
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SAFETY CONSIDERATIONSELECTRIC ARC WELDING EQUIPMENTCAUTION : READ BEFORE ATTEMPTING INSTALLATION, OPERATION ORMAINTENANCE OF THIS EQUIPMENT1-1 INTRODUCTIONThis equipment is intended for ultimate applicationby commercial/industrial users and foroperation by persons trained and experiencedin the use and maintenance of welding equipment.Operation should not be undertaken withoutadequate training in the use of such equipment.Training is available from many publicand private schools or similar facilities.Safe practices in the installation, operation andmaintenance of this equipment requires propertraining in the art, a careful study of the informationprovided with the equipment, and the useof common sense. Rules for safe use are generallyprovided by suppliers of welding powersources, compressed gas suppliers, and electrodesuppliers. Careful compliance with theserules will promote safe use of this equipment.The following Safety Rules cover some of themore generally found situations. READ THEMCAREFULLY. In case of any doubt, obtain qualified help before proceeding.1-2 GENERAL PRECAUTIONSA. Burn PreventionELECTRIC ARC WELDING PRODUCES HIGHINTENSITY HEAT AND ULTRAVIOLETRADIANT ENERGY WHICH MAY CAUSESERIOUS AND PERMANENT EYE DAMAGEAND WHICH MAY DAMAGE ANY EXPOSEDSKIN AREAS.Wear helmet with safety goggles or glasses withside shields underneath, appropriate fi lter lensesor plates (protected by clear cover glass). Thisis a must for welding or cutting (and chipping) toprotect the eyes from radiant energy and fl yingmetal. Replace cover glass when broken, pitted,or spattered.Medical fi rst aid and eye treatment. First aidfacilities and a qualifi ed fi rst aid person shouldbe available for each shift unless medical facilitiesare close by for immediate treatment of fl ashburns of the eyes and skin burns.Wear protective clothing - leather (or asbestos)gauntlet gloves, hat, and high safety-toe shoes.Button shirt collar and pocket fl aps, and wearcuffl ess trousers to avoid entry of sparks andslag.Avoid oily or greasy clothing. A spark may ignitethem.Flammable hair preparations should not be usedby persons intending to weld or cut.Hot metal such as electrode stubs and workpieces should never be handled without gloves.Ear plugs should be worn when working onoverhead or in a confi ned space. A hard hatshould be worn when others work overhead.B. Toxic Fume PreventionWARNING: The use of this product may resultin exposure to chemicals known to the State ofCalifornia to cause cancer and birth defects orother reproductive harm.Adequate ventilation. Severe discomfort, illnessor death can result from fumes, vapors, heat, oroxygen enrichment or depletion that welding (orcutting) may produce. Prevent them with adequateventilation. NEVER ventilate with oxygen.Lead-, cadmium-, zinc-, mercury-, beryllium-bearingand similar materials, when welded or cut,may produce harmful concentrations of toxic fumes.Adequate local exhaust ventilation must be used, oreach person in the area, as well as the operator,must wear an air-supplied respirator. For beryllium,both must be used.Metals coated with or containing materials that emittoxic fumes should not be heated unless coatingis removed form the work surface, the area is wellventilated, or the operator wears an air-suppliedrespirator.Work in a confi ned space only while it is beingventilated and, if necessary, while wearing an airsuppliedrespirator.Gas leaks in a confi ned space should be avoided.Leaked gas in large quantities can change oxygenconcentration dangerously. Do not bring gas cylindersinto a confi ned space.Leaving confi ned space, shut OFF gas supply atsource to prevent possible accumulation of gases inthe space if downstream valves have been accidentallyopened or left open. Check to be sure that thespace is safe before reentering it.Vapors from chlorinated solvents can be decomposedby the heat of the arc (or fl ame) to formPHOSGENE, a highly toxic gas, and other lungand eye irritating products. The ultraviolet (radiant)energy of the arc can also decompose trichloroethyleneand perchloroethylene vapors to form phosgene.DO NOT WELD or cut where solvent vaporscan be drawn into the welding or cutting atmosphereor where the radiant energy can penetrateto atmospheres containing even minute amounts oftrichloroethylene or perchloroethylene.C. Fire and Explosion PreventionCauses of fi re and explosion are: combustiblesreached by the arc, fl ame, fl ying sparks, hot slag, orheated material, misuse of compressed gases andcylinders, and short circuits.BE AWARE THAT fl ying sparks or falling slag canpass through cracks, along pipes, through windowsor doors, and through wall or fl oor openings, outof sight of the goggled operator. Sparks can fl ymany feet.To prevent fi res and explosion:Keep equipment clean and operable, free of oil,grease, and (in electrical parts) of metallic particlesthat can cause short circuits.If combustibles are in area, do NOT weld or cut.Move the work if practicable, to an area free ofcombustibles. Avoid paint spray rooms, diptanks, storage areas, ventilators. If the workcannot be moved, move combustibles at least35 feet away, out of reach of sparks and heat; orprotect against ignition with suitable and snugfitting, fi re-resistant covers or shields.Walls touching combustibles on opposite sidesshould not be welded on (or cut). Walls, ceilings,and fl oor near work should be protected byheat-resistant covers or shields.Fire watcher must be standing by with suitablefi re extinguishing equipment during and forsome time after welding or cutting if:1. Appreciable combustibles (including buildingconstruction) are within 35 feet.2. Appreciable combustibles are further than 35feet, but can be ignited by sparks.3. Openings (concealed or visible) in fl oors orwalls within 35 feet may expose combustibles tosparks.4. Combustibles adjacent to walls, ceilings,roofs, or metal partitions can be ignited by radiantor conducted heat.Hot work permit should be obtained before operationto ensure supervisor’s approval that adequateprecautions have been taken.After work is done, check that area is free ofsparks, glowing embers, and fl ames.An empty container that held combustibles, orthat can produce fl ammable or toxic vaporswhen heated, must never be welded on or cut,unless container has fi rst been cleaned in accordancewith industry standards.This includes: a thorough steam or causticcleaning (or a solvent of water washing, dependingon the combustible’s solubility), followed bypurging and inerting with nitrogen or carbondioxide, and using protective equipment.Water-fi lling just below working level may substitutefor inerting.A container with unknown contents should becleaned (see paragraph above). Do NOTdepend on sense of smell or sight to determine ifit is safe to weld or cut.Hollow castings or containers must be ventedbefore welding or cutting. They can explode.Explosive atmospheres. NEVER weld or cutwhere the air may contain fl ammable dust, gas,or liquid vapors (such as gasoline).D. Compressed Gas EquipmentThe safe handling of compressed gas equipmentis detailed in numerous industry publications.The following general rules cover many ofthe most common situations.1. Pressure RegulatorsRegulator relief valve is designed to protectonly the regulator from overpressure; it is not
intended to protect any downstream equipment.Provide such protection with one or more reliefdevices.Never connect a regulator to a cylinder containinggas other than that for which the regulatorwas designed.Remove faulty regulator from service immediatelyfor repair (fi rst close cylinder valve). Thefollowing symptoms indicate a faulty regulator:Leaks - if gas leaks externally.Excessive Creep - if delivery pressure continuesto rise with downstream valve closed.Faulty Gauge - if gauge pointer does not moveoff stop pin when pressurized, nor returns tostop pin after pressure release.Repair. Do NOT attempt repair. Send faultyregulators for repair to manufacturer’s designatedrepair center, where special techniquesand tools are used by trained personnel.2. CylindersCylinders must be handled carefully to preventleaks and damage to their walls, valves, orsafety devices:Avoid electrical circuit contact with cylindersincluding third rails, electrical wires, or weldingcircuits. They can produced short circuit arcsthat may lead to a serious accident. (See 1-3C)ICC or DOT marking must be on each cylinder.It is an assurance of safety when the cylinder isproperly handled.Identifying gas content. Use only cylinders withname of gas marked on them; do not rely oncolor to identify gas content. Notify supplierif unmarked. NEVER DEFACE or alter name,number, or other markings on a cylinder. It isillegal and hazardous.Empties: Keep valves closed, replace capssecurely; mark MT; keep them separate fromFULLS, and return promptly.Prohibited use. Never use a cylinder or its contentsfor other than its intended use, NEVER asa support or roller.Locate or secure cylinders so they cannot beknocked over.Passageways and work areas. Keep cylindersclear of areas where they may be stuck.Transporting cylinders. With a crane, use asecure support such as a platform or cradle. DoNOT lift cylinders off the ground by their valvesor caps, or by chains, slings, or magnets.Do NOT expose cylinders to excessive heat,sparks, slag, and fl ame, etc. that may causerupture. Do not allow contents to exceed 55degrees C (130 degrees F.) Cool with waterspray where such exposure exists.Protect cylinders, particularly valves frombumps, falls, falling objects, and weather.Replace caps securely when moving cylinders.Stuck valve. Do NOT use a hammer or wrenchto open a cylinder valve that cannot be openedby hand. Notify your supplier.Mixing gases. NEVER try to mix any gases ina cylinder.NEVER