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS4SCEnd mill, Short cut length, 4 fluteMS4MCEnd mill, Medium cut length, 4 fluteWorkmaterialCarbon steel, Alloy steel, Tool steelPre-hardened steel(45HRC)Ck55, 070M55Alloy steel, Tool steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>11.522.53456810121620Depth ofcut40,00040,00030,00024,00020,00015,00012,00010,0008,0006,4005,4002,4001,9003,0004,5004,5003,9003,5003,0002,4002,1001,5001,4001,200550480< D0.060.120.180.250.300.400.500.600.801.001.00< 3< 4
MS4JCEnd mill, Semi long cut length, 4 fluteWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)11.522.5345681012Revolution(min -1 )11,1007,4005,6004,5003,7003,0002,6002,3001,7001,4001,200Feed rate(mm/min)8585858590110140170180180170Revolution(min -1 )9,5006,4004,8003,8003,4002,7002,3002,0001,5001,3001,100Feed rate(mm/min)659090909090110140140140140Revolution(min -1 )8,0005,3004,0003,2002,6002,1001,8001,5001,200950800Feed rate(mm/min)50505055607085110110110110Revolution(min -1 )6,4004,2003,2002,5002,1001,7001,5001,3001,000800670Feed rate(mm/min)3535353535505570707070
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS4XLEnd mill, 4 flute, Long neck<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Work materialDia.(mm)11.21.51.822.53Neck length(mm)481216610121661216206122025612162030825508162530Structural steel, Carbon steel Ck55Alloy steel 070M55, Tool steel SK, Pre-hardened steelRevolution(min -1 )40,00036,00020,00010,00040,00036,00020,00012,00040,00032,00016,00010,00040,00032,00012,0007,00040,00032,00024,00012,0005,00032,0009,0002,50025,00018,00012,0007,000Feed rate(mm/min)3,0002,4001,0005003,0002,4001,2006003,2002,4001,1006003,6002,8001,0006004,0003,2002,4001,2005004,0001,1003003,6002,5001,700800Depth of cut(mm)0.040.030.020.0050.050.040.030.010.060.050.030.010.080.060.020.010.10.070.050.030.010.20.040.0050.40.20.10.05Work materialDia.(mm)3.5456810Neck length(mm)15253512203040501625355020304050305070406080Structural steel, Carbon steel Ck55Alloy steel 070M55, Tool steel SK, Pre-hardened steelRevolution(min -1 )20,00011,0005,50018,00012,0008,0004,2002,40014,0009,5006,4003,20011,0008,0005,4003,2008,0004,0002,0006,4003,2001,600Feed rate(mm/min)3,0001,6008003,0002,0001,3007004002,7001,8001,2006002,2001,6001,1006401,6008004001,300640320Depth of cut(mm)0.60.150.0610.50.20.080.0310.50.20.051.20.60.250.151.60.50.220.60.31) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately. Please reduce the feed rate when the surface finish is important.B210
MS2ESEnd mill, 2 flute, For small automatic latheMS3ESEnd mill, 3 flute, For small automatic latheWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25, BrassAlloy steel, Tool steel,Pre-hardened steel(30 45HRC)070M55, W.Nr. 1.2344(H13) etc.Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)345678101210,0007,5006,0005,0004,5004,0003,2002,7006006006006005605204504107,0005,2004,2003,5003,0002,8002,2001,9004004004004003603503002706,0004,5003,6003,0002,7002,4001,9001,6003003003003002802602302105,0004,0003,2002,7002,3002,0001,6001,300120120120120110110100100Depth ofcut
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Ball nose, Short cut length, 2 fluteBall nose, Medium cut length, 2 fluteMS2SBMS2MBBall nose taper, Long cut length, 2 fluteMS2MTBWorkmaterialAlloy steel, Tool steel, Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13), X210Cr12Hardened steel(45 55HRC)W.Nr. 1.2344(H13)R(mm)% 15° % 15°Feed rate(mm/min)Depth of cutap (mm)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5R 0.75R 1R 1.25R 1.5R 2R 2.5R 3R 4R 5R 6Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00032,00025,00021,00016,00013,0009,0003005001,6002,4003,2004,8005,6006,5006,5007,0007,5007,5006,0005,8004,5003,6002,50040,00040,00040,00040,00040,00040,00040,00040,00039,00033,00027,00020,00016,00013,00010,0008,0006,0002503501,2001,4001,6002,4003,2004,0004,7004,5004,3003,6002,9002,6002,0001,7001,3000.0030.0070.020.0250.030.050.060.090.110.120.130.150.200.250.300.500.5040,00040,00040,00040,00040,00040,00040,00040,00040,00036,00032,00025,00020,00017,00013,00010,0007,2003005001,3001,9002,5004,0005,6006,5006,5006,5006,0006,0005,4004,7003,6002,9002,00040,00040,00040,00040,00040,00040,00040,00032,00031,00026,00022,00016,00013,00010,0008,0006,4004,800Please select a pick feed based on the required surface finishes in reference to “Pitch Selection of Pick Feed” on page G023.2503509501,1001,3001,9003,0003,2003,5003,5003,4002,7002,3002,0001,5001,2001,0000.0030.0070.0150.0200.0250.040.050.080.110.120.130.150.200.250.300.500.50CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Depth ofcut
MS2XLBBall nose, Short cut length, 2 flute, Long neckWorkmaterialCarbon steel Ck55Pre-hardened steel070M55 (45HRC)Hardened steelW.Nr. 1.2344(H13), X20Cr13(52HRC)WorkmaterialCarbon steel Ck55Pre-hardened steel070M55 (45HRC)Hardened steelW.Nr. 1.2344(H13), X20Cr13(52HRC)R(mm)R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5Necklength(mm)0.511.522.5311.522.53412345623456781023456789101112234567810123468Depth of cutRevolution(min -1 )50,00050,00040,00040,00040,00030,00050,00050,00050,00040,00040,00030,00050,00050,00050,00040,00040,00030,00050,00050,00045,00045,00036,00032,00032,00026,00050,00050,00044,00037,00037,00035,00035,00030,00030,00022,00022,00050,00050,00050,00035,00035,00030,00030,00030,00022,00040,00040,00035,00030,000Feed rate(mm/min)400400300200100506006006004003002001,8001,3009006004002002,5001,5001,2009006004003002003,5003,5002,5001,2001,0007506005005003002004,4004,0004,0002,4002,4001,5001,5007005004,0004,0003,0002,000Depth of cutap (mm)0.0030.0020.0010.0010.0010.0010.0070.0050.0030.0030.0020.0020.0150.010.0050.0040.0030.0020.020.0150.010.0070.0060.0050.0030.0020.030.030.020.010.0080.0080.0060.0040.0030.0020.0020.040.040.020.020.020.0150.010.0080.0060.050.050.030.02Revolution(min -1 )50,00050,00040,00040,00040,00030,00050,00050,00050,00040,00040,00030,00050,00050,00050,00040,00040,00030,00050,00050,00045,00045,00036,00032,00032,00026,00050,00050,00044,00037,00037,00035,00035,00030,00030,00022,00022,00050,00050,00050,00035,00035,00030,00030,00030,00022,00040,00040,00035,00030,000Feed rate(mm/min)32032024016080404804804803202401601,4001,0007004803201602,0001,2009507004803202401602,8002,8002,0009508006004804004002401603,5003,2003,2001,9001,9001,2001,2005604003,2003,2002,4001,600Depth of cutap (mm)0.0030.0020.0010.0010.0010.0010.0070.0050.0030.0030.0020.0020.0150.010.0050.0040.0030.0020.020.0150.010.0070.0060.0050.0030.0020.030.030.020.010.0080.0080.0060.0040.0030.0020.0020.040.040.020.020.020.0150.010.0080.0060.050.050.030.02R(mm)R 0.5R 0.6R 0.75R 1R 1.5R 2R 2.5R 3
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS2XBBall nose, 2 flute, Taper neckWork materialAlloy steel, Tool steel,Pre-hardened steel( 45HRC)W.Nr. 1.2344(H13), X210Cr12Work materialAlloy steel, Tool steel,Pre-hardened steel( 45HRC)W.Nr. 1.2344(H13), X210Cr12<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>R(mm)R0.1R0.15R0.2R0.25R0.3R0.4Taper angle Neck length Depth of cutone side (mm) (mm)30'30'1°1°2°2°3°3°5°30'1°2°3°5°30'30'1°1°1°2°30'30'1°1°2°2°30'30'1°1°1°2°2°30'30'1°1°2°3°1.521.521.521.52233333252525353535585101568812812812Depth of cut0.0050.0050.0050.0050.010.010.010.010.010.0050.0050.010.010.010.020.010.020.010.020.010.030.020.030.020.030.020.030.020.030.020.010.030.020.050.040.050.040.080.06Revolution(min -1 )30,00030,00030,00030,00030,00030,000Feed rate(mm/min)300300300300400500R(mm)R0.5R0.6R0.75R1R1.5R2 0.5)0.5)Taper angle Neck length Depth of cutone side (mm) (mm)30'30'30'1°1°1°2°3°5°30'30'1°1°2°2°30'30'1°1°2°30'30'30'1°1°1°2°3°5°30'30'1°1°2°3°30'1°1020301020352040201224122412241030103030203040204050404038.23050305048.9506060ap0.050.020.0050.050.020.0050.030.050.050.050.020.050.020.060.030.10.020.10.050.10.050.030.020.050.030.020.10.10.10.10.030.10.030.10.10.10.1Revolution(min -1 )22,00022,00020,00018,00016,00014,0001) Please reduce the cutting depth (especially ap) if chattering and noise are generated, and reduce the feed rate proportionately.2) When high machining accuracy is needed, we recommend reducing the feed rate.Feed rate(mm/min)5306007001,0001,3001,100R:RadiusB214
MS2XLRBCorner radius end mill, Short cut length, 2 flute, Long neckWork materialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)Neck length(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)1234612346246812510152030(2D)(5D)30,00015,00010,0007,5005,00022,00011,0007,4005,6003,70060060060060060035035035035035020,00010,0007,0005,2003,50017,0008,8005,8004,4002,90040040040040040028028028028028018,0009,1006,0004,5003,00014,0007,2004,8003,6002,40030030030030030020020020020020015,0008,0005,0004,0002,70012,0006,4004,2003,2002,100120120120120120100100100100100(Neck length=2D)(Neck length=2D)
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS4MRBCorner radius end mill, Medium cut length, 4 fluteWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)11.522.53456810121620Revolution(min -1 )40,00032,00024,00019,00016,00012,0009,6008,0006,0004,8004,0003,0002,400Feed rate(mm/min)1,5001,5001,5001,5001,5001,8001,8001,8001,6001,4001,200960800Revolution(min -1 )30,00020,00015,00012,00010,0008,0006,4005,3004,0003,2002,7002,0001,600Feed rate(mm/min)8008008008008001,0001,0001,000900800700560480Revolution(min -1 )22,00015,00011,0008,8007,4005,6004,4003,7002,8002,2001,8001,4001,100Feed rate(mm/min)480480480480480600600600560500430360300Revolution(min -1 )24,00016,00012,0009,6008,0006,0004,8004,0003,0002,4002,0001,5001,200Feed rate(mm/min)240240240240240240240240240240230190170
MSMHDRBCorner radius end mill, High power, Medium cut length, 4 flutey Side millingWorkmaterialDia.(mm)2345681012161820Depth ofcutStructural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )15,00011,0008,0006,4005,9004,4003,5002,9002,2002,0001,800Feed rate(mm/min)5508009001,0001,1001,1001,0001,000800800750Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Revolution(min -1 )10,0007,4005,6004,5003,7002,8002,3001,9001,4001,2501,100
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MTTaper end mill, 2 flute, Medium cut lengthy SlottingWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Smallmill dia.(mm)0.20.30.40.50.60.70.80.911.5Revolution(min -1 )40,00040,00040,00037,00032,00027,00024,00021,00019,00013,000Feed rate(mm/min)320400450500530560610610610720Depth of cut(mm)0.0050.0060.0080.0100.0130.0150.0180.0200.0250.040Revolution(min -1 )40,00040,00040,00032,00026,00023,00020,00018,00016,00011,000Feed rate(mm/min)180220270320340380410450450540Depth of cut(mm)0.0040.0050.0060.0080.0100.0110.0130.0150.0200.030Revolution(min -1 )40,00035,00031,00025,00021,00018,00016,00014,00013,0008,500Feed rate(mm/min)100130150160170180210210210270Depth of cut(mm)0.0020.0030.0040.0050.0060.0070.0080.0090.0100.015Depth ofcutPease refer to the list.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>y Side millingWorkmaterialSmallmill dia.(mm)22.53456810Depth ofcutCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )9,5007,8006,4004,8003,8003,2002,4001,900Feed rate(mm/min)720800800800800800700600
MS4LTTaper end mill, Long cut length, 4 fluteWork materialSmall mill dia.(mm)0.20.30.40.50.60.70.81.01.21.31.41.51.61.82.02.53.0Length of cut(mm)23446466848126101661016201212610162581216208162481220301020302540Carbon steel, Alloy steel, Pre-hardened steelCk55, 070M55, SK, W.Nr. 1.2344(H13), X20Cr13(45HRC)Revolution(min -1 )20,00040,00020,00040,00020,00040,00020,00038,00018,00032,00016,00027,00014,00024,00011,00019,0009,20016,0008,50015,0008,00014,0007,50013,0007,00012,0006,20011,0005,5009,5004,4007,6003,7006,400Feed rate(mm/min)200500200500200500200500250600250600250600300800300800300800300800300800300800300800300800300800300800Depth of cut per pass ap(mm)0.0010.0020.0030.010.0050.010.0070.0150.010.030.020.0130.030.020.0150.040.030.020.010.030.0350.060.040.030.0150.060.0450.0350.0250.080.050.030.10.070.040.020.10.060.030.080.04Revolution(min -1 )20,00040,00020,00040,00020,00036,00016,00029,00013,00024,00011,00020,00010,00018,0008,00014,0006,60012,0006,10011,0005,70010,0005,3009,5005,0009,0004,4008,0004,0007,2003,2005,7002,7004,800Hardened steelX20Cr13, W.Nr. 1.2344(H13)(4552HRC)Feed rate(mm/min)150300150300150300200400200400200400200400200500200500200500200500200500200500200500200500200500200500Depth of cut per pass ap(mm)1) The above table shows the revolution and feed rate for each neck length. Please reduce the feed rate when using end mills with a longerneck length.2) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately. Please reduce the feed rate when the surface finish is important.0.0010.0010.0020.0050.0030.0050.0040.0080.0050.0150.010.0070.0150.010.0080.020.0150.010.0070.0150.0180.030.020.0150.0080.030.0250.020.0150.040.030.0150.050.040.020.010.050.030.0150.040.02<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B219
