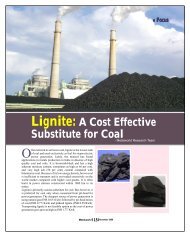
TechnologyLet's take a close look at these six parts and see whatroleeach plays <strong>in</strong> the <strong>shot</strong> blast<strong>in</strong>g process.1. Blast Wheel :Abrasive particles are projected by centrifugal force fromvarious k<strong>in</strong>ds of turb<strong>in</strong>e wheels. The number of wheels<strong>in</strong>stalled <strong>in</strong> the mach<strong>in</strong>e depends on the type of jobs to be<strong>shot</strong> blasted and the rate of work. The wheel is the heart ofevery centrifugal <strong>shot</strong>-blast<strong>in</strong>g mach<strong>in</strong>e. Efficiency andclean<strong>in</strong>g effect depend to a great extent on the quality ofthe wheel and its <strong>co</strong>mponents.2. Cab<strong>in</strong>et :As high speed of abrasive particles (50-100 m/s) is<strong>in</strong>volved the articles to be <strong>shot</strong>-blasted have to be treated<strong>in</strong> closed, vibration free booth or cab<strong>in</strong>et made of strongsteel, l<strong>in</strong>ed with wear resistant alloy l<strong>in</strong>ers. Forma<strong>in</strong>tenance purpose proper <strong>in</strong>spection door andventilation are essential.3. Abrasive Re<strong>co</strong>very System and Elevator :The abrasives are re<strong>co</strong>vered at the bottom of the cab<strong>in</strong>etby means of a screw <strong>co</strong>nveyor and delivered to the base ofthe elevator, which then carries these to the separator.4. Separator :Before abrasives enters <strong>in</strong>to the blast wheel for reuse,these have to be cleaned of all <strong>co</strong>ntam<strong>in</strong>ants. This is therole of the air separator.5. Dust Collector :The last essential feature is the filtration, which retrievesdust laden air from the separator and cab<strong>in</strong>et ventilationsystem and discharges clean air <strong>in</strong>to atmosphere forpollution free environment.6. Work Handl<strong>in</strong>g :Various systems exist for <strong>co</strong>nvey<strong>in</strong>g the parts depend<strong>in</strong>gon the type, size and quality of the items to be treated.Tumblast Type Mach<strong>in</strong>e(Fig. A) :This design employs endless <strong>co</strong>nveyor beltmade of steel l<strong>in</strong>k and flats or rubber belt,which does not damage the job dur<strong>in</strong>gtumbl<strong>in</strong>g.Table Type Mach<strong>in</strong>e(Fig. B) :In this type of mach<strong>in</strong>e parts be<strong>in</strong>gcleaned must be positioned orrepositioned on the table to assure<strong>co</strong>mplete clean<strong>in</strong>g of the full surface.Blade Lock TypeControl Cage Small.Impeller Small.Monorail Hanger Type Mach<strong>in</strong>e(Fig. C) :In this type of mach<strong>in</strong>e, parts aresuspended on trees hung onhanger or special fixtures and arecarried <strong>in</strong>to the abrasive stream.Roller & Belt Conveyor Mach<strong>in</strong>e(Fig. D) :This picture shows plate, sheetor structural shape de-scal<strong>in</strong>gat high speed. Both upper andlower surfaces are <strong>shot</strong> blastedsimultaneously.Door Hanger Mach<strong>in</strong>e(Fig. E) :In this mach<strong>in</strong>e jobs arehung on the door. The partsare carried <strong>in</strong>to abrasivestream after clos<strong>in</strong>g thedoor. The parts aremounted <strong>in</strong> front of thewheel. On <strong>co</strong>mpletion of<strong>shot</strong> blast<strong>in</strong>g, door isopened and se<strong>co</strong>nd doorwith job hung enters thecab<strong>in</strong>et. In this type ofmach<strong>in</strong>e, one may get 30 to40% more production.Compare Old M Type Wheel (Fig-4)New High Power Wheels :With the need for <strong>in</strong>creased output it has be<strong>co</strong>me apparentthat 'Shot Blast Cycle' on the mach<strong>in</strong>e must be reduced <strong>in</strong>effort to give <strong>in</strong>creased output. We have <strong>in</strong>troduced NewRLM (Radialok) wheel, which throws more abrasive and<strong>co</strong>nsume less power. In this way one mach<strong>in</strong>e be<strong>in</strong>g able todo the work formerly required by two mach<strong>in</strong>es. The <strong>new</strong>wheel has large <strong>co</strong>ntrol cage and impeller mak<strong>in</strong>g itpossible to throw more abrasive and better and fasterclean<strong>in</strong>g.Old M Wheel(Fig-4)22June 2009