refi ll any cylinder.Cylinder fi ttings should never be modifi ed orexchanged.3. HoseProhibited use. Never use hose other than thatdesigned for the specifi ed gas. A general hoseidentifi cation rule is: red for fuel gas, green foroxygen, and black for inert gases.Use ferrules or clamps designed for the hose (notordinary wire or other substitute) as a binding toconnect hoses to fi ttings.No copper tubing splices. Use only standard brassfi ttings to splice hose.Avoid long runs to prevent kinks and abuse.Suspend hose off ground to keep it from being runover, stepped on, or otherwise damaged.Coil excess hose to prevent kinks and tangles.Protect hose from damage by sharp edges, and bysparks, slag, and open fl ame.Examine hose regularly for leaks, wear, and looseconnections. Immerse pressured hose in water;bubbles indicate leaksRepair leaky or worn hose by cutting area out andsplicing. Do NOT use tape.4. Proper ConnectionsClean cylinder valve outlet of impurities thatmay clog orifi ces and damage seats before connectingregulator. Except for hydrogen, crack valvemomentarily, pointing outlet away from people andsources of ignition. Wipe with a clean, lintlesscloth.Match regulator to cylinder. Before connecting,check that the regulator label and cylinder markingagree, and that the regulator inlet and cylinderoutlet match. NEVER Connect a regulatordesigned for a particular gas or gases to a cylindercontaining any other gas.Tighten connections. When assembling threadedconnections, clean and smooth seats where necessary.Tighten. If connection leaks, disassemble,clean, and retighten, using properly fi tting wrench.Adapters. Use a CGA adapter (available from yoursupplier) between cylinder and regulator, if one isrequired. Use two wrenches to tighten adaptermarked RIGHT and LEFT HAND threads.Regulator outlet (or hose) connections may beidentifi ed by right hand threads for oxygen and lefthand threads (with grooved hex on nut or shank)for fuel gas.5. Pressurizing Steps:Drain regulator of residual gas through suitable ventbefore opening cylinder (or manifold valve) by turningadjusting screw in (clockwise). Draining preventsexcessive compression heat at high pressureseat by allowing seat to open on pressurization.Leave adjusting screw engaged slightly on singlestageregulators.Stand to side of regulator while opening cylindervalve.Open cylinder valve slowly so that regulator pressureincreases slowly. When gauge is pressurized(gauge reaches regulator maximum) leave cylindervalve in following position: for oxygen and inertgases, open fully to seal stem against possibleleak; for fuel gas, open to less than one turn topermit quick emergency shut-off.Use pressure <strong>chart</strong>s (available from your supplier)for safe and effi cient recommended pressure settingson regulators.Check for leaks on fi rst pressurization and regularlythereafter. Brush with soap solution.Bubbles indicate leaks. Clean off soapy waterafter test; dried soap is combustible.E. User ResponsibilitiesFollow all Safety Rules.Remove leaky or defective equipment from serviceimmediately for repair. Read and followuser manual instructions.F. Leaving Equipment UnattendedClose gas supply at source and drain gas.G. Rope Staging-SupportRope staging-support should not be used forwelding or cutting operation; rope may burn.1-3 ARC WELDINGComply with precautions in 1-1, 1-2, and thissection. Arc Welding, properly done, is a safeprocess, but a careless operator invites trouble.The equipment carries high currents at signifi -cant voltages. The arc is very bright and hot.Sparks fl y, fumes rise, ultraviolet and infraredenergy radiates, weldments are hot, and compressedgases may be used. The wise operatoravoids unnecessary risks and protects himselfand others from accidents.A. Burn ProtectionComply with precautions in 1-2.The welding arc is intense and visibly bright.Its radiation can damage eyes, penetrate lightweightclothing, refl ect from light-colored surfaces,and burn the skin and eyes. Skinburns resemble acute sunburn; those fromgas-shielded arcs are more severe andpainful. DON’T GET BURNED; COMPLY WITHPRECAUTIONS.1. Protective ClothingWear long-sleeve clothing in addition to gloves,hat, and shoes. As necessary, use additionalprotective clothing such as leather jacket orsleeves, fl ameproof apron, and fi re-resistant leggings.Avoid outer garments of untreated cotton.Bare skin protection. Wear dark, substantialclothing. Button collar to protect chest and neck,and button pockets to prevent entry of sparks.2. Eye and Head ProtectionProtect eyes from exposure to arc. Eyes maybe damaged by radiant energy when exposedto the electric arc, even when not looking in thedirection of the arc. Never look at an electric arcwithout protection.Welding helmet or shield containing a fi lter plateshade no. 12 or denser must be used whenwelding. Place over face before striking arc.Protect fi lter plate with a clear cover plate.Cracked or broken helmet or shield should NOTbe worn; radiation can be passed through tocause burns.Cracked, broken, or loose fi lter plates must bereplaced IMMEDIATELY. Replace clear coverplate when broken, pitted, or spattered.Flash goggles with side shields MUST be wornunder the helmet to give some protection to theeyes should the helmet not be lowered over theface before an arc is struck. Looking at an arc
momentarily with unprotected eyes (particularlya high intensity gas-shielded arc) can cause aretinal burn that may leave a permanent darkarea in the fi eld of vision.3. Protection of Nearby PersonnelEnclose the welding area. For production welding,a separate room or enclosed bay is best.In open areas, surround the operation with lowreflective, noncombustible screens or panels.Allow for free air circulation, particularly at fl oorlevel.Viewing the weld. Provide face shields for allpersons who will be looking directly at the weld.Others working in area. See that all persons arewearing fl ash goggles.Before starting to weld, make sure that screenfl aps or bay doors are closed.B. Toxic Fume PreventionComply with precautions in 1-2B.Generator engine exhaust must be vented to theoutside air. Carbon monoxide can kill.C. Fire and Explosion PreventionComply with precautions in 1-2C.Equipment’s rated capacity. Do not overload arcwelding equipment. It may overheat cables andcause a fi re.Loose cable connections may overheat or fl ashand cause afi re.Never strike an arc on a cylinder or other pressurevessel. It creates a brittle area that cancause a violent rupture or lead to such a rupturelater under rough handling.D. Compressed Gas EquipmentComply with precautions in 1-2D.E. Shock PreventionExposed electrically hot conductors or otherbare metal in the welding circuit, or inungrounded, electrically-HOTequipment can fatally shock a person whosebody becomes a conductor. DO NOT STAND,SIT, LIE, LEAN ON, OR TOUCH a wet surfacewhen welding without suitable protection.To protect against shock:Keep body and clothing dry. Never work indamp area without adequate insulation againstelectrical shock. Stay on a dry duckboard, orrubber mat when dampness or sweat cannot beavoided. Sweat, sea water, or moisture betweenbody and an electrically HOT part - or groundedmetal - reduces the body surface electrical resistance,enabling dangerous and possibly lethalcurrents to fl ow through the body.1. Grounding the EquipmentWhen installing, connect the frames of eachunit such as welding power source, control,work table, and water circulator to the buildingground. Conductors must be adequate to carryground currents safely. Equipment made electricallyHOT by stray currents may shock, possiblyfatally. Do NOT GROUND to electrical conduit,or to a pipe carrying ANY gas or a fl ammableliquid such as oil or fuel.Three-phase connection. Check phase requirementof equipment before installing. If onlythree-phase power is available, connect singlephaseequipment to only two wires of the threephaseline. Do NOT connect the equipment groundlead to the third (live) wire, or the equipment willbecome electrically HOT - a dangerous conditionthat can shock, possibly fatally.Before welding, check ground for continuity. Besure conductors are touching bare metal of equipmentframes at connections.If a line cord with a ground lead is provided with theequipment for connection to a switch box, connectthe ground lead to the grounded switch box. Ifa three-prong plug is added for connection to agrounded mating receptacle, the ground lead mustbe connected to the ground prong only. If the linecord comes with a three-prong plug, connect to agrounded mating receptacle. Never remove theground prong from a plug, or use a plug with abroken ground prong.2. ConnectorsFully insulated lock-type connectors should be usedto join welding cable lengths.3. CablesFrequently inspect cables for wear, cracks, anddamage. IMMEDIATELY REPLACE those withexcessively worn or damaged insulation to avoidpossibly lethal shock from bared cable. Cables withdamaged areas may be taped to give resistanceequivalent to original cable.Keep cable dry, free of oil and grease, and protectedfrom hot metal and sparks.4. Terminals and Other Exposed PartsTerminals and other exposed parts of electricalunits should have insulating covers secured beforeoperation.5. Electrode WireElectrode wire becomes electrically HOT when thepower switch of gas metal-arc welding equipmentis ON and welding gun trigger is pressed. Keephands and body clear of wire and other HOT parts.6. Safety DevicesSafety devices such as interlocks and circuit breakersshould not be disconnected or shunted out.Before installation, inspection, or service of equipment,shut OFF all power, and remove line fuses(or lock or red-tag switches) to prevent accidentalturning ON of power. Disconnect all cables fromwelding power source, and pull all 115 volts linecordplugs.Do not open power circuit or change polarity whilewelding. If, in an emergency, it must be disconnected,guard against shock burns or fl ash fromswitch arcing.Leaving equipment unattended. Always shut OFF,and disconnect all power to equipment.Power disconnect switch must be available near thewelding power source.