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS4LTBBall nose, 4 flute, Taper, For rib milling<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>R0.3R0.4R0.5R0.6R0.75R0.9R1Work materialR(mm)Length of cut(mm)46681081012168101216810121620810121620101216202530Carbon steel, Alloy steel, Pre-hardened steelCk55, 070M55, SK, W.Nr. 1.2344(H13), X20Cr13(45HRC)Revolution(min -1 )18,00032,00014,00024,00011,00019,0009,20016,0007,50013,0006,20011,0005,5009,500Feed rate(mm/min)250600250600300800300800300800300800300800Depth of cut per pass ap(mm)0.010.0070.0250.020.0150.0250.020.0180.0150.0350.030.0270.020.050.040.0350.030.020.080.070.060.050.040.080.070.050.040.030.02Revolution(min -1 )13,00024,00010,00018,0008,00014,0006,60012,0005,3009,5004,4008,0004,0007,200Hardened steelX20Cr13, W.Nr. 1.2344(H13)(4552HRC)Feed rate(mm/min)200400200400200500200500200500200500200500Depth of cut per pass ap(mm)1) The above table shows the revolution and feed rate for each neck length. Please reduce the feed rate when using end mills with a longerneck length.2) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately. Please reduce the feed rate when the surface finish is important.0.0050.0040.0130.010.0080.0130.010.0090.0080.0180.0150.0130.010.0250.020.0180.0150.010.040.0350.0350.030.020.0450.040.030.020.0150.01B220
MS2SB aaa EBall nose, Short cut length, 2 flute, Short shankMS2MB aaa EBall nose, Medium cut length, 2 flute, Long shankWorkmaterialAlloy steel, Tool steel, Pre-hardened steel( 45HRC)Hardened steel(45 58HRC)R(mm)R1R1.5R2R2.5R3R4R5R6Depth ofcutRevolution(min -1 )35,00030,00025,00023,00020,00015,00012,00010,000% < 15° %>15°Feed rate(mm/min)2,4002,5002,6002,6002,6002,7002,7002,500(MS2SB...E) < 0.2R (R= 1)< 0.4R (R>1)Revolution(min -1 )25,00023,00020,00017,00015,00011,0009,0007,500Feed rate(mm/min)1,4001,4001,5001,5001,5001,5001,5001,400< 0.1RRevolution(min -1 )25,00020,00017,00015,00013,00010,0008,0006,600(MS2MB...E)%< 15° %>15°Feed rate(mm/min)1,5001,5001,5001,5001,5001,5001,5001,400< 0.1RRevolution(min -1 )20,00015,00013,00011,00010,0007,5006,0005,000< 0.06RFeed rate(mm/min)900900900900900900900800R:Radius%WorkmaterialTitaniumHigh Nickel(Inconel)R(mm)R1R1.5R2R2.5R3R4R5R6Depth ofcutRevolution(min -1 )24,00016,00012,00010,0008,0006,0005,0004,000(MS2SB...E) < 0.2R (R= 1)< 0.4R (R>1)Feed rate(mm/min)1,6001,3001,3001,1001,0001,1001,1001,000< 0.1R(MS2MB...E)Revolution(min -1 )7,3005,0003,6003,0002,5001,9001,5001,200< 0.1RFeed rate(mm/min)500420370340330340340300< 0.06RR:Radius<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B221
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS2MC aaa EEnd mill, Medium cut length, 2 flute, Centre cuttingWorkmaterialCarbon steel, Alloy steel( 30HRC)Cast ironAlloy steel, Tool steelPre-hardened steel(30 45HRC)Stainless steelHardened steel(45 55HRC)Dia(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)234568101215,00010,0007,5006,0005,0004,0003,2002,70060060060060060052045041010,0007,0005,2004,2003,5002,8002,2001,9004004004004004003503002709,1006,0004,5003,6003,0002,4001,9001,6003003003003003002602302108,0005,0004,0003,2002,7002,0001,6001,300120120120120120110100100
MS3MC aaa EEnd mill, Medium cut length, 3 flute, Centre cuttingWorkmaterialCarbon steel, Alloy steel( 30HRC)Cast ironAlloy steel, Tool steelPre-hardened steel(30 45HRC)Stainless steelHardened steel(45 55HRC)Dia(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)11.5234568101240,00030,00022,50015,00011,2509,0007,5006,0004,8004,0509001,0201,0201,0201,0201,0201,02084076576532,00021,00015,00010,5007,8006,3005,2504,2003,3002,85070067567567567567567558551046527,00018,00013,5009,0006,8005,4004,5003,4002,7002,30051051051051051051051041037033024,00015,00012,0007,5006,0004,8004,0503,0002,4001,950210210210210210210210180165135< 0.1D (D < & 3)< 0.2D (D>& 3)< 1.5D< 0.05D< 1DDepth ofcutDD< 0.1D (D & 2)< 0.05D (D < & 2)< 0.1D (D> & 2)D:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>WorkmaterialDia(mm)11.52345681012Depth ofcutRevolution(min -1 )20,00012,80010,0006,4005,0004,0003,1002,4001,9001,600TitaniumFeed rate(mm/min)380360360360360360360290260230< 0.1D (D < & 3)< 0.2D (D>& 3)DRevolution(min -1 )10,0006,4005,0003,0002,4002,0001,6001,2001,000800< 1.5DHigh nickelInconel< 0.1D (D< &2)< 0.2D (D > &2)DFeed rate(mm/min)D:Dia.1) When using high efficiency conditions, the surface speeds/feeds can be increased by 2-3 times the above values.9012190909090907070109< 0.05D< 0.05D< 1.5DCARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B223
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS4JC aaa EEnd mill, Semi long cut length, 4 flute, Centre cuttingWorkmaterialCarbon steel, Alloy steel( 30HRC)Cast ironAlloy steel, Tool steelPre-hardened steel(30 45HRC)Stainless steelHardened steel(45 55HRC)Dia(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)11.5234568101213,0008,5006,4004,2003,4002,9002,5001,9001,6001,3009090901001201501802002001809,5006,4004,8003,4002,7002,3002,0001,5001,3001,100707070801001201501501501508,0005,3004,0002,6002,1001,8001,5001,2009508005050506075901101201101106,4004,2003,2002,1001,7001,5001,3001,00080067040404040506075757575< 0.05D (MAX.0.5mm)2.5D< 0.02D< 2DDepth ofcutDD<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>< 0.1D (D< &2)< 0.2D (D > &2)< 0.05DD:Dia.CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B224
MS4MC aaa EEnd mill, Medium cut length, 4 flute, Centre cuttingMS4MRB aaa EEnd mill, Medium cut length, 4 flute, Corner radiusWorkmaterialCarbon steel, Alloy steel( 30HRC)Cast ironAlloy steel, Tool steelPre-hardened steel(30 45HRC)Stainless steelHardened steel(45 55HRC)Dia(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)11.523456810121640,00030,00022,50015,00011,2509,0007,5006,0004,8004,0503,0001,2001,3501,3501,3501,3501,3501,3501,1701,0201,02087032,00021,00015,00010,5007,8006,3005,2504,2003,3002,8502,40096090090090090090090078067561548027,00018,00013,6509,0006,7505,4004,5003,6002,8502,4001,95067567567567567567567558551046534524,00015,00012,0007,5006,0004,8004,0503,0002,4001,9501,650270270270270270270270240210180150< 0.1D (D > &3)< 0.2D (D>&3)< 1.5D< 0.05D< 1DDepth ofcutD< 0.1D (D &2)D< 0.05D (D < &2)< 0.01D (D>&2)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>D:Dia.CARBIDEWorkmaterialDia(mm)11.5234568101216Depth ofcutRevolution(min -1 )20,00012,8009,5006,4004,8004,0003,1002,4001,9001,6001,200TitaniumFeed rate(mm/min)500400400400480400400300300250180< 0.1D (D < &3)< 0.2D (D>&3)DRevolution(min -1 )10,0006,4004,8003,1002,4001,9001,6001,200900800600< 1.5DHigh NickelInconel< 0.1D (D &2)D:Dia.1) When using high efficiency conditions, the surface speeds/feeds can be increased by 2-3 times the above values.DFeed rate(mm/min)110110110110110110110100808060< 0.05D< 0.05D< 1.5DRECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>B225
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>MS6MH aaa E/MS8MH aaa EEnd mill, Medium cut length, 6/8 flutes, Centre cuttingWorkmaterialCarbon steel, Alloy steel( 30HRC)Cast ironAlloy steel, Tool steelPre-hardened steel(30 45HRC)Stainless steelHardened steel(45 55HRC)Heat resistant steelDia(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)681012162020,00016,00012,80010,8008,0006,4008,1007,2006,0005,5803,6002,88014,00011,2008,8007,6005,6004,4005,4004,6804,0803,7202,5201,98012,0009,6007,6006,4004,8003,8004,0803,5403,0602,8202,1601,800< 0.05D< 1DDepth ofcutD< 0.01DD:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>WorkmaterialTitaniumTiAl6V4Nickel(Heat resistant alloys)Inconel 718CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MSTAR <strong>END</strong> <strong>MILLS</strong>Dia(mm)6810121620Depth ofcutRevolution(min -1 )8,0006,0005,0004,0003,0002,400Feed rate(mm/min)2,7002,2002,0001,7601,3501,150D< 0.05D< 1DRevolution(min -1 )2,1001,6001,2001,000800640< 0.01DFeed rate(mm/min)710590480440360300D:Dia.B226
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF2SSBBall nose, Short cut length, 2 flute, For hardened materialsVF2SBBall nose, Short cut length, 2 flute, For hardened materialsWorkmaterialHardened steel( 55HRC)W.Nr. 1.2344(H13)Hardened steel(55 62HRC)X210Cr12, X20Cr13Hardened steel(62 70HRC)S6-5-2R(mm)R 0.1R 0.15R 0.2R 0.3R 0.4R 0.5R 0.75R 1R 1.25R 1.5R 2R 2.5R 3R 4R 5R 6R 8R10Depth ofcut40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00032,00025,00021,00016,00013,0009,0006,0004,500% < 15° %>15°% < 15° %>15°%< 15°Depth of cutDepth of cut(mm)(mm)Revolution(min -1 )Feed rate(mm/min)3206401,6003,2006,4008,0009,6009,60010,40012,00010,8809,0008,4006,4005,2003,6002,4001,800Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00039,00032,00027,00020,00016,00013,00010,0008,0006,0004,0003,000Feed rate(mm/min)2405601,2001,6002,4003,2004,0004,7004,5004,3003,6002,9002,6002,0001,7001,3001,0007800.0030.010.020.030.050.060.090.110.120.130.150.20.250.30.50.50.50.5Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00037,00032,00024,00019,00016,00012,00010,0007,0005,0004,000Feed rate(mm/min)3206401,4002,8004,0005,6007,2008,0008,1007,7006,2005,3004,8003,6003,2002,2001,6001,300Please select a pick feed based on the required surface finishesin reference to “Pitch Selection of Pick Feed” on page G023.Revolution(min -1 )40,00040,00040,00040,00040,00040,00032,00024,00019,00016,00012,0009,6008,0006,0004,8003,6002,5001,80015°Feed rate(mm/min)1604001,0001,2001,6001,3001,2001,0001,000880800600600480420310240160< Please refer to the list above for depth of cut.Depth of cut(mm)0.0020.0050.010.020.030.040.050.070.080.090.10.10.110.110.120.120.150.15R:Radius1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately.2) If the depth of cut is shallow, the revolution and feed rate can be increased. If accuracy is important, please reduce the feed rate.3) % is the inclination angle of the machined surface.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>B227
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>VF2SDBBall nose, Medium cut length, 2 flute, Strong geometry typeVF2SDBLBall nose, Medium cut length, 2 flute, Strong geometry type, Long shankyOverhang below 5D (D is end mill diameter)WorkmaterialThermal refining steel, Pre-hardened steel(45HRC)070M55Hardened steel, Thermal refining steel(4555HRC)070M55, W.Nr. 1.2344(H13), X20Cr13Hardened steel(5562HRC)X210Cr12<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>B228R(mm)R 0.5 40,000R 1 40,000R 1.5x3 29,000R 1.5 37,000R 2x4 24,000R 2 30,000R 2.5 25,000R 3 22,000R 4 19,000R 5 15,000R 6 12,000R 8 9,000R10 7,500Depth ofcutR(mm)R 1.5x3R 2x4R 3R 4R 5R 6R 8R10% < 15° %>15°16,00013,00010,0008,0006,0005,0003,8003,0005,2006,0004,6007,0004,3006,5006,0006,0005,2004,3003,4002,6002,20036,00036,00019,00024,00015,00019,00016,00014,00012,0009,5008,0006,0004,8002,0002,0002,0001,8001,6001,3001,0008002,3003,5002,4003,0002,2002,8002,6002,4002,2002,0001,8001,5001,2000.100.150.200.300.400.450.600.800.100.200.200.300.250.400.500.600.801.001.201.602.000.250.500.500.750.701.001.301.802.403.003.604.806.00yOverhang 7D (D is end mill diameter)WorkmaterialDepth ofcutRevolution Feed rate Revolution Feed rate(min -1 ) (mm/min) (min -1 ) (mm/min)Depth of cutap(mm)Depth of cutae(mm)0.300.501.001.502.002.403.004.0040,00040,00025,00037,00019,00028,00022,00018,00015,00011,0009,0007,0005,500%< 15° %>15°13,00010,0008,0006,4004,8004,0003,1002,5005,2006,0004,0007,0003,4006,0005,0004,5003,8003,0002,4001,9001,500Please select a pick feed based on the required surface finishesin reference to “Pitch Selection of Pick Feed” on page G023.Thermal refining steel, Pre-hardened steel(45HRC)070M55Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Depth of cutae (mm)Please select a pick feed based on therequired surface finishes in reference to“Pitch Selection of Pick Feed” on page G023.Revolution Feed rate Revolution Feed rate(min -1 ) (mm/min) (min -1 ) (mm/min)36,00036,00016,00024,00013,00019,00016,00012,0009,5007,0006,0004,5003,6001,5001,5001,6001,4001,2001,0008006502,3003,5002,0003,0001,7002,6002,3001,9001,7001,5001,4001,1009000.100.150.200.400.400.450.600.80Depth of cutap(mm)0.100.200.200.300.250.400.500.600.801.001.201.602.00Hardened steel, Thermal refining steel,(4555HRC)070M55, W.Nr. 1.2344(H13), X20Cr13Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Depth of cutae(mm)0.250.500.500.750.701.001.251.502.002.503.004.005.00Depth of cutae (mm)0.300.500.801.201.602.002.503.00Revolution(min -1 )40,00036,00017,00025,00012,00018,00015,00012,0009,8007,5006,0004,5003,600%< 15° %>15°Feed rate Revolution Feed rate(mm/min) (min -1 ) (mm/min)5,0005,0002,4006,0001,9004,8004,2003,5003,0002,4001,9001,5001,20040,00024,00011,00016,0008,20012,0009,5008,0006,5005,0004,0003,0002,500