New RLM WheelBlade Self Lock<strong>in</strong>g.Control Cage Big.Impeller Big.New Abrasive Resistant L<strong>in</strong><strong>in</strong>g (Fig-8)Aga<strong>in</strong> due to the fact that moreabrasive is be<strong>in</strong>g thrown, it hasbe<strong>co</strong>me necessary to <strong>co</strong>mpletelyl<strong>in</strong>ed mach<strong>in</strong>es with abrasiveresistant material.This has been made possible by theuse of special high chrome alloymaterial. These are made <strong>in</strong>various sizes to provide <strong>co</strong>mplete<strong>in</strong>terlock<strong>in</strong>g l<strong>in</strong><strong>in</strong>g for most types of<strong>shot</strong> blast<strong>in</strong>g mach<strong>in</strong>es.TechnologyWheel Unit (Fig - 6) :With this <strong>in</strong>creased amount of abrasive be<strong>in</strong>g thrown it hasbe<strong>co</strong>me necessary to have wheel, which are capable oflast<strong>in</strong>g a great deal, longer thantheir predecessor. This has beenmade possible by <strong>in</strong>troduction of<strong>new</strong> Hard Alloy Wheels.In addition it has been necessary to<strong>in</strong>crease the life of Blades, Impeller,Control Cage, L<strong>in</strong>ers and otherparts by us<strong>in</strong>g High Chrome Alloymaterial. This has been possibledue establishment of our <strong>new</strong>Foundry with Induction Furnace,Shell Mould<strong>in</strong>g Mach<strong>in</strong>e and HeatTreatment Facility. Very few equipment manufacturersunderstand importance of wheel and its parts.Wheel Unit L<strong>in</strong>ers (Fig - 7)The blast wheel is usually enclosed with<strong>in</strong> a hous<strong>in</strong>gserv<strong>in</strong>g as a safety guard and abrasive seal around rapidlyrotat<strong>in</strong>g wheel to m<strong>in</strong>imize wear on the hous<strong>in</strong>g, a series ofspecial alloy cast l<strong>in</strong>ers are <strong>in</strong>stalled <strong>in</strong>side the hous<strong>in</strong>g.Older wheel Fig-7 <strong>co</strong>nsisted of 21 l<strong>in</strong>ers where abrasivebounces <strong>in</strong> un<strong>co</strong>ntrolled manner. In our <strong>new</strong> RLM Fig-8)wheel only n<strong>in</strong>e l<strong>in</strong>ers are <strong>in</strong>stalled <strong>in</strong>side the hous<strong>in</strong>g.High chrome l<strong>in</strong>ers are approx. 25mm thick with labyr<strong>in</strong>thtype jo<strong>in</strong>ts provid<strong>in</strong>g and abrasive tight seal between thel<strong>in</strong>ers and very Long life.Alloy Perforated Plates :One of the biggest problem <strong>in</strong> the foundry <strong>in</strong>dustry has beenthat wire, chaplets and other material used for giv<strong>in</strong>gsupport to the mould gets <strong>in</strong> the elevator and separator, asthe perforated plates are not proper. We manufacture andsupply <strong>in</strong> High Chrome Alloy Steel with the result there isno wear or holes for wire to pass.Mould<strong>in</strong>g TechniqueMost popular mould<strong>in</strong>g technique used <strong>in</strong> India is greensand mould<strong>in</strong>g and About 80% of foundries use thistechnique. The drawback of this technology is that largeamount of sand, sticks on surface of the cast<strong>in</strong>gs, which areto be cleaned by <strong>shot</strong> blast<strong>in</strong>g.Foundry, us<strong>in</strong>g cupola has more sand <strong>co</strong>mpared toautomated foundries. Other technology like CO2 process,has 5 % to 10 % sand stick<strong>in</strong>g to cast<strong>in</strong>g because of badshak<strong>in</strong>g operation, poor property of mould and <strong>co</strong>retherefore <strong>shot</strong> blast<strong>in</strong>g is quite essential.There are number of items produced by Indian foundries.Some of them are impeller cast<strong>in</strong>gs. pump cast<strong>in</strong>gs, valvebodies & automobile or tractor <strong>co</strong>mponents like breakdrum, cyl<strong>in</strong>der head, hous<strong>in</strong>gs, fly wheel, manifold <strong>co</strong>vers,weigh<strong>in</strong>g from 5 kgs to 60 Kgs. or more. To clean thesecast<strong>in</strong>gs it takes 7 to 10 m<strong>in</strong>utes us<strong>in</strong>g S-550 (1.4mm) <strong>shot</strong>.Some other types of cast<strong>in</strong>gs when hanged on monorailtake 15-20 m<strong>in</strong>utes for a lot of 500 Kgs. or more.Most of the foreign foundries use No bake Process, WaxProcess and Foam Process. There is very little sand oncast<strong>in</strong>gs so most of the foreign <strong>shot</strong> blast<strong>in</strong>g mach<strong>in</strong>emanufacturers do not understand requirement of Indianfoundries . The <strong>co</strong>sts of foreign mach<strong>in</strong>es are 3 to 4 timesmore than Indian mach<strong>in</strong>es. Many imported mach<strong>in</strong>es havecartridge filters <strong>in</strong>stead of bag filter. The disadvantage ofcartridge filter is that <strong>in</strong> humid atmosphere sand sticks tothe paper. It can not handle heavy sand load with the resultit chockes frequently. The imported mach<strong>in</strong>es do not giveany production advantage and spare parts <strong>co</strong>st is very highJune 200923