Saftey Guidelines ...........................................................................iInstallation ........................................................................Section ATechnical Specifications ....................................................................................1Machine Location ............................................................................................1Input Power Connections ...................................................................................1Machine Grounding ..........................................................................................3Welding Torch Connections .................................................................................3Shielding Gas Connections .................................................................................4Coolant Connection .........................................................................................5Wire Threading Procedure ..................................................................................5Operation ..........................................................................Section BGeneral Description .........................................................................................6Controls and Settings .......................................................................................7Posa Start Operating Procedure ...........................................................................8Process Settings ..............................................................................................9Sample Setup - Aluminium ............................................................................... 10Sample Setup - Stainless .................................................................................. 12Sample Setup - Steel ...................................................................................... 14Accessories ........................................................................Section COptional Kits ................................................................................................ 16Maintenance ......................................................................Section DRoutine Maintenance ...................................................................................... 16Power Supply ............................................................................................... 16Testing the Feeder ......................................................................................... 17Testing the Torch .......................................................................................... 17Testing the Speed Control ................................................................................ 17Troubleshooting ..................................................................Section EWarning ..................................................................................................... 18Troubleshooting Guide .................................................................................... 19Troubleshooting Flow Charts ............................................................................. 20Diagrams/Parts List .............................................................Section FTable of Contents .......................................................................................... 31Main PC Board .............................................................................................. 32Mechanical .................................................................................................. 33Electrical .................................................................................................... 48Warranty Repair StationsSafety WarningsWarrantyTable of Contents
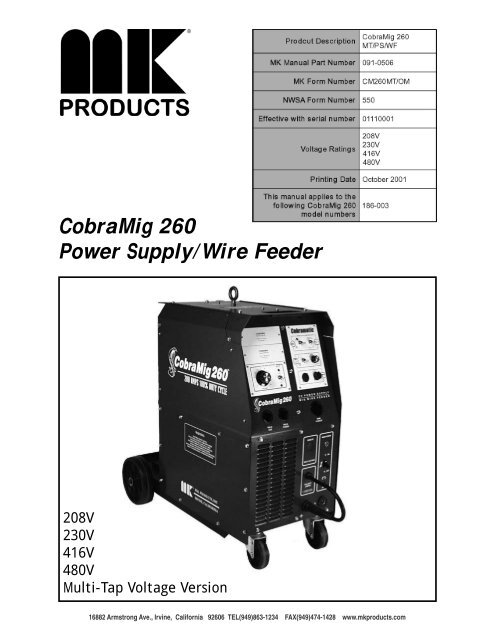
Section AInstallationTechnical SpecificationsWire Diameter Capacity ............030 - 1/16" ALL Types, .023 hard wiresWire Capacity ............................12" Standard (Insulated or Non-Insulated)Power Input, userselectable by jumpers .............208 VAC 60 Hz, 50 amperes, single phase....................................................230 VAC 60 Hz, 45 amperes, single phase....................................................416 VAC 60 Hz, 26 amperes, single phase....................................................480 VAC 60 Hz, 24 amperes, single phaseRated Output @ 60%duty cycle ..................................260 amperes @ 26 Vdc - (8.7KW)....................................................2 ranges (12-22V) (22-32V)....................................................40 Vdc max OCVWeight ........................................230 lbs (dry), 260 lbs (shipping)Size ............................................15"w x 32"h x 34"dFor Use with TorchPrefix Numbers .........................210, 211, 212, 213, 225, 226SUPPORT EQUIPMENT REQUIREDRegulated Gas Supply and 6' Gas Hose.Water Source and Hose Capable of Providing a Minimum of 1 qt/min. at 45p.s.i. when using water cooled torches.Machine LocationThe unit should be placed in a location where it can be protected fromdamage. For the longest unit life and best effi ciency, avoid locations exposedto dust, corrosive fumes, high ambient temperatures or high humidity.Moisture and dirt on components can cause corrosion and/or shorting ofcircuits.Adequate air circulation is needed at all times in order to prevent overheatingand possible damage to internal parts. Maintain at least 12 inches of freeair space on all sides of unit.An eye bolt and mounting hole is provided for lifting/unpacking purposes. Donot have the gas cylinder or any other equipment mounted to this unit whenusing the lifting eye bolt. Do not suspend this unit overhead.Input Power ConnectionsThis welding power supply is designed to be operated from single-phase 208,230, 416 or 480 VAC 60 Hz input power and is provided with Voltage Linksfor converting power requirements in the fi eld.. Consult your local electricalutility if there are any questions about the type of electrical system at theinstallation site, or how proper connections to the welding machine have tobe made.CobraMig 260 Owner's Manual - Page 1
WARNINGA fused line disconnect switch should be installed in theinput circuit to the welding machine. This would ensure a completeremoval of all electrical power when performing service.Before connecting input power cord verify input power requirements bychecking data plate on rear of unit. Do not connect if your input power voltageis different from the voltage indicated on the input specifi cation panel.Turn off all power at the disconnect.Remove the right lower panel, as viewed from front, and locate power blockat rear of unit.Determine input Voltage and MOVE both Voltage Links to match INPUTVOLTAGE on BOTH Terminal blocks "TB1" and "TB2", these need to be setthe same or damage WILL occur to the unit.Voltage Link- - - IMPORTANT - - -This unit has low and high power terminal blocks (TB1 & TB2)that must have the SAME jumper configuration.Put BOTH Voltage Links to same terminal block screws.SEE SAMPLE HOOK UP DIAGRAM BELOWFOR EXAMPLE OF VOLTAGE LINK PLACEMENT.CobraMig 260 Owner's Manual - Page 2
Route input cable through strain relief and connect to power block as shownin the diagram following. Tighten strain relief and replace side panel with allhardware removed.Machine GroundingBefore starting the installation, check with the local power company if thereis any question about whether your power supply is adequate for the voltage,amperes, phase, and frequency specifi ed on the welder nameplate. Also, besure the plannted installation will meet the U.S. National Electrical Code andlocal code requirements. This welder may be operated from a single phaseline or from one phase of a two or three phase line.The CobraMig 260 is supplied connected for 480 Volt input. If the welderis to be operated on another voltage, it must be reconnected according tothe instrucitons.WARNING:Make certain that the input power is electrically disconnected before removing thescrew on the reconnect panel access cover.A green wire in the input cable connects this contact to the frame of thewelder. This ensures proper grounding of the welder frame when the welderplug is inserted into the receptacle.Welding Torch ConnectionsWork CableConnect a work lead of suffi cient size and length (see table below) betweenthe proper output stud on the power source and the work. Be sure theconnection to the work makes tight metal to metal electrical contact. Poorwork lead connections can result in poor arc initiation, poor weld results andactivation of the ground lead protector.Work Lead LengthsCurrent 60% Up to 50ft. 10-100ft.Duty Cycle (15.2m) (15.2-30.4m)300A 0 (53mm) 0 (67mm)400A 00 (67mm) 00 (85mm)500A 00 (67mm) 00 (85mm)600A 000 (85mm) 000 (107mm)Control CableThe 7-Pin “W” Clocked connector screws onto the mating receptacle on thefront panel of the wire feeder. This provides all electrical signals (motorvoltage, potentiometer control & trigger) to and from the feeder to the torch.CobraMig 260 Owner's Manual - Page 3