VF2XLBBall nose, Long cut length, 2 flute, For hardened materialsWorkmaterialHardened steel (4055HRC)070M55, W.Nr. 1.2344(H13),X20Cr13Hardened steel (5562HRC)X210Cr12, HSSWorkmaterialHardened steel (4055HRC)070M55, W.Nr. 1.2344(H13),X20Cr13Hardened steel (5562HRC)X210Cr12, HSSR(mm)R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5R 0.6Necklength(mm)0.511.511.5211.522.531.5234523456234683456810681012Depth of cutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00036,00036,00040,00040,00035,00030,00030,00040,00040,00040,00030,00025,00040,00040,00040,00035,00030,00020,00040,00040,00027,00016,000Table feed(mm/min)3003003005005005001,4001,0001,0007007002,0002,0001,2009007002,8002,8002,0001,0008003,5003,0003,0001,6001,0004,0004,0003,0002,0001,6001,0004,0003,0001,9001,000Depth of cutap(mm)0.0030.0020.0010.0070.0050.0030.0150.010.010.0050.0050.020.020.0150.010.0070.030.030.020.010.0080.040.040.020.020.010.050.050.030.030.020.010.050.050.030.03Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00036,00036,00040,00040,00035,00030,00030,00040,00040,00040,00030,00025,00040,00040,00040,00035,00030,00020,00040,00027,00024,00016,000Table feed(mm/min)3003002005005005001,4001,0001,0007007002,0002,0001,2009007002,8002,8002,0001,0008003,5003,0003,0001,6001,0004,0004,0003,0002,0001,6001,0004,0002,0001,7001,000Depth of cutap(mm)0.0020.0020.0010.0050.0030.0020.010.0060.0060.0030.0030.0150.0150.010.0070.0050.020.020.0150.0070.0050.030.030.0150.010.0070.040.040.020.020.010.010.040.040.020.02R(mm)R 0.75R 1R 1.5R 2R 2.5R 3681012146810121416182081012141620253010121416202530352025303530< 0.1R (R < 1)< 0.2R (R > 1)NecklengthRevolution(mm) (min -1 )40,00040,00040,00032,00015,00040,00040,00040,00040,00040,00032,00024,00010,00032,00032,00032,00032,00032,00027,00021,0006,00024,00024,00024,00024,00024,00024,00020,00012,00019,00019,00019,00016,00016,000apTable feed(mm/min)5,0005,0004,5003,4001,4006,0005,0005,0005,0005,0003,5002,4001,0006,4005,1005,1004,5004,5003,8002,7007004,8004,8003,8003,8003,8003,8003,0001,7003,4003,4003,2002,7003,500Depth of cutap(mm)0.070.070.060.040.040.10.10.080.080.060.050.040.040.150.150.130.130.10.10.080.080.20.20.150.150.150.150.10.10.20.20.150.10.2Revolution(min -1 )32,00028,00021,00019,00013,00024,00024,00024,00024,00021,00016,00013,00010,00016,00016,00016,00016,00014,00014,00011,0006,00012,00012,00012,00012,00012,0008,0007,0006,00010,00010,0008,0006,0008,000Table feed(mm/min)4,0003,5002,4002,0001,2003,4003,0003,0002,6002,3001,7001,3001,0003,0002,2002,2002,2001,6001,6001,2006002,2002,2001,5001,5001,5009008007001,4001,4001,0007001,0001) If the inclination of machining surface is very big,or cutting load is big,please reduce the revolution and the feed rate proportionately.2) If using the small size,we recommend coolant mist.3) If the depth of cut is shallow,the feed rate can be increased.Depth of cutap(mm)0.060.060.040.030.030.10.10.070.050.050.030.030.030.150.150.130.10.10.060.060.050.20.20.150.150.150.10.10.080.20.20.150.10.2R:Radius<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>B229
B230VF3XB68128121681012162025303581216202530354050607012162025303510152030152030401520300.4°0.9°0.4°0.9°1.5°0.4°0.9°1.5°R0.4R0.5R0.7534,00031,00028,00031,00028,00025,00027,00024,00024,00022,00020,00018,00015,00014,00027,00024,00022,00020,00018,00015,00014,00011,0008,4007,0007,00024,00022,00020,00018,00015,00014,00018,00017,00017,00014,00017,00017,00014,00013,00017,00017,00014,0002,7002,1002,0002,2002,1001,1002,7002,2002,2002,1001,4001,3009608002,9002,4002,2001,6001,4001,1009608006105104802,6002,4001,8001,6001,3001,1002,7002,2002,1001,6002,4002,2001,8001,3002,6002,4002,0000.030.020.0150.020.0150.010.040.030.030.030.0150.0150.010.0080.040.030.030.0150.0150.010.0080.0070.0060.0040.0030.030.030.0150.0150.010.0080.060.040.030.0150.040.030.0150.010.040.030.01531,00029,00026,00029,00026,00023,00025,00022,00022,00021,00018,00017,00014,00013,00025,00022,00021,00018,00017,00014,00013,00011,0007,8006,5006,50022,00021,00018,00017,00014,00013,00017,00016,00016,00013,00016,00016,00013,00012,00016,00016,00013,0002,2001,7001,6001,8001,7009102,2001,8001,8001,7001,2001,0007806502,3002,0001,8001,3001,2009107806504904003902,1002,0001,4001,3001,0009102,2001,8001,7001,3002,0001,8001,4001,0002,1002,0001,6000.0250.020.010.020.010.010.040.0250.0250.0250.010.010.010.0070.040.0250.0250.010.010.0090.0070.0060.0050.0040.0020.0250.0250.010.010.010.0070.050.040.0250.010.040.0250.010.010.040.0250.0124,00022,00020,00022,00020,00018,00019,00017,00017,00016,00014,00013,00011,00010,00019,00017,00016,00014,00013,00011,00010,0008,0006,0005,0005,00017,00016,00014,00013,00011,00010,00013,00012,00012,00010,00012,00012,00010,0009,00012,00012,00010,0001,7001,3001,2001,4001,3007001,7001,4001,4001,3009008006005001,8001,5001,4001,0009007006005003803203001,6001,5001,1001,0008007001,7001,4001,3001,0001,5001,4001,1008001,6001,5001,2000.020.0150.010.0150.010.0080.030.020.020.020.010.0090.0080.0060.030.020.020.010.0090.0080.0060.0050.0040.0030.0020.020.020.010.0090.0080.0060.040.030.020.010.030.020.010.0080.030.020.0119,00018,00016,00018,00016,00014,00015,00014,00014,00013,00011,00010,0008,8008,00015,00014,00013,00011,00010,0008,8008,0006,4004,8004,0004,00014,00013,00011,00011,0008,8008,00010,0009,6009,6008,0009,6009,6008,0007,2009,6009,6008,0001,4001,0009601,1001,0005601,4001,1001,1001,0007206404804001,4001,2001,1008007205604804003002602401,3001,2008808006405601,4001,1001,0008001,2001,1008806401,3001,2009600.0150.010.0070.010.0070.0060.020.0150.0150.0150.0070.0060.0060.0040.020.0150.0150.0070.0060.0060.0040.0030.0030.0020.0010.0150.0150.0070.0060.0060.0040.030.020.0150.0070.020.0150.0070.0060.020.0150.007<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>Work materialTaper angleone sideDepth of cut(mm)R(mm)Neck length(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)Revolution(min -1 )Feed rate(mm/min)Carbon steel, Alloy steel(30HRC)Ck55Hardened steel(5562HRC)X210Cr12Hardened steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13Alloy steel, Pre-hardened steel(3045HRC)Ball nose, 3 flute, Taper neck, For hardened materials
Work materialCarbon steel, Alloy steel(30HRC)Ck55Alloy steel, Pre-hardened steel(3045HRC)Hardened steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13Hardened steel(5562HRC)X210Cr12R(mm)R1R1.25R1.5R2R2.5Taper angleone side0.4°0.9°1.5°0.9°1.5°0.4°0.9°1.5°0.9°0.9°Neck length Revolution Feed rate(mm) (min -1 ) (mm/min)162025303540202530354050607025303540203040203040203040502030405060705060703040506035406015,00014,00014,00013,00013,00012,00014,00014,00013,00013,00012,00011,0009,8008,40014,00012,60013,00012,00013,00012,00011,00013,00012,00011,00012,00011,00011,00011,00012,00011,00011,00011,0009,8009,80011,0009,8009,80010,0009,5009,5009,0008,0008,0007,6003,2002,4002,1001,8001,6001,4002,6002,2001,9001,8001,6001,4001,1009602,4002,1001,9001,8002,9002,6002,2003,0002,7002,4003,7002,9002,4002,0003,8003,0002,6002,1002,0001,8002,2002,1002,0003,2002,4002,1001,9003,5003,2002,400Depth of cut(mm)0.070.060.040.030.030.0150.060.050.040.040.030.0150.0070.0040.050.040.040.030.060.050.040.060.050.040.130.070.060.040.130.070.060.040.030.0150.040.030.0150.30.150.10.070.30.20.15Revolution(min -1 )14,00013,00013,00012,00012,00011,00013,00013,00012,00012,00011,00010,0009,1007,80013,00012,00012,00011,00012,00011,0009,80012,00011,0509,80011,00010,00010,0009,80011,00010,00010,0009,8009,1009,1009,8009,1009,1009,4008,8008,8008,3007,4007,4007,000Feed rate(mm/min)2,6002,0001,7001,4001,3001,2002,1001,8001,6001,4001,3001,2009107802,0001,7001,6001,4002,3002,1001,8002,5002,2002,0003,0002,3002,0001,6003,1002,5002,1001,7001,6001,4001,8001,7001,6002,6002,0001,7001,6002,9002,6002,000Depth of cut(mm)0.060.050.040.030.0250.010.050.040.040.030.0250.010.0060.0040.040.040.030.0250.050.040.040.050.040.040.10.060.050.040.10.060.050.040.0250.010.040.0250.010.250.120.10.060.250.180.12Revolution(min -1 )11,00010,00010,0009,0009,0008,50010,00010,0009,0009,0008,5008,0007,0006,00010,0009,0009,0008,5009,0008,5007,5009,0008,5007,5008,5008,0008,0007,5008,5008,0008,0007,5007,0007,0007,5007,0007,0007,2006,8006,8006,4005,7005,7005,400Feed rate(mm/min)2,0001,5001,3001,1001,0009001,6001,4001,2001,1001,0009007006001,5001,3001,2001,1001,8001,6001,4001,9001,7001,5002,3001,8001,5001,2002,4001,9001,6001,3001,2001,1001,4001,3001,2002,0001,5001,3001,2002,2002,0001,500Depth of cut(mm)0.050.040.030.0250.020.010.040.030.030.0250.020.010.0050.0030.030.030.0250.020.040.030.030.040.030.030.090.050.040.030.090.050.040.030.020.010.030.020.010.20.10.080.050.20.150.1Revolution(min -1 )8,8008,0008,0007,2007,2006,8008,0008,0007,2007,2006,8006,4005,6004,8008,0007,2007,2006,8007,2006,8006,0007,2006,8006,0006,8006,4006,4006,0006,8006,4006,4006,0005,6005,6006,0005,6005,6005,8005,4005,4005,1004,6004,6004,300Feed rate(mm/min)1,6001,2001,0008808007201,3001,1009608808007205604801,2001,0009608801,4001,3001,1001,5001,4001,2001,8001,4001,2009601,9001,5001,3001,0009608801,1001,0009601,6001,2001,0009601,8001,6001,200Depth of cut(mm)1) The above table shows depth of cut. Please control the pick feed (ae) according to machining circumstance. (1 2 times the above table isstandard. MAX Rx1.5 times)2) We recommend to use high accuracy type machine and holder as much as possible.3) Please reduce the cutting depth if chattering and noise are generated, and reduce the feed rate proportionately.0.030.030.020.020.0150.0070.030.0250.020.020.0150.0070.0030.0020.0250.020.020.0150.030.0250.020.030.0250.020.060.030.030.020.060.030.030.020.0150.0070.020.0150.0070.150.070.060.030.150.10.07<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>B231
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>End mill, Short cut length, 4/6 flutes, For hardened materialsCorner radius, Short cut length, 6 flute, For hardened materialsVFSDVFSDRBEnd mill, Medium cut length, 4/6 flute, For hardened materialsCorner radius, Medium cut length, 6 flute, For hardened materialsVFMDVFMDRBWorkmaterialAlloy steel, Hardened steel(55HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(5562HRC)X210Cr12, X20Cr13Hardened steel(6270HRC)S6-5-2Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cut(mm)123468101216202540,00040,00032,00024,00016,00012,0009,6008,0006,0004,8003,8001,2002,0003,8004,4005,8005,8005,8004,8003,6002,9002,3000.050.10.20.20.30.40.50.60.81.01.040,00024,00016,00012,0008,0006,0004,8004,0003,0002,4001,9008001,0001,9002,2002,9002,9002,9002,4001,8001,4001,1000.030.050.10.10.20.20.30.30.50.50.532,00016,00011,0008,0005,3004,0003,2002,7002,0001,6001,3005006001,2001,3001,8001,8001,8001,5001,1008807200.020.050.050.050.10.10.20.20.30.30.3Depth ofcutPlease refer to the list abovefor depth of cut.< 1.5D < 1.0DPlease refer to the list abovefor depth of cut.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEySlot milling with small diameter toolsWorkmaterialAlloy steel, Hardened steel(55HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(5562HRC)X210Cr12, S6-5-2D:Dia.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR IMPACT MIRACLE <strong>END</strong> <strong>MILLS</strong>Dia.(mm)12Depth ofcutRevolution(min -1 )15,0008,000Feed rate(mm/min)300320Depth of cut(mm)0.10.2DRevolution(min -1 )9,5004,800Feed rate(mm/min)110190Please refer to the list abovefor depth of cut.Depth of cut(mm)1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately.2) Climb cutting is recommended for side milling.3) Air blow is recommended to disperse chips efficiently.0.050.1D:Dia.B232
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2SSEnd mill, Extra short cut length, 2 flutey SlottingWorkmaterialCarbon steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)0.30.511.523456810121640,00040,00030,00020,00015,00010,0007,5006,0005,0004,0003,2002,7002,0001903807209601,1001,15090072060052045041034040,00040,00020,00014,00010,0007,0005,2004,2003,5002,8002,2001,9001,40019038048067072080062050042035029026021040,00030,00015,00010,0008,0005,0004,0003,2002,7002,0001,6001,3001,00010014018019020021020016014012011010090DDepth ofcut< 0.1D (D & 2)D:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>1) When side milling with a &4 or larger cutter it is possible to increase the feed rate by 20%.2) When using a reduced speed, the revolution and feed rate must be reduced proportionately.3) Non-water-soluble cutting fluid is recommended when cutting hardened steels.CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B233
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2MSEnd mill, Medium cut length, 2 fluteWorkmaterialAluminium alloyExcept soft aluminium alloysCarbon steel, Alloy steel, Tool steelPre-hardened steel(45HRC)Ck55, 070M55Alloy steel, Tool steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)0.30.511.522.5345681012162040,00040,00040,00040,00030,00024,00020,00015,00012,00010,0008,0006,4005,4004,8003,8007001,1002,4003,6003,6003,1202,8002,4001,9001,7001,2001,1009806705400.020.030.120.240.360.500.600.801.001.201.602.002.00