Wire Conduit InletFront panel access to attach conduit to front of slave motor assembly.Power Cable InletFront panel access to attach power cable (air or water) to top of power block.Gas InletFront panel access to attach gas hose to bottom fi tting of power block.Water Inlet (For Water Cooled Torches)Front panel access to connect the water hose to the middle fi tting on thepower block.Shielding Gas ConnectionRemove the screws from the left hinged door, as viewed from the front, andopen door.Route the gas hose from the regulator/fl owmeter through the grommet on theback panel and into the 5/8-18 R.H. fi tting on the power block.DANGERWelding gases can cause serious injury or death.Read manufacturer’s instructions before installing, using,or servicing the regulator, gas hose, or gas cylinder.Do not touch cylinder with electrode. Keep cylinder away from all electricalcircuits. Keep gas cylinder secured so that it cannot move.CobraMig 260 Owner's Manual - Page 4
Coolant Connection (Water Cooled Torches Only)Connect the water return line from the recirculator through the grommet onthe rear panel and into the 5/8" - 18 L.H. thread on the power block. Thewater “IN” hose connects directly to the torch water “IN” fi tting; it does notpass through the power supply.Wire Threading ProcedueWire Spool InstallationRelease latches, and open right side door of cabinet.Remove spool retainer nut from spindle hub.Raise wire retainer bar to latched position.Install wire spool onto spindle hub so that wire feeds from bottom of spooltowards slave motor. Make sure that the hole in the spool aligns with pinon spindle hub. The white dot on the end of the spindle hub will aid in thisalignment.Replace the spool retainer nut.Lower the wire retainer bar onto the spool.Wire Spool Drag SettingNOTE:Standard factory setting of the Spindle Tension Knob is set for All Other Wires.There are two visible position settings for this Knob, IN - All Other Wires(Fig. 1) and, OUT - .030/.035 Al Only (Fig. 2). The Spindle Tension Knobmust be set to match the Wire Size Selector Switch on the Cobramatic®front panel.To change this setting, it is easier done without the spool of wire on thespindle. Remove the wire spool retainer and re-install it reversed back ontothe Spindle Tension Knob (Fig. 3). In the “Tool Mode”, the square shapedend of the retainer fi ts onto the Knob. Grab the retainer and turn in theCOUNTER-CLOCKWISE direction until it stops. The Knob is now set to theOUT position (.030/.035 AL Only).IN - All other wiresFigure 1OUT - .030/.035 Aluminum ONLYFigure 2Wire Spool Retainer In "Tool Mode";used to change spindle drag.Figure 3To reset the Knob back to the factory setting of All Other Wires, use theretainer as described above, and turn in the CLOCKWISE direction until itstops. The Knob is now set to the IN position. Turning the retainer andKnob in this direction may require more effort, since turning CLOCKWISE isworking against a spring.Load wire spool onto spindle according to the previous instructions.Replace the spool retainer nut.CobraMig 260 Owner's Manual - Page 5
Lower the wire retainer bar onto the spool.Threading ProcedurePlace wire size selector switch on front panel to the correct position for thewire being used.Loosen end of wire from spool and cut off any kinked or bent portions.Unreel and straighten out fi rst 6” to 8” of wire.Raise wire type lever to center position.Route wire into inlet guide, along drive roll groove, and into wire conduit.Flip wire type lever to show type of wire being used: ALUM or STEEL.Tighten the torch pressure adjusting knob so the wire will be picked up andfed through the contact tip. Proper tension is achieved when wire does notslip if a small amount of pressure is added to the wire as it exits the tip.Wire Retainer BarThe design of the patented Cobramatic® Wire Retainer Bar performs twovery important and very basic functions of the wire feeder: a) spool dragtension, and b) wire maintenance on the spool.The spool drag tension is set by lowering the wire retainer bar onto the wireinside of the spool. The spring tension of the wire retainer bar applies enoughpressure on the spool so that when the torch trigger is released, engaging thebrake pall, the spool does not overrun kicking wire off the spool.Wire maintenance on the spool is performed by the applied pressure of thewire retainer bar spread across the coiled wire on the spool. The replaceablepad (P/N 437-0255) of the wire retainer bar is designed to hold the wire onthe spool, maintaining the smooth layering of the wire and keeping it fromjumping off, and possibly, electrically shorting to the cabinet chassis.Section BOperationGeneral DescriptionThe CobraMig 260 is a constant voltage (CV) DC welding power supply witha built-in Cobramatic wire feeder which operates on the same basic principlesas all other Cobramatics. The 115VAC slave motor in the feeder side runsat a fast, constant speed, but has very low torque. It is always trying tofeed more wire than the torch motor wants, and when the torch motor getsall it wants, it slows the slave motor to the speed that the torch is running.Because of the low torque produced by the slave motor, a brake system isused to prevent wire overrun rather than tension. The drag adjustment inthe spindle is used to keep the wire slightly taut, so it will not unspool whilefeeding wire. The high torque 24VDC torch pull motor is controlled by asolid state speed control, located on the main board, and the potentiometerlocated on the torch.The lower portion of the unit houses the power supply components. Powersupply controls include a range switch and a variable voltage control.Controls and SettingsON/OFF SWITCHPlacing the switch in the “ON” position energizes the power supply and placesthe unit in the ready-to-weld status. The power indicator light should be onat this time.CobraMig 260 Owner's Manual - Page 6
WELD VOLTAGEThe weld voltage knob adjusts the power supply output voltage. It is infi nitelyvariable between the ranges. The scale surrounding the WELD voltagecontrol is a relative scale only; it does not represent actual voltage.RANGE SWITCHThe “LO” range provides from 12 to 22 volts and the “HI” range providesfrom 22 to 32 volts.POLARITY JUMPERThe polarity jumper allows for easy reversal of the electrode polarity.For Reverse polarity (DCRP) plug jumper into the plus (+) connectorbelow jumper plug. For Straight polarity (DCSP) plug jumper into minus(-)connector below jumper plug. The work cable plugs into whichever connectoris not used for the polarity jumper.COBRAMATIC CONTROLSON/OFF SWITCHPlacing the switch in the “ON” position energizes the feeder circuitry and thepower indicator light.WIRE SIZE SELECTOR SWITCHThe wire size selector switch changes the torque of the slave motor for thewire you are using. When in the ".030-.035" aluminum only position, theslave motor produces approximately 2 lbs. inches and approximately 3 lbs.inches when in the "all other wires" position.NOTE:Operating the cabinet with the switch in the wrong positionwill cause wire feed diffi culties.POSA START CONTROLSThe Posa Start Control selects a Run-in Speed which is slower than theactual welding speed. After arc initiation, the wire feed speed control istransfered to the potentiometer in the torch handle. The scale surroundingthe Run-in Speed Control is a relative scale only; it does not representactual inches per minute, but a percentage of the speed dialed by the torchpotentiometer.REMOTE VOLTAGE (See Optional Kits)This option enables the weld voltage control to be adjusted from a remotehand pendant.TIMER KIT (See Optional Kits)This option provides Spot Welding or Stitch Welding operation from theCobramig 260. In the Spot Mode, timing can be adjusted for a welding timeof .5 to 4 seconds and a Burnback time of 0 to .25 seconds. In the StitchMode, the unit can be commanded to "Turn On" from .5 to 4 seconds and"Turn Off" from .25 to 1 second.DIGITAL VOLT/AMP METER (See Optional Kits)The LCD meter provides an alternating display of Volts and Amps during andafter welding for up to 1 minute using a built-in memory.GAS CONTROL/TRIGGER LATCH (See Optional Kits)The Gas Purge/Trigger Latch Kit is a dual function kit. The kit includes aneasy to install interface control PC board, a 24VAC solenoid for pre and postpurge control, a modifi ed valve stem for the welding torch and, a front panelswitch for activating the Trigger Latch mechanism.The gas control times have been preset to 0.5 seconds pre-purge and 1.0seconds post-purge. This offers an optimum amount of inert gas shieldingprior to striking the arc and after the arc has been extinguished.CobraMig 260 Owner's Manual - Page 7
The Trigger Latch mechanism gives the operator the fl exibility of normaltrigger operation (pull trigger to weld - release trigger to stop). This alsooffers the comfort of latched trigger operation (pull trigger once to latch andweld - pull trigger again to unlatch and stop).POSA START OPERATING PROCEDUREGeneralThe Posa Start Run-in Speed Control, located on the front panel, providesadjustment for slow wire run-in. Once the arc has been established, thewire feed speed is automatically changed from the slow run-in speed to thewelding speed set on the torch potentiometer. This slow run in speed helps toreduce “burn-backs” and “push-back” during arc start.Posa Start OperationTurn the Cobramatic to the “ON” position and the Posa Start to the “OFF”position.Adjust power source to desired voltage for your weld condition.Depress gun trigger and adjust wire feed speed at gun to match voltagesetting. If approximate wire feed is not known, it is better to start with excesswire feed rather than too little, in order to prevent a “burn-back”.Turn the Posa Start switch to the “ON” position. Press torch trigger and,using Run-in Speed Control, adjust wire feed rate to approximately 10% ofthe welding wire speed.Strike an arc, and adjust wire feed rate at gun until correct condition isachieved.CobraMig 260 Owner's Manual - Page 8