VC2JSEnd mill, Semi long cut length, 2 fluteVC2JRBCorner radius, Semi long cut length, 2 fluteWorkmaterialCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steel(30 45HRC)070M55, W.Nr. 1.2344(H13)Pre-hardened steelAustenitic stainless steelX5CrNi1810, X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)1234568101216202511,0006,0004,2003,4002,9002,5001,9001,6001,3001,00080065045556580100120130130100806550(45)(55)(65)(40)(50)(60)(65)(65)(50)(40)(30)(25)9,0004,8003,4002,7002,3002,0001,5001,3001,100820650520354555658010010010090655040(35)(45)(55)(30)(40)(50)(50)(50)(45)(30)(25)(20)6,500 (6,500)3,500 (3,500)2,600 (2,600)2,100 (1,600)1,800 (1,350)1,500 (1,100)1,200 (900)950 (710)800 (600)600 (450)480 (360)380 (280)203040506075857560454030(20)(30)(40)(20)(25)(30)(35)(30)(25)(20)(15)(12)5,7003,0002,1001,7001,5001,3001,000800670500400320202530354050505040302520(15)(15)(20)(20)(20)(25)(25)(25)(20)(15)(13)(10)< 0.05D (MAX. 0.5mm)< 0.02D (MAX. 0.3mm)< 2.5D< 2DDepth ofcut( ) : Indicates standard revolution and feed rates for slotting.D < 0.05D (D= & 1)< 0.1D ( & 1< D < & 2)< 0.15D ( & 2< D < & 3)< 0.3D (D> & 3)(MAX. 3mm)D< 0.05D(MAX. 0.5mm)1) Please use VC4JC or VC4JRB for workpiece of 55 60HRC.2) When cutting austenitic stainless steels and heatproof alloys, the use of non-water-soluble cutting fluid is especially effective.3) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and thefeed rate proportionately.4) When drilling, please lower the feed rate by 70%.D:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B235
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2XLEnd mill, Short cut length, 2 flute, For rib processingWork materialCarbon steel Ck55Pre-hardened steel 070M55<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>Dia.(mm)0.50.60.70.80.911.21.41.51.61.822.53Neck length(mm)2626264861068126812610166101620610162061016206101620816208162025Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00035,00040,00040,00030,00040,00040,00025,00040,00032,00022,00040,00030,00020,00016,00040,00030,00020,00016,00040,00030,00020,00016,00040,00030,00020,00016,00030,00021,00012,00030,00021,00012,00010,000Feed rate(mm/min)8007001,0008001,0009001,2001,0001,3001,0001,6001,6001,0001,9001,9001,0002,2001,8001,0002,4001,8001,0008002,4001,8001,0008002,4001,8001,0008002,4001,8001,0008003,0002,1001,0003,0002,1001,000800Depth of cut per pass ap(mm)0.010.0050.010.0050.020.010.030.020.040.030.060.040.020.080.060.030.10.050.020.120.050.020.010.120.050.020.010.150.10.050.030.180.150.080.050.250.150.10.30.20.150.11) When using a reduced speed, the revolution and feed rate must be reduced proportionately.B236
VC4MCEnd mill, Medium cut length, 4 fluteVC4SRBCorner radius, Short cut length, 4 fluteWorkmaterialAluminium alloyExcept soft aluminium alloysCarbon steel, Alloy steel, Tool steelPre-hardened steel(45HRC)Ck55, 070M55Alloy steel, Tool steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13Dia.(mm)22.53456810121620Revolution(min -1 )30,00024,00020,00015,00012,00010,0008,0006,4005,4004,8003,800Feed rate(mm/min)5,4004,7004,2003,6002,9002,6001,8001,7001,5001,000800Depth of cutap (mm)0.360.500.600.801.001.201.602.002.00
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4JCEnd mill, Semi long cut length, 4 fluteVC4JRBCorner radius, 4 flute, Semi long cut lengthWorkmaterialCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Hardened steel(55 60HRC)X210Cr12Heat resistant alloyDia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)3456810121620254,2003,4002,9002,5001,9001,6001,3001,000800650110140170200220220170140110853,4002,7002,3002,0001,5001,3001,1008206505209511014017017017015011085702,6002,1001,8001,5001,20095080060048038070851001301501301008070502,1001,7001,5001,3001,000800670500400320506070858585705040351,8001,4001,2001,10080065053040032025030354050505040302520< 0.05D (MAX. 0.5mm)< 2.5D< 0.02D (MAX. 0.3mm)< 2DDepth ofcutDD<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>< 0.3D(MAX. 3mm)< 0.05D(MAX. 0.5mm)D:Dia.1) The above table shows cutting conditions for side milling. For slotting, please reduce the feed rate only to 50% of the table figure.Please set the revolution rate at 60% and the feed rate at 40% when slotting austenitic stainless steels.2) When cutting austenitic stainless steels and heat resistant alloys, the use of non-water-soluble cutting fluid is especially effective.3) If the rigidity of the machine or the material installation is very low, or chattering is generated, please reduce the revolution and the feedrate of the above table proportionately.4) When drilling, please lower the feed rate by 70%.B238
Ball nose, Short cut length, 2 fluteBall nose, Extra short cut length, 2 fluteVC2SBVC2SSBBall nose, Extra short cut length, 2 fluteVC2ESBWorkmaterialAlloy steel, Tool steel, Pre-hardened steel, Hardened steel(55HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(5562HRC)X210Cr12, S6-5-2R(mm)R 0.2R 0.3R 0.4R 0.5R 0.75R 1R 1.5R 2R 2.5R 3R 4R 5R 6Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00032,00025,00021,00016,00013,0009,000% 15° % 15°Feed rate(mm/min)1,0001,2001,6002,4002,5002,4002,2001,9001,7001,6001,200960720Depth of cutap (mm)0.0150.030.040.050.080.100.120.130.150.200.200.200.30Depth ofcut
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2PSBPBall nose end mill, Short cut length, 2 flute, Ultra high precisionVC2PSBBall nose, Short cut length, 2 flute, Ultra high precisionWorkmaterialAlloy steel, Tool steel, Pre-hardened steel( 45HRC)W.Nr. 1.2344(H13), X210Cr12Hardened steel(45 55HRC)W.Nr. 1.2344(H13)<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>R(mm)R0.05R0.1R0.15R0.2R0.25R0.3R0.35R0.4R0.45R0.5R0.75R1R1.5R2R2.5R3R4R5R6Depth ofcutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00035,00030,00025,00023,00020,00015,00012,00010,000% < 15° %>15°Feed rate(mm/min)2006009001,0001,5002,0002,8002,8003,2003,2003,6003,5003,4003,4003,4003,4003,0003,0002,600Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00038,00035,00030,00025,00023,00020,00017,00015,00012,50010,0008,300Feed rate(mm/min)4006007001,0001,5002,1002,1002,2002,2002,3002,2002,2002,2002,2002,2002,0002,0001,800< 0.1RRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00038,00035,00032,00028,00024,00020,00018,00016,00010,0008,0006,600%< 15° %>15°Feed rate(mm/min)1706009001,0001,5002,0002,8002,8003,0003,0003,0002,8002,6002,6002,6002,6002,0002,0001,700< 0.06RRevolution(min -1 )40,00040,00040,00040,00040,00037,00035,00032,00030,00025,00020,00016,00014,00012,00010,0007,5006,0005,000Feed rate(mm/min)4006007001,0001,5001,8001,8001,8001,8001,8001,7001,5001,5001,5001,4001,2001,2001,100R:Radius1) % is the inclination of machining surface.2) Please use VF2SB for workpieces of 55HRC or above.3) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately. When high machining accuracy is needed, we recommend lowering the feed rate.4) Cutting conditions may differ considerably due to the overhang (milling depth and neck length), depth of cut, and machine tool condition.Please use the above table as a standard starting point.5) If the depth of cut is shallow, the revolution and feed rate can be increased.6) When using the smallest diameters, we recommended using mist coolant.%B240
Ball nose, Medium cut length, 2 fluteBall nose, Medium cut length, 2 flute, with through coolantVC2MBVC2MBOHBall nose, Medium cut length, 2 flute, Strong geometry type, Relieved neckVC2MDBWorkmaterialAlloy steel, Tool steel, Pre-hardened steel(45HRC)070M55, W.Nr. 1.2344(H13), X210Cr12Hardened steel(4555HRC)W.Nr. 1.2344(H13)R(mm)R 0.5R 0.75R 1R 1.5R 2R 2.5R 3R 4R 5R 6Revolution(min -1 )40,00040,00040,00040,00032,00025,00021,00016,00013,0009,000% 15° % 15°Feed rate(mm/min)3,0003,2003,5003,4002,7002,3002,0001,5001,2001,000Depth of cutap (mm)0.060.090.110.130.150.200.250.300.500.50Depth ofcut
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>Ball nose, Medium cut length, 2 fluteBall nose, Medium cut length, 2 flute, with through coolantVC2MBVC2MBOHyUsing general machining centre or NC milling machine.Ball nose, Medium cut length, 2 flute, Strong geometry type, Relieved neckVC2MDBRoughing (Depth of cut < 0.8R)WorkmaterialCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)R(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)R 0.5R 1R 2R 3R 4R 5R 6R 8R10R12.58,8005,8004,2003,2002,5002,1001,5001,2009501502803403603403002101701307,0004,4003,1002,4001,9001,6001,200960770110230240280260220170130110<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B242
VC2XZBBall nose, Medium cut length, 2 flute, Extra long shank, Taper neckVC2LZBBall nose, Medium cut length, 2 flute, Extra long shankWorkmaterialCarbon steel, Alloy steel( 30HRC)DIN Ck55BS 070M55Alloy steel, Tool steel, Pre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Hardened steel(45 55HRC)W.Nr. 1.2344(H13)R(mm)Revolution(min -1 )% < 15° %>15° %< 15° %>15° %< 15° %>15°Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)R 2R 3R 4R 5R 6R 8R108,3005,5004,1003,3002,7502,0501,6501,0501,0501,0509909308708305,8003,9002,9002,3001,9001,4001,2007407407406906506105805,6503,7502,8002,2501,9001,4001,1505904703903803803603604,0002,6002,0001,6001,3001,0008004103302702702702502503,1002,1001,5501,2501,050800630160130110100110100952,2001,5001,100880740560440110908070807070Depth ofcut< 1.0RVC2XZB 0.2R
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2XLBBall nose, 2 flute, Long neckVC2XLB6Ball nose, 2 flute, Long neck (6mm Shank series)Work materialAlloy steel, Tool steel, Pre-hardened steel(45HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(4555HRC)W.Nr. 1.2344(H13), X20Cr13<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>R(mm)R0.3R0.4R0.5R0.6R0.75R1R1.5R 2R2.5R3Depth of cutNeck length(mm)66868128128121610121620816, 208, 1216, 2020, 2530Revolution(min -1 )40,00040,00040,00040,00040,00033,00040,00025,00040,00035,00020,00040,00040,00030,00020,00040,00030,00032,00032,00025,00021,000Feed rate(mm/min)1,0003,0001,6005,6004,0001,0008,0001,6009,6006,0002,0006,4005,0003,5002,00012,0006,00011,0008,0007,0007,800Depth of cut per passap (mm)0.0080.020.010.030.020.0150.050.030.070.040.030.080.080.050.040.150.100.200.150.200.20
VCXBBall nose, 2 flute, Taper neckWork materialAlloy steel, Tool steel, Pre-hardened steel( 45HRC)W.Nr. 1.2344(H13), X210Cr12Hardened steel(45 55HRC)W.Nr. 1.2344(H13)R(mm)R0.5R1R2R3R4R5R6Taper angleone side1°1°1°1°30'3°5°1°1°1°1°30'3°5°1°1°1°1°30'3°1°1°1°1°30'3°1°30'3°1°1°1°30'3°1°1°1°30'3°Depth of cutNeck length(mm)162126234223213141234123364660492851659253345536701005940701008363ap(mm)0.020.010.010.020.050.050.050.040.030.10.10.10.20.150.10.20.20.30.20.10.30.30.40.40.40.30.50.50.60.40.60.6Depth of cutae(mm)0.10.20.81.21.622.4Revolution(min -1 )22,00018,00014,00010,0008,0006,0005,000aeFeed rate(mm/min)530570670840840840900apRevolution(min -1 )12,00010,0001) Please reduce the cutting depth (especially ap) if chattering and noise are generated, and reduce the feed rate proportionately.2) When high machining accuracy is needed, we recommend reducing the feed rate.3) If the cutting depth is shallow, the revolution and feed rate can be increased.6,0005,0004,0003,0002,500Feed rate(mm/min)230260200220270310340<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B245
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC3MBBall nose end mill, Medium cut length, 3 flutey RoughingWorkmaterialR(mm)R1R2R3R4R5R6R8R10Depth ofcutAlloy steel, Tool steel, Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13), X210Cr12 etc.Revolution(min -1 )32,00018,50013,00010,0008,0006,6005,0004,000%< 15° %>15°Feed rate(mm/min)3,0003,7004,0005,0005,0004,6004,0003,600Revolution(min -1 )25,00014,50010,0008,0006,5005,3004,0003,200Feed rate(mm/min)1,1701,4601,5002,0002,0001,8001,6001,440< 0.5RRevolution(min -1 )18,00011,0007,7006,0004,8004,0003,0002,400Hardened steel(45 55HRC)W.Nr. 1.2344(H13)%< 15° %>15°Feed rate(mm/min)1,4401,7601,9202,3002,2002,1001,7001,400Revolution(min -1 )16,0009,2006,4004,8003,8003,2002,4001,900< 0.2RFeed rate(mm/min)640740800920870840680550R:Radius%<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>y FinishingWorkmaterialR(mm)R1R2R3R4R5R6R8R10Depth ofcutAlloy steel, Tool steel, Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13), X210Cr12 etc.Revolution(min -1 )32,00025,50020,00015,00012,00010,0007,5006,000%< 15° %>15°Feed rate(mm/min)3,2005,0006,1007,5007,5007,0006,0005,400Revolution(min -1 )32,00020,00015,00011,0009,0007,5005,6004,500Feed rate(mm/min)1,5002,0002,2002,7002,7002,5002,2002,000< 0.1RRevolution(min -1 )25,00017,00013,00010,0008,0006,6005,0004,000Hardened steel(45 55HRC)W.Nr. 1.2344(H13)%< 15° %>15°Feed rate(mm/min)2,0002,7003,2003,8003,7003,5002,8002,300Revolution(min -1 )20,00013,00010,0007,5006,0005,0003,7003,000< 0.06RFeed rate(mm/min)8001,0001,2001,4001,4001,3001,000900R:Radius1) % is the inclination of the machinedsurface.2) Please use VF2SB or VC4MB forworkpiece of 55HRC or above.3) If the rigidity of the machine or theworkpiece installation is very low, orchattering and noise are generated,please reduce the revolution and thefeed rate proportionately.4) When machining accuracy is important,reducing the feed rate isrecommended.Especially for finishing, lower the feedrates and/or pick feeds according tothe required accuracy.5) Cutting conditions may beconsiderably different due to theoverhang (milling depth), depth of cut,and machine tools. Please see theabove table as a standard.6) If the depth of cut is shallow, therevolution and feed rate can beincreased.B246