PROCESS SETTINGSThe following table is provided as a guide to assist you in setting up forstandard welding processes. Please be aware that there are many variablesassociated with welding and conditions can change from day to day due toany number of external infl uences.<strong>MK</strong> <strong>Products</strong>' Customer Service Department is ready to assist you shouldyou need help setting up your equipment in the fi eld. Please be aware thatwe do not specialize in process parameter problems, but are willing to shareour resources if it might help you achieve better quality welds.<strong>MK</strong> <strong>Products</strong> reserves the right to change any settings associated with thiswelding guide, you may request the most up to date guide by calling ourCustomer Service department during normal working hours.To use <strong>chart</strong>, locate material, thickness and wire diameter. Then read acrossfor values to use, "REF" is the value dialed on the "Weld Voltage" knob on thefront panel, this is only a reference value.CobraMig 260 Owner's Manual - Page 9
Sample Setup - AluminumThe procedure described below is designed to help you familiarize yourselfwith this equipment and also provide you with a known procedure so that youmay perform a successful weld. Although these conditions may not be theexact ones needed for your specifi c application, it will provide an example ofthe proper use and operation of this equipment.MATERIALS NEEDED:1 ea CobraMig 260 system with torch of your choice1 ea #6 Gas Cup (3/8")10 ea Contact Tips .044 (621-0001 spray arc)1 ea Spool of clean .035 4043 Wire1 ea Cylinder of Argon gas w/Regulator-Flowmeter and Hose1 ea Stainless Steel Wire Brush20 ea Weld coupons (2 X 6 X 1/8") 6061T-6 AluminumPROCEDURE:Machine Set-upHook-up the CobraMig 260 according to installation instructions in ownersmanual.Install wire onto spindle and thread wire through torch according to wirethreading procedure.Make sure "Wire Type" switch is in the "030-035 ALUM" position.Press gun trigger and set gas fl ow to 25cfh.Set the “VOLTAGE” control on front panel to 8.4 and the “RANGE” switchto Lo.Turn the “POSA START” to the off position.Place the “POLARITY JUMPER” in the positive (+) connector and the groundclamp in the negative connector.Press the gun trigger for six (6) seconds. Adjust the wire feed speed until 32inches of wire is measured in 6 seconds; this equals 320 ipm.Using the S/S brush, brush two weld coupons until the oxide is removed.Position Material and Tack WeldPosition the coupons on the work table to form a ‘T’ fi llet.Place the gas cup near the work piece and tack weld one end. Remember toprovide pre-purge before each weld by cracking the torch trigger and holdingit for a few seconds before fully pressing the trigger. This will reduce built-uppressure and aid in arc starting.Tack weld the other end.Deposit WeldSecurely clamp the workpiece to the table so that you have a clear view of thearc, weld puddle, and unwelded portion of the joint at all times.Welding is done from right to left for a right handed operator and from leftto right for a left handed operator (known as Push or Forehand). The torchCobraMig 260 Owner's Manual - Page 10
should bisect the 90 degree angle made by the joint and a push angle of from10 to 15 degrees in the direction of travel is used.Strike an arc and move the torch progressively along the joint at a smoothsteady rate. Most operators, unfamiliar with aluminum, tend to move tooslow and consequently overheat the plate. A travel rate of 25 to 35 ipmshould be used.The arc should sound smooth and the weld bead should be bright and shiny.If spatter occurs and the arc sounds like a short arc condition, decrease thewire feed speed or, if the weld looks cold, increase the voltage until a smoothspray transfer is achieved.The above condition provides 20 volts and 112 amps. If exact volts and amps arerequired, purchase meter kit P/N 005-0585.CobraMig 260 Owner's Manual - Page 11
Sample Setup - StainlessThe procedure described below is designed to help you familiarize yourselfwith this equipment and also provide you with a known procedure so that youmay perform a successful weld. Although these conditions may not be theexact ones needed for your specifi c application, it will provide an example ofthe proper use and operation of this equipment.MATERIALS NEEDED:1 ea CobraMig 260 system with torch of your choice1 ea #6 Gas Cup (3/8")10 ea Contact Tips .040 (621-0077 short arc)1 ea Spool of clean .035 stainless wire (E308L-SI)1 ea Cylinder of 90HE/7.5AR/2.5CO2 gas w/Regulator-Flowmeterand Hose20 ea Weld coupons (2 X 6 X 16 gauge) stainless steelPROCEDURE:Machine Set-upHook-up the CobraMig 260 according to installation instructions in ownersmanual.Install wire onto spindle and thread wire through torch according to wirethreading procedure.Make sure "Wire Type" switch is in the "All Others" position.Press gun trigger and set gas fl ow to 25cfh.Set the “VOLTAGE” control on front panel to 5 and the “RANGE” switch toLo.Turn the “POSA START” to the off position.Place the “POLARITY JUMPER” in the positive (+) connector and the groundclamp in the negative connector.Press the gun trigger for six (6) seconds. Adjust the wire feed speed until 8inches of wire is measured in 6 seconds; this equals 80 ipm.Position Material and Tack WeldPosition the coupons on the work table to form a ‘T’ fi llet.Place the gas cup near the work piece and tack weld one end. Remember toprovide pre-purge before each weld by cracking the torch trigger and holdingit for a few seconds before fully pressing the trigger. This will reduce built-uppressure and aid in arc starting.Tack weld the other end.Deposit WeldSecurely clamp the workpiece to the table so that you have a clear view of thearc, weld puddle, and unwelded portion of the joint at all times.Welding is done from left to right for a right handed operator and from rightto left for a left handed operator (known as Drag or Backhand). The torchCobraMig 260 Owner's Manual - Page 12
should bisect the 90 degree angle made by the joint and a drag angle of from10 to 15 degrees is used.Strike an arc and move the torch progressively along the joint at a smoothsteady rate. A travel rate of 20 to 25 ipm should be used.The arc should sound smooth and steady. If spatter occurs and the arc popsreduce the wire feed speed until the arc smooths out.The above condition provides 20 volts and 40 amps. If exact volts and amps arerequired, purchase meter kit P/N 005-0585.CobraMig 260 Owner's Manual - Page 13
Sample Setup - SteelThe procedure described below is designed to help you familiarize yourselfwith this equipment and also provide you with a known procedure so that youmay perform a successful weld. Although these conditions may not be theexact ones needed for your specifi c application, it will provide an example ofthe proper use and operation of this equipment.MATERIALS NEEDED:1 ea CobraMig 260 system with torch of your choice1 ea #6 Gas Cup (3/8")10 ea Contact Tips .040 (621-0077 short arc)1 ea Spool of clean .035 steel wire (E70-S6)1 ea Cylinder of 75Argon/25CO2 gas w/Regulator-Flowmeter and Hose20 ea Weld coupons (2 X 6 X 16 gauge) mild steelPROCEDURE:Machine Set-upHook-up the CobraMig 260 according to installation instructions in ownersmanual.Install wire onto spindle and thread wire through torch according to wirethreading procedure.Make sure "Wire Type" switch is in the "All Others" position.Press gun trigger and set gas fl ow to 25cfh.Set the “VOLTAGE” control on front panel to 5.8 and the “RANGE” switchto Lo.Turn the “POSA START” to the off position.Place the “POLARITY JUMPER” in the positive (+) connector and the groundclamp in the negative connector.Press the gun trigger for six (6) seconds. Adjust the wire feed speed until 13inches of wire is measured in 6 seconds; this equals 130 ipm.Position Material and Tack WeldPosition the coupons on the work table to form a ‘T’ fi llet.Place the gas cup near the work piece and tack weld one end. Remember toprovide pre-purge before each weld by cracking the torch trigger and holdingit for a few seconds before fully pressing the trigger. This will reduce built-uppressure and aid in arc starting.Tack weld the other end.Deposit WeldSecurely clamp the workpiece to the table so that you have a clear view ofthe arc, weld puddle, and unwelded portion of the joint at all times.Welding is done from left to right for a right handed operator and from rightto left for a left handed operator (known as Drag or Backhand). The torchCobraMig 260 Owner's Manual - Page 14
should bisect the 90 degree angle made by the joint and a drag angle of from10 to 15 degrees is used.3. Strike an arc and move the torch progressively along the joint at a smoothsteady rate. A travel rate of 25 to 35 ipm should be used.4. The arc should sound smooth and steady. If spatter occurs and the arcpops reduce the wire feed speed until the arc smooths out.The above condition provides 16.5 volts and 89 amps. If exact volts and amps arerequired, purchase meter kit P/N 005-0585.CobraMig 260 Owner's Manual - Page 15