VC4MBBall nose, Medium cut length, 4 fluteWorkmaterialAlloy steel, Tool steel, Pre-hardened steel, Hardened steel(55HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(5562HRC)X210Cr12, S6-5-2R(mm)R 0.5R 0.75R 1R 1.5R 2R 2.5R 3R 4R 5R 6Revolution(min -1 )40,00040,00040,00040,00032,00025,00021,00016,00013,0009,000% 15°Feed rate(mm/min)3,8004,8005,6005,6004,7003,8003,4002,6002,2001,700Depth of cutap (mm)0.060.090.110.130.150.200.250.300.500.50Revolution(min -1 )40,00040,00040,00032,00024,00019,00016,00012,00010,0007,000% 15°Feed rate(mm/min)3,1004,2003,1002,9002,5002,2002,0001,6001,300940Depth of cutap (mm)0.050.080.100.120.130.150.200.200.200.30Depth ofcut15° % < 15° %>15°Feed rate(mm/min)6,1004,8003,900Revolution(min -1 )7,0005,3004,200Feed rate(mm/min)4,3003,4002,700< 0.4RRevolution(min -1 )6,6005,0004,000Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Feed rate(mm/min)4,1003,3002,600< 0.2RRevolution(min -1 )4,6003,5002,800Feed rate(mm/min)2,9002,3001,800Revolution(min -1 )4,1003,1002,500Hardened steel(55 60HRC)W.Nr. 1.2344(H13)Feed rate(mm/min)1,5001,2001,100< 0.4RRevolution(min -1 )2,9002,2001,800Feed rate(mm/min)1,100800800< 0.1R(MAX.0.5mm)R:Radius1) % is the inclination of machining surface.2) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise is generated, please reduce the revolution andthe feed rate proportionately. When high machining accuracy is needed, we recommend lowering feed rate.3) Cutting conditions may be considerably different due to the tool overhang , depth of cut, and machine tool conditions.Please use the above table as a reference starting point.4) If the depth of cut is shallow, the revolution and feed rate can be increased.5) Use a rigid machine and work clamping method.6) High pressure coolant and air blow are recommended to dispose of chips efficiently.%<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B247
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VCPSRBCorner radius, Short cut length, 2 4 flute, High precision typeWork materialAlloy steel, Tool steel,Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Hardened steel(55 62HRC)X210Cr12, S6-5-2 etc.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>Dia.(mm)0.60.811.21.522.5345681012Depth of cutNeck length(mm)2446846106101546106101581510152012203015301841502450305036Revolution(min -1 )48,00048,00048,00038,00029,00048,00038,00029,00048,00038,00029,00041,00032,00024,00036,00029,00022,00033,00020,00030,00024,00018,00026,00020,00015,00020,00012,00020,00015,00010,00015,00010,00012,00010,00010,000
yTaper neck typeWork materialAlloy steel, Tool steel,Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Hardened steel(55 62HRC)X210Cr12, S6-5-2 etc.Dia.(mm)1.522.5345681012Taper angleone side(°)1.51.51.51.51.51.51.51.51.51.5111111Depth of cutNeck length(mm)6101015122015202030406040535570Revolution(min -1 )36,00028,00032,00025,00026,00020,00027,00021,00023,00018,00010,0007,00020,00015,00012,00010,000
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VCHFRBCorner radius, Short flute length, High feed machiningWork materialCarbon steel, Alloy steel, Cast iron( 30HRC)Ck55, 41CrMoAlloy steel, Tool steel, Pre-hardened steel(30 45HRC)W.Nr. 1.2344(H13), X210Cr12Dia.(mm)R(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutae (mm)Depth of cutap (mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutae (mm)Depth of cutap (mm)234567891011121316R 0.5R 0.75R 1R 1.2R 1.5R 1.5R 2R 2R 2R 2R 3R 3R 333,00022,00017,00013,00011,0009,4008,2007,3006,5006,0005,5005,0004,10010,00011,00012,00013,00013,00013,00013,00013,00013,00012,00012,00012,00010,0000.81.21.52.02.53.03.04.04.55.54.55.57.50.080.120.150.200.250.250.300.300.300.300.450.450.45ae27,00018,00014,00011,0009,0007,8007,0006,0005,5005,0004,6004,2003,4008,4009,0009,50011,00011,00011,00011,00011,00011,00010,00010,00010,0008,8000.81.21.52.02.53.03.04.04.55.54.55.57.50.050.080.120.150.150.150.200.200.200.200.300.300.30Depth of cutap<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>Work materialDia.(mm)234567891011121316R(mm)R 0.5R 0.75R 1R 1.2R 1.5R 1.5R 2R 2R 2R 2R 3R 3R 3Depth of cut24,00016,00012,0009,6008,0006,9006,0005,3004,8004,5004,1003,7003,000100%90%80%100%90%80%7,5008,5008,8009,5009,6009,6009,6009,5009,5009,0009,0008,9007,800100%80%70%100%80%70%100%80%70%100%80%70%0.81.21.52.02.53.03.04.04.55.54.55.57.5yCoefficients respective of tool overhangType Overhang Revolution Feed rateStraightTaper neckL/D 10Revolution(min -1 )Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Feed rate(mm/min)Depth of cutae (mm)Depth of cutapDepth of cutap (mm)0.040.060.080.100.100.100.150.150.150.150.250.250.25aeRevolution(min -1 )16,00011,0008,0006,4005,3004,6004,0003,8003,2002,9002,7002,5002,000apHardened steel(55 60HRC)X210Cr12, S6-5-2 etc.Feed rate(mm/min)3,0003,3003,5003,8003,8003,8003,8003,8003,8003,5003,5003,5003,200Depth of cutae (mm)0.81.21.52.02.53.03.04.04.55.54.55.57.5Depth of cutap (mm)0.030.050.070.080.100.100.130.130.130.130.200.200.201) The above table shows cutting conditions when machining with the cornerradius cutting edge.2) This table shows the cutting conditions with less than 5D overhang length.In the case of longer overhangs, the revolution and the feed rate should bereduced proportionately.3) For profile machining such as moulds, machining conditions may differconsiderably depending on the workpiece geometry, machining methodsand depth of cut. Reduce the feed rate especially when machining thecorner sections of a workpiece.4) When machining inclinations in the Z direction, set the inclination angle at2° and reduce the feed rate by 50%.5) Air blow or oil mist is recommended for good chip evacuation.B250
VCMDEnd mill, Medium cut length, 6 flute, For hardened materialsVCMDSCEnd mill, Medium cut length, 4 6 flute, For hardened materialsWorkmaterialAlloy steel, Tool steel,Pre-hardened steel, Hardened steel(55HRC)070M55, W.Nr. 1.2344(H13)Hardened steel(5562HRC)X210Cr12, S6-5-2Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)Revolution(min -1 )Feed rate(mm/min)Depth of cutap (mm)0.511.5234568101216202540,00040,00040,00040,00034,00026,00022,00020,00015,00012,00010,0006,0004,8003,8002,0003,0005,0005,6005,6005,6006,2007,2007,2007,1006,0003,6002,9002,3000.030.050.080.100.150.20.250.30.40.50.60.60.60.6
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VCLDEnd mill, Long cut length, 6 flute, Long shank, For hardened materialsWorkmaterialAlloy steel, Tool steelPre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Hardened steel(55 60HRC)X210Cr12, S6-5-2 etc.Hardened steel(60 65HRC)X210Cr12, S6-5-2 etc.Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)6810121620252,1001,6001,3001,1008006405104504304203803102702301,6001,2009608006004803803303102902602201901601,3001,0008006605004003202402302202001601401201,10080064053040032026019017015014012011090< 0.01D< 0.005DDepth ofcut3D4D3D4D<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>D:Dia.1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately.2) Climb cutting is recommended.3) Please reduce the depth of cut or feed rate when accuracy of the machined surface is important.4) We recommend that you set the depth of cut as small as possible and divide the machining into several passes if the deflection is large.VCMDLEnd mill, Medium cut length, 6 flute, For hardened materials, Long shankWorkmaterialDia.(mm)345681012162025Depth ofcutAlloy steel, Tool steelPre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Revolution(min -1 )8,5006,4005,1004,2003,2002,5002,1001,6001,3001,000Feed rate(mm/min)< 0.03D< 1D7009009001,1001,000900870750670540Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Revolution(min -1 )6,9005,2004,1003,4002,6002,1001,7001,3001,000830< 0.02D< 1DFeed rate(mm/min)600700700800800630660570490420Hardened steel(55 60HRC)X210Cr12, S6-5-2 etc.Revolution(min -1 )5,8004,4003,5002,9002,2001,8001,5001,090880700< 0.015D< 1DFeed rate(mm/min)500600600720680540590480430360Hardened steel(60 65HRC)X210Cr12, S6-5-2 etc.Revolution(min -1 )5,3004,0003,2002,7002,0001,6001,300990800640< 0.01D< 1DFeed rate(mm/min)1) The above table shows cutting conditions of approx. 5×d (d: shank length) depth.2) If the overhang is shortened, the depth of cut, revolution and feed rate can be increased.3) If using an end mill with a long overhang or the rigidity of the machine or the workpiece installation is very low, or chattering and noise aregenerated, please lessen the depth of cut and reduce the revolution and the feed rate proportionately.4) Climb cutting, air blow and mist oil is recommended.400500600670620480510440390330D:Dia.B252
VCMHDRBCorner radius, Medium cut length, 4 flute, For difficult to cut materialsy Side millingWorkmaterialStructural steelCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Titanium alloyTi-6Al-4VHardened steel(45 55HRC)W.Nr. 1.2344(H13)Heat resistant alloyInconel etc.Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)234568101216202515,00011,0008,0006,4005,9004,4003,5002,9002,2001,8001,4005508009001,0001,1001,1001,0001,00080075060010,0007,4005,6004,5003,7002,8002,3001,9001,4001,10090034050054060064066064064050046040010,0007,4005,6004,5003,7002,8002,3001,9001,4001,1009003204805205806006005605304504403806,4004,8003,6002,9002,4001,8001,4001,2009007205701602502703003203303203202502302004,8004,0003,2002,6002,1001,6001,3001,100800640510100170240240230220200170130100800.2D0.1D0.05DDepth ofcut1.5D1.5D1.5DD:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>y SlottingWorkmaterialDia.(mm)2345681012162025Depth ofcutStructural steelCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )12,0009,0007,2005,8005,0003,7003,0002,5002,0001,6001,300Feed rate(mm/min)4006007207208008007207206005404801DAlloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Revolution(min -1 )7,0005,3004,0003,2002,7002,0001,6001,3001,0008006401D (MAX. 12mm)Feed rate(mm/min)200300360360400400360360280250220Austenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )7,0005,3004,0003,2002,7002,0001,6001,3001,0008006401) When cutting austenitic stainless steels, the use of water-soluble cutting fluid is effective.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and feed rateproportionately, or set the depth of cut smaller.4) Climb cutting is recommended for side milling.1DFeed rate(mm/min)1001501801802002001801801501301200.5DHardened steel(45 55HRC)W.Nr. 1.2344(H13)Revolution(min -1 )4,2003,2002,4001,9001,6001,200960800600480380Feed rate(mm/min)801301401501601701601601301201001DHeat resistant alloyInconel etc.Revolution(min -1 )2,3001,9001,4001,1009507205704803602902300.2DFeed rate(mm/min)4070959595908070504035D:Dia.CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B253
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VCMHEnd mill, Medium cut length, 3 flute, High helixWorkmaterialStructural steelCarbon steel, Alloy steel( 45HRC)Ck55, 070M55Stainless steelX5CrNi1810, X5CrNiMo17122Titanium alloyHardened steel(45 55HRC)W.Nr. 1.2344(H13)Heat resistant alloyInconelDia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)345681012161820255,3004,4003,6003,2002,4001,9001,6001,2001,100960760130220260280300290250180170190150< 0.2D4,4003,7003,0002,7002,0001,6001,3001,0009008006401001601902002102101701301201401102,4002,0001,7001,5001,20096080060053048038050801001001101159570657560< 0.05D1,5001,3001,1001,0008006405304003503202602540505045454030252520< 1.5D< 1D<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>Depth ofcutD< 0.5D (D < & 18)< 0.3D (D> & 18)D< 0.05DCARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>1) The above table shows cutting conditions for side milling. For slotting, please set the revolution at 80 100% and the feed rate at 60 80%of the table figure. Please set the revolution rate at 60% and the feed rate at 40% when slotting austenitic stainless steels.2) The revolution and the feed rate can be further raised in cases of a small depth of cut when side milling.3) Non-water-soluble cutting fluid is recommended when cutting stainless steels or heat resistant alloys.4) Climb cutting is recommended for side milling.D:Dia.B254
VC6MHEnd mill, Medium cut length, 6 flute, High helix angleVC8MHEnd mill, Medium cut length, 8 flute, High helix angleWorkmaterialStructural steelCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Titanium alloyTi-6Al-4VHeat resistant alloyInconelDia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)68101216202510,6008,0006,4005,3004,0003,2002,5002,9002,9002,7002,7002,2001,9001,6008,0006,0004,8004,0003,0002,4001,9002,0002,0002,0002,0001,6001,4001,2004,2003,2002,5002,1001,6001,3001,0009009008708307407105602,1001,6001,3001,100800640510320300260230180150120< 0.1D< 0.05DDepth ofcut< 1D< 1D1) For VC8MH, increase the feed rates above by 20%.2) When cutting austenitic stainless steels, the use of water-soluble cutting fluid is effective.3) If the depth of cut is shallow, the revolution and feed rate can be increased.4) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and feed rateproportionately, or set the depth of cut smaller.5) Climb cutting is recommended for side milling.D:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B255
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VCSFPRRoughing type, Short cut length, 3 4 flutey Side millingWorkmaterialDia.(mm)Structural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )Feed rate(mm/min)Alloy steel, Tool steelPre-hardened steel(3045HRC)W.Nr. 1.2344(H13),070M55Revolution(min -1 )Feed rate(mm/min)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )Feed rate(mm/min)Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Revolution(min -1 )Feed rate(mm/min)Heat resistant alloyInconelRevolution(min -1 )Feed rate(mm/min)345681012162016,00012,0009,5008,0006,0004,8004,0003,0002,4009609609609601,0501,05096084076013,0009,5007,6006,4004,8003,8003,2002,4001,9006406406406807607607006205606,4004,8003,8003,2002,4001,9001,6001,2001,0002602602602903403403203003005,3004,0003,2002,7002,0001,6001,3001,0008001001001001101401501501501404,2003,2002,5002,1001,6001,3001,1008006007070707595105110110100< 0.5D< 0.3DDepth ofcut< 1.5D< 1D<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>y SlottingWorkmaterialDia.(mm)3456810121620Depth ofcutStructural steelCarbon steel, Alloy steel(30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )13,0009,5007,6006,4004,8003,8003,2002,4001,900Feed rate(mm/min)720720720720800800750620540Alloy steel, Tool steelPre-hardened steel(3045HRC)W.Nr. 1.2344(H13),070M55Revolution(min -1 )11,0008,0006,4005,3004,0003,2002,7002,0001,600DFeed rate(mm/min)480480480480520520520450400< 1DAustenitic stainless steelX5CrNi1810X5CrNiMo17122Revolution(min -1 )4,8003,6003,2002,7002,0001,6001,3001,000800Feed rate(mm/min)190190190200220220210180160Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Revolution(min -1 )3,2002,4001,9001,6001,2001,000800600500Feed rate(mm/min)D5050505570707575702,1001,6001,3001,100800600500400300< 0.5DHeat resistant alloyInconelRevolution(min -1 )D:Dia.1) When cutting austenitic stainless steels, the use of water-soluble cutting fluid is effective.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and feed rateproportionately, or set the depth of cut smaller.4) Climb cutting is recommended for side milling.252525303535404540D:Dia.Feed rate(mm/min)B256
VC2MTTaper end mill, 2 flute, Medium cut lengthy SlottingWorkmaterialCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13), X210Cr12Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Small milldia.(mm)11.522.5Revolution(min -1 )16,00010,0008,0006,500Feed rate(mm/min)400400400400Depth of cut(mm)0.030.060.080.12Revolution(min -1 )12,0007,5006,0005,000Feed rate(mm/min)300300300300Depth of cut(mm)0.030.060.080.12Revolution(min -1 )10,0006,5005,0004,000Feed rate(mm/min)100100100100Depth of cut(mm)0.020.040.060.101) A high-speed spindle is recommended. When using a reduced speed, the revolution and feed rate must be reduced proportionately.2) Non-water-soluble cutting fluid is recommended.VC4MTTaper end mill, Medium cut length, 4 flutey Side millingWorkmaterialSmall milldia.(mm)3456810Depth ofcutCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Cast iron GG25Revolution(min -1 )4,2003,4002,9002,5001,9001,600Feed rate(mm/min)110135170200220220Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)X210Cr12Revolution(min -1 )3,4002,7002,3002,0001,5001,300Feed rate(mm/min)95110135170170170< 0.05D< 2.5DHardened steel(45 55HRC)W.Nr. 1.2344(H13)Revolution(min -1 )2,3001,8001,5001,3001,000800Feed rate(mm/min)1) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately.607080100100100D:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B257
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC4STBBall nose taper end mill, Short cut length, 4 flute<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>R(mm)R 0.3R 0.4R 0.5R 0.75R 1R 1.25R 1.5R 1.75Work materialTaper angleone side( °)1.525101.51.5257101.51.51.522255577710251.51.51.522255571051.51.53555Depth of cutNeck length(mm)5551510151010101510152010152010152010152014101510152061015101523171215152015101815Alloy steel, Tool steel, Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00038,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00032,00032,00032,00032,00032,00027,500Feed rate(mm/min)1,6001,6001,6001,6002,0002,0002,0002,0002,0002,0002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,5002,8002,8002,8002,8002,8002,8002,8002,8002,8002,8002,8002,8003,0003,0003,0003,0003,0003,500Depth of cutap(mm)0.080.080.080.050.070.050.070.070.070.060.110.090.060.110.090.060.120.090.080.120.110.080.110.180.160.180.160.140.200.180.160.180.180.140.160.180.230.230.230.230.250.230.23Depth of cutae(mm)0.120.120.120.080.110.080.110.110.110.090.160.140.090.160.140.090.180.140.110.180.160.110.160.270.240.270.240.210.300.270.240.270.270.210.240.270.340.340.340.340.380.340.34Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00035,00030,00030,00030,00030,00030,00030,00030,00030,00030,00030,00030,00030,00027,00027,00027,00027,00027,00023,000Feed rate(mm/min)1,2001,2001,2001,2001,5001,5001,5001,5001,5001,5001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,6001,8001,8001,8001,8001,8001,8001,8001,8001,8001,8001,8001,8002,0002,0002,0002,0002,0002,500aeDepth of cutap(mm)0.060.060.060.040.060.040.060.060.060.050.080.070.050.080.070.050.100.070.060.100.080.060.080.140.130.140.130.110.160.140.130.140.140.110.130.140.180.180.180.180.200.180.18Depth of cutae(mm)0.100.100.100.060.080.060.080.080.080.070.130.110.070.130.110.070.140.110.090.140.130.090.130.220.190.220.190.170.240.220.190.220.220.170.190.220.270.270.270.270.300.270.27apRevolution(min -1 )40,00040,00040,00040,00030,00030,00030,00030,00030,00030,00025,00025,00025,00025,00025,00025,00025,00025,00025,00025,00025,00025,00025,00018,00018,00015,00015,00015,00015,00015,00015,00015,00015,00015,00015,00015,00015,00016,00016,00016,00016,00016,00014,000Hardened steel(55 62HRC)X210Cr12, S6-5-2 etc.Feed rate(mm/min)7007007007007008008008008008008008008008008008008008008008008008008008008001,0001,0001,0001,0001,0001,0001,0001,0001,0001,0001,0001,0001,2001,2001,2001,2001,2001,500Depth of cutap(mm)0.040.040.040.030.040.030.040.040.040.030.050.050.030.050.050.030.060.050.040.060.050.040.050.090.080.090.080.070.100.090.080.090.090.070.080.090.110.110.110.110.130.110.11Depth of cutae(mm)0.060.060.060.040.050.040.050.050.050.050.080.070.050.080.070.050.090.070.060.090.080.060.080.140.120.140.120.110.150.140.120.140.140.110.120.140.170.170.170.170.190.170.171) The above standard cutting conditions are applicable for a high-speed machining centre only. If a high-speed machining centre is not used,the revolution and feed rate should be adjusted proportionately.B258
R(mm)R 2R 3R 4Work materialTaper angleone side( °)1.51.53571.51.531.53Depth of cutNeck length(mm)15202113181520221522Alloy steel, Tool steel, Pre-hardened steel( 45HRC)070M55, W.Nr. 1.2344(H13)X210Cr12 etc.Revolution(min -1 )24,00024,00024,00024,00024,00016,00016,00016,00012,00012,000Feed rate(mm/min)3,5003,5003,5003,5003,5003,5003,5003,5003,5003,500Depth of cutap(mm)0.230.230.230.250.230.300.300.300.300.30Depth of cutae(mm)0.340.340.340.380.340.450.450.450.450.45Hardened steel(45 55HRC)W.Nr. 1.2344(H13), X210Cr12X20Cr13 etc.Revolution(min -1 )20,00020,00020,00020,00020,00013,50013,50013,50010,00010,000Feed rate(mm/min)2,5002,5002,5002,5002,5002,5002,5002,5002,5002,500aeDepth of cutap(mm)0.180.180.180.200.180.240.240.240.240.24Depth of cutae(mm)0.270.270.270.300.270.360.360.360.360.36apRevolution(min -1 )12,00012,00012,00012,00012,0008,0008,0008,0006,0006,000Hardened steel(55 62HRC)X210Cr12, S6-5-2 etc.Feed rate(mm/min)1,5001,5001,5001,5001,5001,5001,5001,5001,5001,500Depth of cutap(mm)0.110.110.110.130.110.150.150.150.150.15Depth of cutae(mm)0.170.170.170.190.170.230.230.230.230.231) The above standard cutting conditions are applicable for a high-speed machining centre only. If a high-speed machining centre is not used,the revolution and feed rate should be adjusted proportionately.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B259
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>VC2CChamfer cutter, 2 fluteWorkmaterialCarbon steel,( 30HRC)Ck55, 070M55Cast iron GG25Alloy steel, Tool steelPre-hardened steel(30 45HRC)W.Nr. 1.2344(H13)Austenitic stainless steelX5CrNi1810X5CrNiMo17122Hardened steel(45 55HRC)W.Nr. 1.2344(H13)Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)2468101216,0008,0005,3004,0003,2002,70096048032024019016011,0005,6003,7002,8002,2001,9005903002001501201009,5004,8003,2002,4001,9001,60046023015012090808,0004,0002,7002,0001,6001,300320160110806050StandardDepth ofcutChamfering< 0.3D(MAX. 2.5mm)Chamfering of hole< 0.2DD:Dia.1) The cutting conditions above are a guide only to chamfering within the standard depth of cut. When V slotting, reduce the feed rates by 70%or more. When centre drilling, reduce the feed rates by 80% or more.2) If the rigidity of the machine or the workpiece installation is very low, or chattering is generated, please reduce the revolution and the feedrate proportionately.3) For austenitic stainless steels and hardened steels, the use of non-water-soluble cutting fluide is recommended.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR MIRACLE <strong>END</strong> <strong>MILLS</strong>B260
VCRCCorner rounding cutterWorkmaterialStructural steel,Carbon steel, Cast iron(30HRC)Ck55, GG25Alloy steel, Tool steel,Pre-hardened steel(3045HRC)070M55, W.Nr. 1.2344(H13), X210Cr12Austentic stainless steelX5CrNi1810,X5CrNiMo17122Hardened steel(4555HRC)W.Nr. 1.2344(H13)Corner radius(mm)R0.5R1R1.5R2R2.5R3R4R5Revolution(min -1 )8,0006,4005,3004,0003,6003,2002,7002,300Feed rate(mm/min)300300300300300300300300Revolution(min -1 )5,6004,5003,7002,8002,5002,3001,9001,600Feed rate(mm/min)200200200200200200200200Revolution(min -1 )4,8003,8003,2002,4002,1001,9001,6001,400Feed rate(mm/min)150150150150150150150150Revolution(min -1 )4,8003,8003,2002,4002,1001,9001,6001,400Feed rate(mm/min)120120120120120120120120
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CRN <strong>END</strong> <strong>MILLS</strong>CRN2MSEnd mill, Medium cut length, 2 flute, For copper electrodesWorkmaterialCopper, Copper alloys<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CRN <strong>END</strong> <strong>MILLS</strong>Dia.(mm)0.20.30.40.50.60.70.80.911.522.5345681012Depth ofcut40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00030,00024,00020,00015,00012,00010,0008,0006,4005,400CRN4JCDia.(mm)345681012Revolution(min -1 )10,6008,0006,4005,3004,0003,2002,7006006008009601,2001,4001,6001,8002,0003,0003,0002,6002,3002,0001,6001,4001,000900820
CRN2XLEnd mill, 2 flute, Long neck, For copper electrodesWork materialCopper, Copper alloysDia.(mm)0.20.30.40.50.811.522.53456Neck length(mm)0.51.01.51324624646868101268101216206810121620812162020202530Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00030,00030,00040,00040,00040,00030,00020,00015,00040,00040,00040,00030,00030,00015,00040,00040,00030,00020,00020,00015,00012,00010,000Feed rate(mm/min)8007006008006009508006009508007001,2001,2001,0002,0002,0001,2001,0002,4002,2002,0001,8001,2008002,4002,2002,0001,5001,0006003,0002,8002,1001,0002,0002,0001,5001,200Depth of cut ap(mm)0.0040.0030.0020.0070.0020.0070.0030.0010.010.0050.0020.020.0150.010.040.030.020.0150.100.090.080.050.030.020.180.150.120.100.060.030.200.150.100.080.120.300.350.401) If chattering and noise occur, reduce the revolution and the feed rate proportionately.2) When high machining accuracy is needed, we recommend lowering the feed rate. Cutting condition may differ considerably due to theoverhang (milling depth and neck length), depth of cut, and machine tool conditions. Please use the above table as a standard startingpoint.3) If the depth of cut is shallow, the revolution and feed rate can be increased.4) Water-soluble cutting fluid is recommended.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CRN <strong>END</strong> <strong>MILLS</strong>B263
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CRN <strong>END</strong> <strong>MILLS</strong>CRN2MBBall nose, Medium cut length, 2 flute, For copper electrodesWorkmaterialCopper, Copper alloys<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>R(mm)R0.2R0.3R0.4R 0.5R0.75R 1R1.25R1.5R 2R2.5R 3R 4R 5R 6Depth ofcutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00032,00025,00021,00016,00013,0009,000% 15°Feed rate(mm/min)1,2001,6002,4003,2004,0004,7004,5004,3003,6002,9002,6002,0001,7001,300Depth of cutap (mm)0.020.030.050.060.090.110.120.130.150.200.250.300.500.50Please select a pick feed based on the required surface finishes in referenceto “Pitch Selection of Pick Feed” on page G023.