Section CAccessoriesOptional KitsRemote Voltage Kit ...........................................................................005-0584Enables the power supply to be controlled from 25' pendant.LCD Meter Kit ...................................................................................005-0354Digital Volt and AMp meters with memory feature to hold andalternately display volts and amps for 1 minute after welding.Timer Kit ...........................................................................................005-0586Add on panel includes spot timer and stitch weld option.Torch Hanger Kit ...............................................................................005-0169Allows you to hang torch on side of power supply.Easilly hooks on and off.Gas Control/Trigger Latch Kit ...........................................................005-0674Adds Pre/Post Purge and Trigger function options.Water Flow Kit ..................................................................................005-0253Monitors water pressure in torch. No water - no arc.Section DMaintenanceRoutine MaintenanceMaintenance of the torch will normally consist of a general cleaning ofthe wire guide system, including tubes, drive rolls, and conduits at regularintervals.Remove spatter build-up from inside of nozzles with a hardwood stick.The only parts on the Cobramatic system that are subject to normal wear arethe conduit, contact tips, gas cups, front body liners, wire guides, drive andidler rolls. A supply of these parts should be maintained on hand.Power SupplyPeriodically inspect all cables and hoses for damage or breaks in theinsulation jacket, particularly at the plugs or ends. Repair or replace cablesor hoses as necessary.Remove grease and dirt from components and remove moisture fromelectrical parts and cables.Be sure that all connections are clean and tight.WARNING:ELECTRIC SHOCK can kill.Shut-off disconnect and unplug unit before cleaning unit.Every six months blow out or vacuum dust and dirt from the internalcomponents of the power supply. Remove the side panels and use a clean,dry air stream or vacuum suction for the cleaning operation. If repairs dobecome necessary, any part can easily be replaced by a qualifi ed shopmaintenance man.Your CobraMig 260 is designed to provide years of reliable service. Normalwear and component failure may require occasional service. The number ofunits in operation and the importance of minimal “down time” will determine towhat extent spare parts should be stocked on hand.CobraMig 260 Owner's Manual - Page 16
Testing the FeederRelay K2 OperationWhen the torch trigger is pressed, 24VAC is sent to the coil of relay K2. WhenK2 is energized, 115VAC is sent to the slave motor, spool brake, and the115VAC contactor. Relay K2 is also responsible for sending 24VAC to thespeed control circuit and shorting the torch motor leads together when thetrigger is released for the dynamic braking system. K2 also provides theclosing contactor signal.Testing the 115 VAC CircuitsThe 115 VAC circuit is protected by fuse F3. If F3 continually blows, removeJ4 (Brake Solenoid), J7 (slave motor) and J5-3,4 (115 VAC Contactor) fromthe P.C. Board. Replace fuse, and retrigger system. If fuse does not blow;isolate the problem by plugging in J4, J7, and J5-3,4 one at a time untilthe fuse blows.Testing the TorchMotor CheckRemove the amphenol connector from the cabinet.Using the torch amphenol, check the resistance across pins “A” and“B”(motor leads). The resistance across the motor should be between 5-10ohms.If an open circuit or short exist, check the motor leads and motorindependently.Testing the Potentiometer - “W” ClockedUsing the torch amphenol, check the resistance across pin “D” (wiper) andpin “C”. The resistance should vary from 0 - 5K ohms.Check the resistance across pin “D” (wiper) and pin “G”. The resistanceshould vary from 5K - 0 ohms.Testing the Micro SwitchUsing the torch amphenol, check for continuity across pins “E” and “F” whenthe trigger is pressed.Testing the Speed ControlNOTE:The torch should be tested first and the torch panel amphenol must beconnected to the Cobramatic I to perform this test.Place a voltmeter across diode D10 and press torch trigger. A reading of0 - 24VDC should be observed, as the potentiometer varied.Cobramtatic Main BoardCobraMig 260 Owner's Manual - Page 17
Section ETROUBLESHOOTINGWARNINGTurn off input power switch, unplug primarypower cord and wait 5 minutes before performingany service to this equipment. This will ensurethat all storage capacitors have dischargedto a relatively safe level.The following pages detail the trouble shooting section of thismanual, please read carefully and use caution when performingservice on any electrical equipment. All service is to be performedby a qualifi ed service technician.Before calling for customer service, please go over the troubleshooting page to help solve your equipment problem. If the fl ow<strong>chart</strong>s can not help you, please have the following information onhand before calling our service personnel:1. Company name2. Your name3. Your phone number4. Power supply Model No.5. Primary power source6. Symptoms of failure7. Weld conditionsCobraMig 260 Owner's Manual - Page 18
CobraMig 260 Owner's Manual - Page 19
1 FLOW CHART 1SYMPTOMNO WIRE FEED AT TORCH, FEEDER NOT OPERATINGPROBLEM AREACOBRA I: MAIN BOARD, K2 RELAYTORCH: MOTOR, CABLE, MICRO SWITCH, SLAVE MOTOR, BRAKE SOLENOIDSTARTYESIS COBRA I MAINBOARD F3 FUSE OK?NOYESIS COBRA I MAINBOARD F1 FUSE OK?NOBRAKE SOLENOID ORSLAVE MOTOR DEFECTIVEMICRO SWITCH, TRANSFORMERRELAY, OR K2 RELAY ON COBRAI MAIN BOARD IS DEFECTIVE ORLOOSE J2, J3 ON COBRA I PC BOARDMOTOR LEADSSHORTED OR TORCHMOTOR IS DEFECTIVEGO TO FLOW CHART #4COBRA I MAIN BOARD, F1 ANDF3 FUSES ARE OK BUT WIREFEED AND TORCH NOTOPERATINGGO TO FLOW CHART # 3COBRA I MAIN BOARD, F1FUSE IS BLOWNGO TO FLOW CHART # 2COBRA I MAIN BOARD, F3FUSE IS BLOWNTROUBLE:No wire feed at torch, feeder not operating, ie. No slave motor or brake solenoid action.CAUSE:(F3) 2 amp Fuse on Main P.C. board on wire feeder.(F1) 4 amp Fuse on Main P.C. board on wire feeder.Micro Switch defective / Not being activated.Broken electrical cable.Transformer relay, Relay K2 inoperative.Loose J2, J3, Cobra I Main P.C. board connections.CobraMig 260 Owner's Manual - Page 20
2 FLOW CHART 2SYMPTOMF3 FUSE ON COBRA I IS BLOWN WHEN TORCH IS TRIGGEREDPROBLEM AREACOBRA: MAIN BOARD, SLAVE MOTOR OR BRAKE SOLENOIDNOTE :The 115VAC on Cobra I Main P.C. Board is protected byFuse F3. If F3 continually blows, unplug J4 (Brake Solenoid), J7(Slave Motor) from the P.C. Board. Replace the fuse and retrigger. Iffuse does not blow, isolate the problem by plugging in J4 and J7 oneat a time until the fuse blows.STARTF3 FUSE BLOWNCOBRA MAIN BOARDUNPLUG CONNECTORSJ4, BRAKE SOLENOIDJ7, SLAVE MOTORResistance Check :a) Slave MotorJ7-6 to J7-1 = 150 ohmJ7-4 to J7-2 = 150 ohmb) Brake SolenoidJ4-1 to J4-2 = 80 ohmRE-TRIGGER TORCHNOIS COBRA MAIN BOARDF3 FUSE OK ?YESGO TO FLOW CHART # 3COBRA MAIN BOARD, F1 FUSE IS BLOWNPLUG IN J4RE-TRIGGER TORCHYESIS COBRA I MAIN BOARDF3 FUSE OK ?NOSLAVE MOTOR IS OKPLUG IN J7SLAVE MOTOR ISDEFECTIVERE-TRIGGER TORCHYESIS COBRA MAIN BOARDF3 FUSE OK ?NOBRAKE SOLENOID IS OKBRAKE SOLENOID ISDEFECTIVECobraMig 260 Owner's Manual - Page 21
3 FLOW CHART 3SYMPTOMCOBRA: MAIN BOARD, F1 FUSE IS BLOWNPROBLEM AREACOBRA: MAIN BOARD OR TORCH MOTORSTARTYESIS COBRA MAINBOARD F1 FUSE OK?NOGO TO FLOW CHART #4COBRA I MAIN BOARD, F1 ANDF3 ARE OK, BUT WIRE FEEDAND TORCH NOT OPERATIVEUNPLUG TORCH AMPHENOLFROM COBRA FRONT PANELJUMPER "E" AND "F" ON EITHEROF THE COBRA FRONT PANELAMPHENOL CONNECTORSNOIS COBRA MAINBOARD F1 FUSE OK?YESCOBRA I MAIN P.C. BOARD ISDEFECTIVEMOTOR LEADS ARE SHORTEDOR MOTOR IS DEFECTIVENOTE :MOTOR CHECKa. Remove the amphenol connector from the cabinet.b. Using an OHM meter, check the resistance across pins "A" and "B" (motor leads)on torch amphenol. The resistance across the motor should be between 5 and 10 ohms.c. If an open circuit or short circuit condition exists, check the motor leads and motorindependently.CobraMig 260 Owner's Manual - Page 22
4 FLOW CHART 4SYMPTOMCOBRA MAIN BOARD, F1 AND F3 FUSES ARE OKBUT NO WIRE FEED AT TORCH AND FEEDER NOT OPERATINGPROBLEM AREAK2 RELAY ON COBRA I MAIN BOARD,TRANSFORMER RELAY OR TORCH MOUNTED MICRO SWITCHSTARTNOIS COBRA MAINBOARD F1 FUSE OK?YESGO TO FLOW CHART #3COBRA I MAIN BOARD,F1 FUSE IS BLOWNNOIS THE COBRA FRONTL.E.D. POWER LIGHT ON ?YESUNPLUG TORCH AMPHENOLFROM COBRA FRONT PANELTRANSFORMER RELAY ISDEFECTIVE OR CABLEASSEMBLY MISWIRED (SEENOTE)JUMPER "E" AND "F" ON EITHEROF THE COBRA FRONT PANELAMPHENOL CONNECTORSNOIS WIRE FEEDING OK ?YESCOBRA I MAIN P.C. BOARD, K2 RELAYIS INOPERATIVE OR LOOSE J2, J3CONNECTORS ON MAIN BOARDMICRO SWITCH IS DEFECTIVENOTE :When the Cobra I front panel power switch is on, 115VAC is sent to the coil of Transformer Relayand 27 VAC is sent to Cobra I main board. When the torch is triggered, then K2 on Cobra I mainboard is energized. This action transfer 115 VAC to the slave motor, brake solenoid and controlledvoltage to the torch motor.TRANSFORMER RELAY VOLTAGES : When torch trigger is depressed115 VAC COM (White), Pin A to 115 VAC HOT (Neu), Pin B = 115 VAC27 VAC COM (Brown), Pin 7 to 27 VAC HOT (Orange), Pin 9 = 27 VAC27 VAC COM (Yellow), Pin 4 to 27 VAC HOT (Blue), Pin 6 = 27 VACCobraMig 260 Owner's Manual - Page 23
5 FLOW CHART 5SYMPTOMNO WIRE FEED AT TORCH, FEEDER OPERATING PROPERLYPROBLEM AREACOBRA MAIN BOARD, TORCH POT OR TORCH MOTORSTARTNOIS COBRA MAINBOARD F1 FUSE OK?YESGO TO FLOW CHART #3COBRA I MAIN BOARD,F1 FUSE IS BLOWNCHECK FOR LOOSE CABLESAT COBRA FRONT PANEL ANDMAIN P.C. BOARDYESIS THE TORCH WORKINGOK NOW ?NOSYSTEM OKCHECK TORCH POT(SEE NOTE 1 BELOW)NOWAS METER READING OK ?YESCABLE IS BROKENORTORCH POT IS DEFECTIVECHECK TORCH MOTOR(SEE NOTE 2 BELOW)NOWAS METER READING OK ?YESCABLE IS BROKENORTORCH MOTOR IS DEFECTIVECOBRA MAIN BOARDIS DEFECTIVENOTES:1. Check TORCH POT at plug connector2. Check TORCH MOTORa. Testing the poteniometer - "W"Clocked. - Using Ohm Meter to checkresistance across pin "D" (wiper) and pin"C" of Torch plug. Should vary from 0 to5k ohm while turning pot. - Using Ohm Meterto check resistance across pin "D"(wiper) and pin "G" of Torch plug.Should vary from 0 to 5k ohm whileturning pot.b. Testing the poteniometer - "S"Clocked. - Using Ohm Meter tocheck resistance across pin "D"(wiper) and pin "C" of Torch plug.Should vary from 0 to 5k ohm whileturning pot.- Using Ohm Meter tocheck resistance across pin "D"(wiper) and pin "A" of Torch plug.Should vary from 0 to 5k ohm whileturning pot.a. Unplug the Torch from the front panel.b. Using the Ohm Meter, Check theresistance across pin "A" and pin "B"(motor leads) of Torch plug. The resistanceshould be about 5 to 10 ohms.c. If open of short circuit exists, then checkmotor leads and motor for additional problems.CobraMig 260 Owner's Manual - Page 24
6 FLOW CHART 6SYMPTOMWIRE FEEDS AT ONE SPEED ONLY, NO CONTROL BY POT SETTING ONTORCHPROBLEM AREATORCH MOTOR POTENIOMETER OR CABLE OR COBRA I MAIN BOARDSTARTUNPLUG TORCH AMPHENOLFROM COBRA FRONT PANELCHECK THE "W' CLOCKED /"S" CLOCKED POTENIOMETERPER NOTE BELOWNOWAS METER READING OK ?YESTORCH POT IS DEFECTIVEORTORCH CABLE IS DEFECTIVECOBRA MAIN P.C. BOARDIS DEFECTIVENOTES:1. Check TORCH POT at plug connectora. Testing the poteniometer - "W" Clocked. - Using Ohm Meter to check resistance across pin "D" (wiper) andpin "C" of Torch plug. Should vary from 0 to 5k ohm while turning pot. - Using Ohm Meter to check resistanceacross pin "D" (wiper) and pin "G" of Torch plug.Should vary from 0 to 5k ohm while turning pot.b. Testing the poteniometer - "S" Clocked. - Using Ohm Meter to check resistance across pin "D" (wiper) andpin "C" of Torch plug. Should vary from 0 to 5k ohm while turning pot. - Using Ohm Meter to check resistanceacross pin "D" (wiper) and pin "A" of Torch plug.Should vary from 0 to 5k ohm while turning pot.CobraMig 260 Owner's Manual - Page 25
7 FLOW CHART 7SYMPTOMNO WELD OUTPUT, NO VOLTAGE CONTROLPROBLEM AREAPOWER SUPPLY CONTROL (PSCB), THERMOSTAT, TRIAC, CONTACTOR SIGNAL,PWR SWX BOARDSTARTYESIS PSCB LED D7 ON ?(DOES IT HAVE 12 VOLTS)NOJUMPER TP1 TO TP5 ON PSCBNOIS PSCB F1 FUSE OK ?YESNOPSCB IS DEFECTIVEIS PSCB LED D12 ON ?YESREPOSITION JUMPERTO TP2 AND TP4PSCB IS DEFECTIVETRANSFORMER RELAYIS DEFECTIVE OR NO ACINPUT, CHECKDISCONNECT FUSEUSING VOLTMETER, MEASURE WELD VOLTAGEAT COBRA I MAIN BOARD J6-1(+) AND J6-2(-)YESDOES OUTPUT VARY WHEN VOLTAGEKNOB IS TURNEDAPPROX :LO 10 - 32VDCHI 29 - 40VDCNOREPOSITION JUMPER TO TP2AND TP3ADD SECOND JUMPER TO TP1AND TP5YESDOES OUTPUT VARY WHENVOLTAGE KNOB IS TURNEDAPPROX :LO 10 - 32VDCHI 29 - 40VDCNOYESPSCB IS DEFECTIVEIS WELD OUTPUT AT MAXIMUM(APPROX. 35 - 40VDC)NOTRIAC IS DEFECTIVEK2 RELAY ONCOBRA I MAINBOARD DOES NOTSEND CLOSINGCONTACT SIGNALOR TORCH SWITCHIS DEFECTIVETHERMOSTATTERMINALS LOOSE ORTHERMOSTAT ISDEFECTIVE(OPEN ALL THE TIME)TRIAC RESISTANCE CHECK:Use meter in "Diode" mode.Pin 3 to Pin 4 : 2.3Pin 1 to Pin 2 : openCobraMig 260 Owner's Manual - Page 26
8 FLOW CHART 8SYMPTOMDISCONNECT FUSE BLOWS WHEN TORCH IS TRIGGEREDPROBLEM AREAPOWER TRANSFORMER "T1", DIODES, CAPACITORSSTARTTURN OFF ALL POWERAND DISCONNECTSUSING AN OHM METER, MEASURE THE RESISTANCE AT J6-1(WELD VOLTS) AND J6-2 (WORK GROUND) ON COBRA I MAINBOARD, READING SHOULD BE APPROX. 25 OHMNOIS READING OK ?YESDISCONNECT DIODES FROMPOWER TRANSFORMER T1 :ANODE D1 FROM T1-6ANODE D2 FROM T1-5POWER TRANSFORMER "T1"IS DEFECTIVENOIS READING AT J6-1 AND J6-2APPROX. 25 OHM NOW ?YESCAPACITORS SHORTEDSET OHM METER ON DIODE CHECK MODEMEASURE DIODE RESISTANCE :PLACE (+) LEAD ON ANODE AND (-) LEAD ON HEATSINKREADING SHOULD BE APPROX. 300 TO 800 OHMSPLACE (-) LEAD ON ANODE AND (+) LEAD ON HEATSINKREADING SHOULD BE OPEN.NOIS READING OK ?YESDIODE IS DEFECTIVEDIODE IS OKCobraMig 260 Owner's Manual - Page 27
9 FLOW CHART 9SYMPTOMPOSA START NO WORKING PROPERLYPROBLEM AREACURRENT SENSOR, COBRA I MAIN BOARD, READ POSA START SECTION.STARTTO CHECK POSA START POT :REMOVE J2 ON COBRA I MAIN BOARD, TURN ON POSA START SWITCHUSING OHM METER METER RESISTANCE AT J2-1 AND J2-2 RIBBON CABLEREADING SHOULD VARY FROM 0 TO 100K OHMNOIS READING OK ?YESPOSA START POT ORPOSA START SWITCH DEFECTIVEPLUG IN J2REMOVE J1 ON COBRA I MAIN BOARD.USING OHM METER MEASURE RESISTANCE OFCURRENT SENSORTHE READING SHOULD BE OPENNOIS READING OK ?YESCURRENT SENSOR IS DEFECTIVE(CLOSED ALL THE TIME)USING A VOLT METER, MEASURE THE WELD VOLTAGEAT J6-2(-) AND J6-1(+) ON COBRA I MAIN BOARDSET POSA POT = 1/4 TURN ONSET TORCH POT = MAXIMUM (CW)TURN ON COBRAMIG 260TRIGGER AND ADJUST WELD VOLTS TO APPROX 15VJUMPER J1-1 AND J1-2 ON COBRA 1 MAIN BOARDNODOES TORCH MOTOR SPEEDINCREASE WHEN JUMPER ISADDED?YESCOBRA I MAIN BOARDIS DEFECTIVECURRENT SENSOR IS DEFECTIVE(OPEN ALL THE TIME)CobraMig 260 Owner's Manual - Page 28
10 FLOW CHART 10SYMPTOMNO WELD OUTPUT, REMOTE VOLTAGE POT INSTALLEDPROBLEM AREAJUMPER ON POWER SUPPLY CONTROL BOARD (PSCB) IN WRONG POSITIONREMOTE PENDANT IS DEFECTIVESTARTNOIS REMOTE VOLTAGE KIT(005-0584) INSTALLED ?YESGO TO TO FLOW CHART #7PANELDO YOU WANT TO USE PENDANT OR FRONTPANEL VOLTAGE CONTROL KNOBPENDANTSET JUMPER ON BACK OF WELDVOLTAGE CONTROL PANEL TO THEPANEL POSITIONSET JUMPER ON BACK OF WELDVOLTAGE CONTROL PANEL TO THEREMOTE POSITION AND CHECK THATTHE PENDANT IS PLUGGED INTO THEFRONT PANEL CONNECTORIS FRONT PANEL VOLTAGEKNOB WORKING NOW ?NONOIS REMOTE VOLTAGEPENDANT WORKING NOW ?YESYESREADY TO WELDGO TO FLOW CHART #7READY TO WELDNOTE :WHEN THE REMOTE VOLTAGE POT KIT IS INSTALLED AND THE JUMPERIS IN THE REMOTE POSITION, YOU MAY ONLY USE THE REMOTE POT,THE FRONT PANEL VOLTAGE POT IS DISABLED UNTIL YOU MOVE THEJUMPER BACK TO FRONT PANEL POSITION.CobraMig 260 Owner's Manual - Page 29
11FLOW CHART11SYMPTOMCONTACTOR CLOSED, WIRE ALWAYS ENERGIZEDPROBLEM AREAPOWER SUPPLY CONTROL BOARD, K2 RELAY MAIN BOARD, TRIACSTARTYESIS PSCB LED D7 ON?NOJUMP TP1 TO TP5NOIS PSCB LED D12 ON?YESNOIS PSCB FUSE F1 OK?YESPSCB IS DEFECTIVEREMOVE JUMPERFROM TP1:TP5DISCONNECT J6 ON PSCBPSCB IS DEFECTIVETRANSFORMERRELAY ISDEFECTIVE OR NOAC INPUT, CHECKDISCONNECT FUSEYESCONTACTOR STILL CLOSED?NOYESIS THE WELDINGVOLTAGECONTROLLABLE?NOUSING OHMMETER,CHECK FORCONTINUITY ACROSSJ6-3 AND J6-4 ONMAIN PC BOARDPSCB IS DEFECTIVEDISCONNECT J5ON THE PSCBNOCLOSED SIGNALYESYESIS THE WELDINGWIRE STILLENERGIZED?PSCB IS DEFECTIVENORESEAT K2 RELAYREPLACE IFNECESSARYREPLACE TRIACPSCB IS DEFECTIVECobraMig 260 Owner's Manual - Page 30
Section FAppendicesDiagrams/Parts ListMain P.C. Board Connections ..............................................32001-3850 Top Level ...........................................................33003-2134 Power Supply Assembly ......................................34003-1586 Multi-Tap Bracket Assembly .................................35003-1584 Logic Transformer Assembly ................................36003-2131 Wire Feeder Assembly ........................................37003-2135 Front Panel Assembly .........................................38003-2130 Back Panel Assembly ..........................................39003-2132 Deck Assembly ...................................................40003-1774 Heat Sink Assembly ............................................41003-1714 Cap Bank Assembly ............................................42003-1703 Control Panel Assembly .......................................43003-2063 Cobramatic Power Block Assembly .......................44003-2109 42 VAC Front Panel Assembly ..............................45003-2061 Cobramatic Spindle Brake Assembly .....................46003-2078 Slave Motor Assembly .........................................47071-0321 Universal Input ...................................................48071-0390 Universal Input with Options ...............................50071-0370 Front Panel ........................................................51071-0714 Power Supply Control Board ................................52CobraMig 260 Owner's Manual - Page 31
STANDARD CONNECTIONS - MAIN PC BOARDCobraMig 260 Owner's Manual - Page 32
Multi-Tap CV 260001-3850No. Qty. P/N Description1 1 003-1744 Assy Gas Tank Chain CV-2602 1 003-1853 Assy Top Cover CV-2603 1 003-2131 Assy Wire Feeder CV-2604 1 003-2134 Assy Power Supply CV-2605 REF 031-0171 Test Procedure Final CV-2606 REF 071-0389 Block Diagram CV-2607 REF 071-0390 Block Diagram w/option CV-2608 38 327-0115 Scr Hw S T/B #14 x 1/2 St9 2 333-0043 Washer Flat #610 2 336-0005 Scr Pn Ph 6-32 x 3/811 4 336-0039 Scr Pn P 10-32 x 3/8 ST12 2 336-0188 Scr Pn P 6-32 x 3/8 ST HI13 1 341-0018 Nut Hx Plain #1/2-13UNC14 1 405-0780 Tag Owner Man CV-26015 1 405-0887 Decal Warning T1347016 1 405-0951 Decal Serial Plat CV-26017 2 436-0044 SS Fixed Door CV-26018 1 445-0013 Bolt Eye 1/2 - 13UNC19 1 843-0528 Cable GND Power 20FT CV-260CobraMig 260 Owner's Manual - Page 33
Multi-Tap Power Supply Assembly003-2134aNo. Qty. P/N Description1 1 438-0030 Base Paint2 1 431-3516 Axle Back Wheel3 2 515-3693 Wheel 08.004 4 331-0080 Washer Flat 13/16x1.755 2 421-0410 Pin 03/32 x 1.25 LG6 1 137-0084 Transformer Power7 1 133-0007 Choke8 7 329-0003 Scr Hex 1/4-20x3/4LG9 7 333-0009 Washer Spring Lock 1/410 7 331-0050 Washer Flat 1/4x5/8x1/1611 7 345-0051 Nut Hex Lock 1/4-2012 5 329-0029 Scr Hex 5/16-18x3/4LG13 5 331-0025 Washer Flat 5/1614 2 515-3692 Caster15 5 333-0010 Washer Spring 5/1616 5 341-0012 Nut Hex 5/16-1817 1 405-0801 Decal Power Input18 1 405-0621 Decal Warning19 1 405-0862 Decal Voltage20 1 185-0073 Terminal Ground21 1 329-0219 Scr Hex 10-24x1/2LG22 1 345-0012 Nut Hex 10-2423 1 003-1586 Assy Bracket24 1 003-1774 Assy Heatsink25 1 003-1706 Assy Fan Cooling26 6 327-0115 Scr Sht Mtl #14 x 1/2 LG27 4 333-0027 Washer LK Star-ln 1/428 1 003-1879 Assy Cap29 1 844-0066 Cable Choke to ReceptableCobraMig 260 Owner's Manual - Page 34
Multi-Tap Bracket Assembly003-1586No. Qty. P/N Description1 1 435-1515 Brackett, Multi-Tap2 1 003-1584 Assy Xfmr Logic3 1 159-3590 Switch, Power4 2 1860075 Terminal Strip 9 Pos5 1 405-0864 Label TB16 1 186-0069 Terminal Strip 2Pos7 2 437-0207 Jumper, Capsulated8 1 003-1772 Cable Power Supply9 5 411-0193 Tie Wrap10 2.23ft 301-0081 Grommet, Edge Potect11 4 335-0198 Scr Hp Fil 10-32x1/212 8 331-0004 Washer Flat #1013 4 333-0007 Washer Spring Lock #1014 4 336-0195 Scr Hp Fil 8-32x3/415 4 331-0003 Washer Flat #816 1.02ft 845-0058 Wire Bga White17 3.43ft 845-0289 Wire 1Bga White18 6 185-0077 Ring Lug Scr #10 8ga19 10 185-0516 Ring Lug Scr #1022-1 8ga20 0.50ft 739-0007 Tubing Heat Shrink 3/8 ID1.0021 4 336-0197 Scr Hp Fil 10-32x3/822 1 405-0869 Label TB223 1 124-0127 Var Rd 510V 110J 14mm24 0.17ft 261-0019 Tubing Tefl on White 18GaCobraMig 260 Owner's Manual - Page 35