CRN2XLBBall nose, Long neck, 2 flute, For copper electrodesWork materialCopper, Copper alloysR(mm)R0.1R0.15R0.2R0.25R0.3R0.4R0.5R0.75R1R1.5R 2R2.5R3Neck length(mm)0.51.01.5121232461026104610468101620812162081012162030162535162030405020303050Depth of cutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00036,00026,00040,00040,00030,00040,00040,00030,00040,00040,00040,00033,00018,00013,00040,00035,00020,00012,00040,00040,00040,00030,00020,00010,00040,00025,0006,00032,00032,00020,00015,0008,00025,00020,00021,00020,000Feed rate(mm/min)8006004001,2008002,0001,3008002,0001,2006002003,2001,2005004,0002,5007006,4004,8003,0002,0005002508,0004,5002,0009009,6006,4006,0003,0002,00080012,0006,00070011,0009,0004,5003,0001,0009,5003,3008,4003,000Depth of cut ap(mm)0.0030.0020.0010.0070.0030.0150.010.0050.020.010.0060.0020.030.0080.0030.020.020.0080.050.030.020.010.0080.0050.070.040.030.020.100.080.080.050.040.020.100.080.060.150.150.100.080.050.200.150.200.15Please select a pick feed based on the required surface finishesin reference to “Pitch Selection of Pick Feed” on page G023.
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CRN <strong>END</strong> <strong>MILLS</strong>CRN2MRBCorner radius end mill, Medium cut length, 2 fluteWork materialCopper, Copper alloysDia.(mm)681012Corner radius(mm)R0.2, R0.3, R0.5R1R0.3, R0.5R1R0.3, R0.5R1R0.3, R0.5R1Revolution(min -1 )10,00010,0008,0008,0006,4006,4005,4005,400Feed rate(mm/min)1,4001,7001,0001,2009001,1008001,000ap(mm)668810101212Depth of cutae(mm)0.60.60.80.81.01.01.01.0
CRN2XLRBCorner radius end mill, Short cut length, 2 flute, Long neckySlottingyContour CuttingWork materialCopper, Copper alloysCopper, Copper alloysDia.(mm)0.50.811.523456Corner radius(mm)R0.05, R0.1R0.05, R0.1R0.1, R0.3R0.1, R0.2, R0.3R0.1, R0.2R0.3, R0.5R0.2, R0.3R0.5R0.2, R0.3R0.5R0.2, R0.3R0.5R0.2, R0.3, R0.5R1Depth of cutNeck length(mm)46688101212201216202020202025253030Revolution(min -1 )40,00040,00040,00040,00040,00035,00030,00030,00020,00030,00030,00020,00020,00020,00015,00015,00012,00012,00010,00010,000DFeed rate(mm/min)8007001,2001,2002,0001,6001,2001,5001,0001,5001,0006002,0002,2002,0002,2001,5001,7001,2001,500
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DLC COATED <strong>END</strong> <strong>MILLS</strong>DLC2MAEnd mill, Medium cut length, 2 flutey Side millingy SlottingWorkmaterialAluminium alloyA7075Aluminium castAC4BWorkmaterialAluminium alloyA7075Aluminium castAC4B<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DLC COATED <strong>END</strong> <strong>MILLS</strong>Dia.(mm)123456810121620Depth ofcutRevolution(min -1 )40,00040,00032,00024,00019,00016,00012,0009,5008,0006,0004,800< 0.2D (D& 3)Feed rate(mm/min)6001,1001,4001,5001,6001,9001,9001,9001,9001,9001,500Revolution(min -1 )40,00038,00025,00019,00015,00013,0009,5007,6006,4004,8003,800Feed rate(mm/min)4608509501,0001,0001,1001,2001,2001,2001,2001,000Dia.(mm)123456810121620Revolution(min -1 )40,00038,00025,00019,00015,00013,0009,5007,6006,4004,8003,8004608509501,0001,0001,1001,2001,2001,2001,00097040,00032,00021,00016,00013,00011,0008,0006,4005,3004,0003,200Depth of< 1D < cut1D (MAX. 12mm)D:Dia.1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) For milling of GFRP, please reduce the revolution and feed rate to 50% of the table figure of aluminium alloy.Please adjust the depth of cut according to the quality of GFRP. (GFRP=Glass Fibre Reinforced Plastic)4) Water-soluble cutting fluid is recommended.5) Climb cutting is recommended for side milling.DFeed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)350550600650700750800800800720660D:Dia.B268
DLC2MBBall nose end mill, Medium cut length, 2 fluteWorkmaterialAluminium alloyA7075Aluminium castAC4BR(mm)R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5R 0.75R 1R 1.25R 1.5R 2R 2.5R 3R 4R 5R 6R 8R10Depth ofcutRevolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00040,00040,00030,00024,00020,00015,00012,00010,0007,5006,000%< 15° %>15°Feed rate(mm/min)3504806008001,0001,5002,0002,2002,8003,2004,0004,2004,4004,0003,6003,6003,2002,8002,500Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00038,00032,00024,00019,00016,00012,0009,5008,0006,0004,800Feed rate(mm/min)2603604506007501,1001,5001,6002,2002,2002,6002,8002,8002,8002,4002,0002,2001,8001,600Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00040,00032,00032,00024,00019,00016,00012,0009,6008,0006,0004,800< 0.2R(R0.5)%< 15° %>15°Feed rate(mm/min)2803804806408001,2001,6001,8002,2002,0002,6002,7002,8002,6002,3002,3002,0001,8001,600Revolution(min -1 )40,00040,00040,00040,00040,00040,00040,00040,00032,00030,00026,00019,00015,00013,0009,6007,6006,4004,8003,800Feed rate(mm/min)2102903604806008801,2001,3001,4001,4001,7001,8001,8001,8001,5001,3001,4001,2001,000< 0.2R %R:Radius1) % is the inclination of the machined surface.2) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately.3) If the depth of cut is shallow, the revolution and feed rate can be increased.4) For milling of GFRP, please reduce the revolution and feed rate to 50% of the table figure of aluminium alloy.Please adjust the depth of cut according to the quality of GFRP. (GFRP=Glass Fibre Reinforced Plastic)5) Water-soluble cutting fluid is recommended.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DLC COATED <strong>END</strong> <strong>MILLS</strong>B269
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>DC2MBNFBall nose, Medium cut length, 2 flute, For non-ferrous materialWorkmaterialGraphiteR(mm)R0.5R1R2R3R4R5R6Revolution(min -1 )20,00020,00018,50013,00010,0008,0006,600%< 15° %>15°Feed rate(mm/min)4004809301,0101,2601,2601,160RoughingRevolution(min -1 )20,00020,00014,50010,0008,0006,5005,300Feed rate(mm/min)380440640700800820740Revolution(min -1 )20,00020,00020,00020,00015,00013,00010,000%< 15° %>15°Feed rate(mm/min)6007001,4002,2002,7002,9002,500FinishingRevolution(min -1 )20,00020,00020,00015,00011,0009,0007,200Feed rate(mm/min)5206001,2001,5001,5001,5001,500Depth ofcut< 0.5R< 0.2R< 0.1R< 0.06RR:Radius<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>WorkmaterialR(mm)R0.5R1R2R3R4R5R6Depth ofcutRevolution(min -1 )20,00018,00011,1007,7006,0004,8004,000% < 15° %>15°Feed rate(mm/min)360360440480600600560< 0.5RRoughingRevolution(min -1 )20,00016,0009,2006,4004,8003,8003,200Copper, Pure copperFeed rate(mm/min)320290330360380450410< 0.2RRevolution(min -1 )20,00020,00017,00013,00010,0008,0006,600%< 15° %>15°Feed rate(mm/min)4806009001,0001,3001,4001,400< 0.1RFinishingRevolution(min -1 )20,00020,00013,00010,0007,5006,0005,000Feed rate(mm/min)400450550600700800800< 0.06RR:Radius1) % is the inclination of the machinedsurface.2) If the rigidity of the machine or theworkpiece installation is very low,or chattering is generated, pleasereduce the revolution and the feed rateproportionately. Cutting conditions may bediffer considerably due to the overhang(milling depth), cutting stock, and machinetool conditions.3) Please see the above table as a standardstarting point.4) If the depth of cut is shallow, the revolutionand feed rate can be increased.%B270
DC2MBBall nose, Medium cut length, 2 flute, For graphiteDC2LBBall nose, long cut length, 2 flute, for graphiteWorkmaterialGraphite( 65HS)ISEM-2, 3, 8, HED-100ED-2, 3, E+18A, E+20AGraphite(65HS )ISO-61, 63, 88, 95, HED-130, 150EX-70, ED-4, E+25A, E+30AR(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)R0.5R1R1.5R2R2.5R3R3.5R4R4.5R5R640,00040,00030,00024,00019,00016,00014,00012,00011,00010,0008,0002,0002,2002,4002,6002,6002,6002,6002,8002,9003,0002,40040,00040,00030,00024,00019,00016,00014,00012,00011,00010,0008,0001,6001,8001,9002,1002,1002,1002,1002,2002,3002,4001,900< 0.2RDepth ofcut< 0.5RR:Radius1) Cutting conditions may differ considerably due to the overhang, depth of cut, and machine tools. Please see the above table as a standardstarting point.2) Machining at high speeds and high feeds is preferred. But when chipping occurs, reduce the feed rate.DC2MS3End mill, Medium flute length, 2 flute, For non-ferrous material, (3mm Shank series)WorkmaterialDia.(mm)0.5123Depth ofcutAluminium alloyRevolution(min -1 )20,00020,00020,00017,000DFeed rate(mm/min)60120320380< 0.2DPure copper, Copper alloysGraphiteMachineable ceramicsRevolution(min -1 )20,00020,00011,0008,500< 0.1D (& 3)< 1.5D (& 3)Feed rate(mm/min)60120180200D:Dia.1) When cutting a very hard workpiece, reduce the feed rate.2) The revolution can be increased by using a high speed spindle.3) When operating in vertical feed, use one third the standard feed rate given in the table above.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DIAMOND COATED <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB271
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>DC2XLBBall nose, Medium cut length, 2 flute, Long neck, For graphiteDCXBBall nose taper, Medium cut length, 2 flute, For graphiteWork materialGraphite<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR DIAMOND COATED <strong>END</strong> <strong>MILLS</strong>R0.2R0.3R0.4R0.5R0.75R1R1.5R2R2.5R3R(mm)DC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDC2XLBDCXBDepth of cutNeck length(mm)46869128121612162015233016304030406030508040601006090120Depth of cutap(mm)0.10.060.060.150.10.10.150.10.10.20.120.120.20.120.120.30.150.150.350.250.250.50.30.30.60.40.40.60.40.4Revolution(min -1 )40,00040,00040,00040,00035,00030,00020,00015,00012,00010,000< 0.2R (R < 1)< 0.3R (R>1)Feed rate(mm/min)1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately. When high machining accuracy is needed, we recommend lowering the feed rate.2) Cutting conditions may differ considerably depending on the drilling depth, machining allowance and machine tool conditions. Use theabove table for references purposes only.1,3001,5001,1002,0002,0002,0002,0002,0001,8001,600apR:RadiusB272
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CBN <strong>END</strong> <strong>MILLS</strong>CBN2XLBBall nose, Short cut length, 2 flute, Relieved neckWorkmaterialHardened steel( 55HRC)070M55,W.Nr. 1.2344(H13)Hardened steel(55 62HRC)X210Cr12, X20Cr13Hardened steel(62 70HRC)S6-5-2R(mm)R0.2R0.3R0.4R0.5R0.75R1Revolution(min -1 )50,00050,00050,00050,00050,00050,000Depth of cutFeed rateae(mm/min)(mm)1,5002,0003,0003,0003,5004,0000.010.020.050.060.080.1Depth of cutap(mm)0.0060.010.020.030.040.05Revolution(min -1 )50,00050,00050,00050,00050,00050,000Depth of cutFeed rateae(mm/min)(mm)1,2001,5002,0002,0002,5003,0000.010.020.040.050.060.07Depth of cutap(mm)0.0060.010.020.030.030.04Revolution(min -1 )50,00050,00050,00050,00050,00050,000Depth of cutFeed rateae(mm/min)(mm)1,2001,5002,0002,0002,5003,0000.0080.0150.030.030.040.05Depth of cutap(mm)0.0040.0080.0150.020.020.03Depth ofcutae (MAX.)ap (MAX.)1) The above table shows maximum cutting conditions. Please control the pick feed (ae) according to the surface finish required.2) Oil mist coolant is recommended.3) If the spindle speed is insufficient, the revolution and the feed rate should be reduced proportionately.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CBN <strong>END</strong> <strong>MILLS</strong><strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB273
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2MB2 flute ball nose end mill, Short cut length, Relieved neckFinishingRoughingWorkmaterialAluminium alloyAluminium alloyR(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)R 1R 2R 3R 4R 5R 6R 8R 1020,00020,00020,00020,00020,00015,00012,00010,0002,0004,0006,0007,0008,0007,5007,2007,00020,00020,00020,00017,00015,00012,00010,0008,0001,6002,8003,2004,0003,6003,6003,6003,200Depth ofcut0.1R0.1R<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>When drilling, reduce the feed rate by 50%.*R:RadiusRECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>CARBIDEB274
AM2MR2 flute end mill, Medium cut length, General purpose cutterWorkmaterialAluminium alloyDia.(mm)Revolution(min -1 )Feed rate(mm/min)368101216202520,00020,00017,00015,00012,00010,0008,0006,0001,200 1,6002,800 4,0003,000 4,0003,600 4,5003,600 4,5003,600 4,5003,200 4,3003,000 3,600Depth ofcutDDD:Dia.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB275
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2SC2 flute end mill, Short cut length, Relieved neck, Centre cuttingWorkmaterialAluminium alloyDia.(mm)Revolution(min -1 )Feed rate(mm/min)3681012162020,00020,00017,00015,00012,00010,0008,000800 1,6001,800 2,8002,200 3,4002,300 3,6002,300 3,6002,300 3,6002,200 3,300Depth ofcut0.25 0.5DDD0.25 0.5DD:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEAM3MF3 flute end mill, Medium cut length, Centre cuttingRECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>WorkmaterialDia.(mm)68101216Depth ofcutRevolution(min -1 )20,00017,00015,00012,00010,0000.05D1.5DAluminium alloyD0.1 0.3DFeed rate(mm/min)4,2005,1005,4005,4004,800D:Dia.B276
AM4MF4 flute end mill, Medium cut length, Finishing type, Centre cuttingWorkmaterialAluminium alloyDia.(mm)Revolution(min -1 )Feed rate(mm/min)20258,0006,0005,7004,800Depth ofcut0.05D1.5DD0.1 0.3DD:Dia.AM3SS3 flute end mill, Short cut length, Relieved neck, Non centre cuttingWorkmaterialDia.(mm)12162025Depth ofcutRevolution(min -1 )12,00010,0008,0006,0000.25D 0.5DDAluminium alloyD1,600 2,5001,300 2,1001,100 1,600800 1,2000.25 0.5DFeed rate(mm/min)D:Dia.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB277
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>AM2SCRB2 flute end mill, Corner radius, Short cut length, Relieved neckWorkmaterialAluminium alloyDia.(mm)3456810121620Depth ofcutRevolution(min -1 )40,00036,00030,00027,00020,00016,00013,00010,0008,000
AM3SSRB3 flute end mill, Corner radius, Short cut length, Relieved neckWorkmaterialAluminium alloyDia.(mm)12162025Revolution(min -1 )13,00010,0008,0006,000
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>AMSRRoughing end mill, 3 flute, Short cut length, Relieved neckAMSRRBRoughing end mill, 3 flute, Corner radius, Short cut length, Relieved necky Side millingy SlottingWorkmaterialAluminium alloyA7075Aluminium castAC4BWorkmaterialAluminium alloyA7075Aluminium castAC4BDia.(mm)10121618202225Revolution(min -1 )19,00016,00012,00010,5009,5008,5007,500Feed rate(mm/min)< 0.5D8,6008,2007,6007,2007,1006,9006,800Revolution(min -1 )9,5008,0006,0005,3004,8004,3003,800Feed rate(mm/min)3,4003,2003,1002,9002,9002,8002,700Dia.(mm)10121618202225Revolution(min -1 )19,00016,00012,00010,5009,5008,5007,500Feed rate(mm/min)6,8006,5006,1005,8005,7005,5005,400DRevolution(min -1 )9,5008,0006,0005,3004,8004,3003,800Feed rate(mm/min)2,7002,6002,4002,4002,3002,2002,200Depth ofcut< 1DD:Dia.Depth ofcut< 1DD:Dia.<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDERECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong>1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately, or set a smaller depth of cut.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) Water-soluble cutting fluid is recommended.4) Climb cutting is recommended for side milling.Using a high-speed and high-rigidity machining centrey Side millingWorkmaterialDia.(mm)10121618202225Depth ofcutAluminium alloyA7075Revolution(min -1 )30,00030,00024,00021,00019,00017,00015,000Feed rate(mm/min)11,00012,00012,00012,00011,00011,00011,000Revolution(min -1 )19,00016,00012,00010,5009,5008,5007,500< 1DAluminium castAC4BFeed rate(mm/min)5,4005,3004,9004,7004,6004,3004,300y SlottingDia.(mm)10121618202225Revolution(min -1 )30,00030,00024,00021,00019,00017,00015,000< 0.5D DD:Dia.WorkmaterialDepth ofcutAluminium alloyA7075Feed rate(mm/min)8,6009,9009,7009,5009,1008,7008,600Revolution(min -1 )19,00016,00012,00010,5009,5008,5007,500< 0.75DAluminium castAC4BFeed rate(mm/min)1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately, or set a smaller depth of cut.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) Water-soluble cutting fluid is recommended.4) Climb cutting is recommended for side milling.4,3004,3004,0003,8003,7003,4003,400D:Dia.B280
AMMRRoughing end mill, 3 flute, Medium cut length, Relieved necky Side millingy SlottingWorkmaterialAluminium alloyA7075Aluminium castAC4BWorkmaterialAluminum alloyA7075Aluminium castAC4BDia.(mm)345681012162025Revolution(min -1 )40,00036,00030,00027,00020,00016,00013,00010,0008,0006,400Feed rate(mm/min)2,7002,7005,4006,1006,0005,8005,3005,1004,8004,600Revolution(min -1 )25,00020,00016,00013,00010,0008,0006,5005,0004,0003,200Feed rate(mm/min)1,1001,1002,2002,3002,4002,3002,1002,0001,9001,800Dia.(mm)3456810Depth ofcutRevolution(min -1 )30,00024,00019,00016,00012,0009,500Feed rate(mm/min)1,8002,2002,3002,4002,5002,600DRevolution(min -1 )16,00012,00010,0008,0006,0005,000< 1DFeed rate(mm/min)7009009001,0001,0001,100D:Dia.< 0.25DDepth ofcut< 1.5DD:Dia.1) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolutionand the feed rate proportionately, or set the depth of cut smaller.2) If the depth of cut is shallow, the revolution and feed rate can be increased.3) Water-soluble cutting fluid is recommended.4) Climb cutting is recommended for side milling.RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR ALIMASTER <strong>END</strong> <strong>MILLS</strong> <strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>CARBIDEB281
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CARBIDE <strong>END</strong> <strong>MILLS</strong>SEE2SEnd mill, Short cut length, 2 fluteWorkmaterialCarbon steel, Alloy steel(180 280HB)Ck45, 070M55 etc.Carbon steel, Alloy steel(280 380HB)Ck45, 070M55 etc.Pre-hardened steel(35 45HRC)Stainless steel(270HB >)X20Cr13 etc.Cast iron(Tensile strength 350N/mm 2 >)GG25 etc.Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)3456810121618204,2003,0002,5002,0001,5001,2001,000750700600160 (160)180 (180)200 (200)200 (200)180 (180)170 (170)160 (160)150 (150)150 (150)140 (140)3,7002,8002,2001,9001,4001,10095070060055070100100100100100110110130130(70)(80)(80)(80)(80)(80)(90)(90)(100)(100)2,6002,0001,6001,3001,00080065050045040030 (30)50 (40)60 (50)60 (50)60 (50)60 (50)60 (50)60 (50)60 (50)60 (50)3,2002,4001,9001,6001,20095080060055050060 (60)90 (70)90 (70)90 (75)90 (75)90 (75)100 (80)110 (85)110 (90)110 (90)6,9005,2004,1003,5002,6002,0501,7001,3001,2001,050270 (270)300 (300)330 (330)350 (350)350 (350)350 (350)350 (350)360 (360)370 (370)380 (380)Depth ofcut< 0.1D< 1.5DD
SEE4LEnd mill, Long cut length, 4 fluteWorkmaterialCarbon steel, Alloy steel(180 280HB)Ck45, 070M55 etc.Carbon steel, Alloy steel(280 380HB)Ck45, 070M55 etc.Pre-hardened steel(35 45HRC)Stainless steel(270HB >)X20Cr13 etc.Cast iron(Tensile strength 350N/mm 2 >)GG25 etc.Dia.(mm)3456810121416182025Depth ofcutRevolution(min -1 )3,4002,4002,0001,6001,2001,000800720600560480400Feed rate(mm/min)150170180180170150150150140140120120Revolution(min -1 )3,0002,2001,8001,5001,100880760640560480440360Feed rate(mm/min)609090909090110110110120120110Revolution(min -1 )2,1001,6001,3001,000800640520480400360320240Feed rate(mm/min)305060606060606060606050
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR CARBIDE <strong>END</strong> <strong>MILLS</strong>SEG2SAEnd mill, 2 flute, Irregular spiral helix angle, For aluminiumy Slottingy Side millingWorkmaterialAluminium alloyPlasticsPure copperWorkmaterialAluminium alloyPlasticsPure copperDia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)681012162025Depth ofcut8,0006,0004,8004,0003,0002,4001,900500500530530540540540D4,0003,0002,4002,0001,5001,200950
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>VA2SSEnd mill, Short cut length, 2 fluteVA2MSEnd mill, Medium cut length, 2 fluteWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13), X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810, X5CrNiMo17122Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)34568101216202530403,7003,2002,9002,6002,0001,6001,3001,00072057048036011014016017019021019017013011090703,0002,8002,4002,1001,6001,3001,100800640450370280951301451501601801651401209075602,1001,8001,5001,3001,00080066050040032027020065758085901009080706050401,6001,4001,2001,000800640530400320230190140506060707080706555403525Depth ofcutD
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>VA4MCEnd mill, Medium cut length, 4 flutey Side millingWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13)X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810X5CrNiMo17122Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)345681012162025305,4004,3003,6003,2002,4001,9001,6001,2009507606402703203403503804203803402902402104,0003,2002,7002,4001,8001,4001,2009007205704802002402502602903002902602201801602,7002,1001,8001,6001,2009508006004803803201401601701801902101901701401201002,2001,8001,5001,3001,00080066050040032027010012013014014516014513011010080
VA2MBBall nose, Medium cut length, 2 fluteRoughing (Depth of cut < 0.8R)Finishing (Depth of cut 0.05R)WorkmaterialCarbon steel, Alloy steel( 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 40HRC)W.Nr. 1.2344(H13)Carbon steel, Alloy steel( 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 40HRC)W.Nr. 1.2344(H13), X210Cr12R(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )%< 15° %>15° % < 15° %>15°Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)R 1R 2R 3R 4R 5R 6R 7R 8R 9R 10R 12.5R 154,2002,8002,1001,6001,3001,1009108007106404503707013014016018016015014013012090752,2001,4001,1008006405304504003503202301903060707080706565605540359,8006,5004,7003,6002,9002,3002,0001,7001,5501,4001,1009503304605206507407507808208408007207006,6004,6003,3002,3002,0001,6001,3001,2001,0509407806502003303603804104204204704504404203907,6005,4003,8002,8002,3001,9001,6001,4001,3001,1509207802904204605505905906507007006505805604,6003,9002,6002,0001,6001,3001,2001,0009107806505701602703103103503503904103903903703601) % is the inclination of the machined surface.2) If the rigidity of the machine or the workpiece installation is very low, or chattering and noise are generated, please reduce the revolution,and the feed rate proportionately. When high machining accuracy is needed, we recommend lowering the feed rate.3) Cutting conditions may differ considerably due to the overhang (milling depth and neck length), depth of cut, and machine tools. Please usethe above table as a standard starting point .4) If the depth of cut is shallow, the revolution and feed rate can be increased.%<strong>SOLID</strong><strong>END</strong> <strong>MILLS</strong>HSSRECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>B287
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>VASFPRRoughing type, Short cut length, 4 6 flute, Fine pitch formy Side millingWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13), X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810, X5CrNiMo17122Dia.(mm)5681012162025304050Revolution(min -1 )2,8002,6002,2001,7501,4501,100880700580350250Feed rate(mm/min)140180230330330330340330300210170Revolution(min -1 )2,2002,0001,7001,3501,100850680540450270190Feed rate(mm/min)120140180250260260260250230170130Revolution(min -1 )1,5001,4001,200950800600480380320190130Feed rate(mm/min)809013016018018018017017012090Revolution(min -1 )1,3001,200990800660500400320270160110Feed rate(mm/min)708010013014014014014014010075
VAMFPRRoughing type, Medium cut length, 4 6 flute, Fine pitch formy Side millingWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13), X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810, X5CrNiMo17122Dia.(mm)5681012162025304050Depth ofcutRevolution(min -1 )2,6002,5002,0001,6501,4001,000830660550330240Feed rate(mm/min)90100170220260290300290270180160Revolution(min -1 )2,0001,9001,6001,3001,000800640510420250180Feed rate(mm/min)7090130170210230230220210140120Revolution(min -1 )1,4001,3001,100900750560450360300180120Feed rate(mm/min)50509010014016016016014010080
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>VAMRRoughing type, Medium cut length, 4 6 flute, Medium pitch formy Side millingWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13), X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810, X5CrNiMo17122Dia.(mm)5681012162025304050Revolution(min -1 )2,4002,2001,8001,5001,250930750600490300210Feed rate(mm/min)120155200250270270290270250180140Revolution(min -1 )1,8001,7001,4001,100960720580460380230160Feed rate(mm/min)90120140200220220220210200140110Revolution(min -1 )1,2001,100950810680510410320270160110Feed rate(mm/min)607010012516016016014014010580Revolution(min -1 )1,00093078068056043034027023014090Feed rate(mm/min)5065851001201201201201209065
VAJRRoughing type, Semi long cut length, 4 6 flute, Medium pitch formy Side millingWorkmaterialStructural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55Alloy steel, Tool steelPre-hardened steel(30 40HRC)070M55, W.Nr. 1.2344(H13)X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810X5CrNiMo17122Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)10121620253040501,4001,200870700560460280200170170170170170155105901,10090068054043036022015013013013013012012090657606404803803002601501008090909090806550640530400320260220130906580808080656540
RECOMM<strong>END</strong>ED CUTTING CONDITIONS FOR VIOLET <strong>END</strong> <strong>MILLS</strong>VAMHEnd mill, High helix, Medium cut length, 3 4 flutey Side millingWorkmaterialStrutural steel, Carbon steel( 20HRC)Ck45, Ck55Cast iron GG25Carbon steel, Alloy steel(20 30HRC)Ck55, 070M55Alloy steel, Tool steelPre-hardened steel(30 35HRC)W.Nr. 1.2344(H13)X210Cr12Alloy steel, Tool steel(35 40HRC)Austenitic stainless steelsX5CrNi1810X5CrNiMo17122Dia.(mm)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)Revolution(min -1 )Feed rate(mm/min)5681012162025303,6003,2002,4001,9001,6001,2009507606401402002202302402202002202002,7002,4001,8001,4001,2009007205704801001501601701801601501701501,8001,6001,200960800600480380320701001101201201101001101001,5001,3001,00080066050040032027060809010010090859585
MemoB293