Logic Transformer Assembly003-1584No. Qty. P/N Description1 1 137-0085 Logic Transformer2 8 185-0003 Term Lug #8 Scr 22-18ga3 2 185-0001 Term Slpon Fem .187 22-18ga4 2 153-0910 Con Term Crimp Pin 0.09 #18ga5 1 153-0909 Conn Housing 3 Pin6 .50ft 261-0469 Tubing, Insulation 7/16 ID7 2.67ft 261-0132 Tubing, Insulation 0.75 IDCobraMig 260 Owner's Manual - Page 36
Wire Feeder Assembly003-2131No. Qty. P/N Description1 1 003-1714 Assy Cap Blank2 1 003-2130 Assy Back Panel CV-2603 1 003-2132 Assy Deck CV-2604 1 003-2135 Assy Front Panel5 14 327-0115 Screw Sht Mtl #14-12 St T/B6 1 328-0063 Screw Sch 1/4-20 x 1 3/4 Blk7 1 328-0258 Screw Sch 1/4-20 x 3 1/2 Stl8 2 345-0015 Nut Hex Lock 1/4-20 St9 1 419-0089 Torsion Spring Restrainer10 1 419-0090 Trosion Spring Catch11 1 431-1608 Mandrel Catch12 1 431-1609 Mandrel Restrainer13 1 435-1584 Panel Restrainer CV-26014 1 437-0242 Restrainer Wire15 1 437-0243 Pad Restrainer16 1 437-0255 Catch RestrainerCobraMig 260 Owner's Manual - Page 37
Front Panel Assy.003-2135aNo. Qty. P/N Description1 1 436-0161 Silkscreen Front Panel2 2 351-0089 Thread Insert, #10-323 12 351-0086 Thread Insert, #6-324 12 336-0005 Screw, Ph Fil, #6-32 x 3/8"5 1 003-1703 Control Panel Assy6 1 436-0093 Screened Cover, Meter Kit7 1 436-0094 Screened Cover, Timer Kit8 1 435-1588 Cover PCB CV-2609 1 351-0745 Bushing, Snap 01.1210 1 003-1780 Pilot Lamp Assy11 1 351-0748 Plug, Hole 01.1212 1 351-0101 Strain Relief, Cable13 2 351-0752 Bushing, Snap 01.5014 2 153-0754 Con, Rcp, Pnl, Dinese, 400A15 1 844-0065 Polarity Cable16 1 003-2110 Cobra Panel Assy.17 2 351-0008 Plug, Hold 03/8CobraMig 260 Owner's Manual - Page 38
Back Panel Assembly003-2130No. Qty. P/N Description1 1 438-0073 Paint Back panel CV-2602 2 351-0089 Thread Insert #10-323 1 351-0100 Bushing Snap 02.0 Hole4 1 435-1499 Bracket Gas Tank5 4 327-0115 Scr Hex Sht Mtl #14-12 x 1/2"6 1 411-0165 Strain Relief CableCobraMig 260 Owner's Manual - Page 39
Deck Assembly003-2132aNo. Qty. P/N Description1 1 438-0072 Paint Deck CV-2602 1 438-0070 Paint Mid-Plate Assy.3 4 329-0002 Scr Hex 1/4-20 x 5/84 1 261-0510 Spool Insulator5 1 003-2078 Assy Slave Motor 115V6 4 333-0009 Washer Spring Loc 01/4 ID7 1 438-0044 Paint Panel Access Triac CV-2608 1 329-0208 Scr Hex 3/8 -16 x 1.09 0.50ft 261-0505 Trim Protection Edge10 1 003-0784 Assy Pawl Ratchet11 1 003-2146 Assy Spindle CB12 6 351-0086 Insert Thread #6-3213 4 331-0002 Washer Flat #614 1 003-0593 Assy Relay15 12 333-0043 Washer Star-In #616 12 336-0005 Scr Ph Phl St #6-32 x 3/817 2 411-0186 Strap Cable18 2 305-0042 Pop Rivet 1/8 Al.19 1 003-2096 Assy Sol Brk 115V20 3 336-0037 Scr Ph Phl St #6 x 1/4 T/B21 1 419-0080 Spring Extension22 6 342-0410 Spacer #6-3223 1 003-1628 Assy Pcb main Cb 115V24 1 405-0072 Decal Elec Connection25 1 405-0929 Decal Main Pcb Connections26 2 351-0752 Bushing Snap 01.5027 5 327-0115 Scr Hex Sht Mtl #14 x 1/228 1 003-2063 Assy Power Block CB29 1 261-0109 Insulator Power Block30 1 435-1502 Bracket Power Block31 2 332-0009 Washer Shoulder 01/432 2 331-0049 Washer Flat 01/433 2 329-0003 Scr Hex 1/4-20 x 3/434 1 405-0930 Decal Hose Connections35 4 329-0405 Scr Hexwshrhd Hi-Perf 8-32 x 3/836 1 405-0886 Decal Warning T1329737 1 405-0887 Decal Warning T13470CobraMig 260 Owner's Manual - Page 40
Heat Sink Assembly003-1774CNo. Qty. P/N Description1 1 431-3102 Heat Sink2 4 431-3861 Spacer3 4 333-0027 Washer, X-Star 1/44 8 329-0004 Screw, HEx 1/4-20 x 7/85 1 125-0033 Triac 660V 75A7 4 333-0023 Washer, X-Star #68 2 336-0006 Screw Ph Ril #6-32 x 1/210 1 333-0011 Washer, Spring Lock 3/811 1 329-0053 Screw, Hex 3/8-16 x 1/212 1 844-0061 Cable, Triac Assy.13 1 170-0003 Thermal Switch15 2 333-0021 Washer, X-Star #416 2 336-0010 Screw, Ph Fil #4-40 x 3/817 1 003-1742 Cable, Triac & Ther. Sx.18 2 124-0088 Diode 400V, 300A19 4ft 261-0102 Sleeve, Fibre-glass20 2 329-0029 Screw, Hex 5/16-18 x 3/421 2 333-0010 Washer Spring Lock 5/1622 2 331-0099 Washer, Flat 5/1623 2 341-0012 Nut, hex 5/16-1824 A/R 823-0032 Compound Alcoa #225 1 844-0067 Cable, Triac (long)26 2 333-0025 Wsher, X-Star #1027 1 261-0516 Insulator, Heat Sink29 2 336-0030 Screw Ph Fil #8-32 x 1/230 6 333-0024 Washer X-Star #831 4 333-0009 Washer Spring Lock 1/432 1.6ft 261-0505 Protective Trim33 1 435-1064 Upper Baffl er34 2 336-0091 Screw Ph Fil #8-32x1 3/435 1 435-1063 Lower Baffl er36 2 341-0006 Nut, Hex #8-32Items 6, 9, 14 & 28 are not used.CobraMig 260 Owner's Manual - Page 41
Cap Bank Assembly003-1714DNo. Qty. P/N Description1 1 435-1062 Bracket Mounting, Minus2 4 104-0081 Capacitor 300000uF3 8 333-0045 Lock Washer #10 Internal Tooth4 8 325-0225 Screw Pan Slotted #10-32x3/85 8 329-0001 Bolt Hex Head 1/4-20x1/26 8 333-0027 Lock Washer 1/4" Ext. Tooth7 4 431-4029 Spacer Cap Bank8 1 844-0058 Cable Jumper Positive9 4 331-0099 Washer Flat 5/16"10 4 329-0029 Bolt Hex Head 5/16-18 x 3/411 4 333-0010 Lock Washer #5/16 Slit Spring12 4 341-0012 Nut 5/16-18 Hex13 1 844-0059 Cable Power & Posa14 1 113-0056 Resistor 15 Ohm, 55W15 2 333-0041 Lock Washer #4 Int-Tooth16 2 327-0109 Scr Pan Phil T/B #4-40x1/417 4 332-0009 Washer 0.265ID Shoulder18 4 331-0005 Washer Flat #1/419 1 435-1061 Bracket Mounting Plus20 2 844-0084 Cable 12" PowerCobraMig 260 Owner's Manual - Page 42
Control Panel Assembly003-1703No. Qty. P/N Description1 1 436-0045 Screened Panel2 2 301-0023 Grommet Pnl. Led3 1 003-1741 Pcb Control Assy.4 1 401-0075 Knob 2.00 Dia5 1 003-1311 Closing Contact Cable6 1 331-0087 Washer Flat NeopreneCobraMig 260 Owner's Manual - Page 43
Power Block Assembly003-2063aNo. Qty. P/N Description1 1 003-1243 Assy Sensor Posa-Start2 1 313-0021 Stud Receiver Push-On3 1 329-0054 Scr hex 3/8-16 x 5/84 1 331-0002 Washer Flat #6 Stl5 1 331-0777 Washer fl at 0.391ID x 0.875OD6 1 333-0252 Wshr Lk Star-In #6 St7 2 336-0005 Scr Pn Ph 6-32 x .375 Stl8 1 342-0395 Spacer Current Sensor9 1 351-0066 Plug Hole 05/1610 1 431-1612 Block Power CB2K11 1 435-3038 Bracket Current Sensor12 1 753-0112 Ftg 1/4NPT Male to 5/8-18 Male13 1 753-0114 Aptr 1/8NPT x 1/8NPS14 1 753-0115 Bush 1/4NPT Male to 1/8NPT Fem15 1 753-0466 Aptr 1/4NPT Male to 5/8-18 Fem16 3 753-0475 Aptr 1/4NPT M to 5/8-18 Fem Lh17 A/R 823-0029 Anti-Corrosion Compound18 A/R 823-0043 Removable Threadlock Compound19 A/R 823-0044 Pipe Thread Sealant20 1 333-0011 Washer Spring Lock 3/8CobraMig 260 Owner's Manual - Page 44
42 VAC Front Panel Assembly003-2110bNo. Qty. P/N Description1 1 003-1332 Assy Cbl Rbn 26c2 1 003-1631 Cable Power Assy.3 1 003-2024 Assy Pcb Fr Pnl CB 110V4 1 301-0023 Grommet Panel Mount5 1 341-0050 Nut 3/8-32 St6 2 345-0004 Nut Hex Lock 4-407 1 401-0012 Knob 01.0 Blk8 1 436-0144 SS Pnl Fr Cobramatic9 1 003-1642 Assy Con 7P "w" CB10 1 351-0835 Snap Btn 01/2 Hole BlkCobraMig 260 Owner's Manual - Page 45
Spindle Assembly003-2146No. Qty. P/N Description1 1 003-2139 Assy Bearing Spindle2 3 330-3063 Scr Shldr Mod .25 x .63 10-243 3 331-0063 Wshr Flt .355 x .5054 1 331-0095 Wshr Flt 11/32 x 3/4 Sst5 1 331-0313 Wshr Leather .75ID x .125 Thk6 1 345-0018 Nut Hex Lock 5/16-18 St7 3 419-0059 Spg Comp .468 x .437 x .0568 1 419-0095 Spg Comp .85 x .69 x .759 1 431-1266 Plate Back-up Ring10 1 431-3726 Adapter Spiral Spindle11 1 437-0258 Retainer Spool Spindle12 1 437-0259 Knob Tension Spindle13 1 437-0260 Spacer Spindle14 1 437-0645 Spindle15 1 723-0059 Disk Ratchet Brake16 1 751-0018 Cap .5 .5 Lg Vinyl Black17 A/R 823-0049 Thread Locking PermanentCobraMig 260 Owner's Manual - Page 46
Slave Motor Assembly003-2078No. Qty. P/N Description1 1 003-0176 Assy Knob Conduit2 1 003-2069 Assy Torque Motor 115V3 2 328-0024 Scr Shc 8-32 x 3/8 Stl4 4 328-0259 Scr Shc 8-32 x 1-1/8 Stl5 1 330-0258 Scr Shldr 1/4 x 1/4 x 10-246 1 345-0018 Nut Lock 5/16-187 1 419-0085 Spring Comp 1/32 x OD .408 1 419-0211 Spring Comp OD 5/8 x 1/169 1 431-1576 Bolt Swing Mod10 1 435-1582 Plate Locate Slave Motor11 1 437-0230 Housing Slave Motor Mold12 1 437-0231 Handle Mold Slave Motor13 1 437-0232 Arm Idler Mold Slave Motor14 1 437-0245 Cap Bearing Mold15 1 437-0254 Sleeve Spring16 1 501-0118 Bearing 1.125 x .50 x .3117 1 501-0156 Bearing .875 x .38 x .2818 1 501-0207 Bearing Idler Roll19 1 507-0130 Shaft Gear20 1 511-0206 Drive Roll21 1 753-0210 Guide Wire Inlet22 A/R 823-0043 Loctile Threadlocking23 A/R 835-0001 Grease Mobilux 224 A/R 823-0051 Loctile Retaining Compound25 REF 031-0167 Test ProcedureCobraMig 260 Owner's Manual - Page 47
JUMPER CABLE003 1307WELDING CURREN T SENSORWCCWCW003 12 43(TO POWER BLOCK)SLAVE MOTOR003-20 78J7-1 115V (H) REDJ7-2 115V (H) BLKJ7-3 WELD VOLT RED(+)TOCOBRA I PCBJ4-1 115V (H)J4-2 115V (N)J4J14 J13COBRAMATIC IMAIN BOARDP/N 003 1628J1CABLE 003 1631MAIN SWITCH AC IN (N), BRNJ7-4 115V (N) WHTMAIN SWITCH AC OUT (N), REDJ7-6 115V (N) BLU MAIN SWITCH AC OUT (H), ORGJ7J3MAIN SWITCH AC IN (H), YELT ORQUE SWITCH (RETURN), GRNT ORQUE SWITCH (SOURCE), BLUJ6-1POSASTART (SOURCE)POSASTART (RETURN)TORCH POT CWCABLE 003 1332NONOBBRAKE SOLENOID003-20 9627VAC (COM) YEL27VAC (HOT) BLU115VAC (HOT) BLKJ8J5RELAY K2157-00 22J61 2 3 4 1 2 3 4J2TORCH POT WIPERTORCH POT CCWTORCH TRIGGER 27V (SRC)TORCH TRIGGER 27V (RTN)TORCH MOTOR (+)TORCH MOTOR (-)POWER INDICATOR LED (H)POWER INDICATOR LED (N)A115VAC (COM) WHT120VAC RE LAY TRANSFORMER RELAY W/ LEADSP/N 157- 0149003-05 9327VAC IN (COM) BRN27VAC IN (HOT) ORNFANP/N 003 1706115V NWHT #18115V HBLK #18GRNVIOGRYBRNORGYEL0V208V235V0V208V235VREDBLK1512CONT - YEL CABLE 003 -1311CONT + ORNWELD VOLT (+) #18GATO WELD VOLT (+)(+) WELD VOLT (-) #18GA(-)TO WELD VOLT (-)28V28V0V0V130V0VORGORGBRNBRNBLKWHTWELD VOLTAGE JUMPERJ2J12 & 3PANEL REMOTEPOWER SUPPLYCONTROL BOARDP/N 003 1741 FOR 60 HZ UNITSP/N 003 1795 FOR 50 HZ UNITSJ5CONT+CONT-J6J3J4123456789TB1INPUT SELECTORP/N 186 0075LOGIC XFMRP/N 003 1 584THERMAL SW. BRNTHERMAL SW. REDTRIAC (+) ORNTRIAC (-) YELCABLE 003- 1742BLKPOWERTERMINAL BLOCKP/N 186- 0069AC HO TWHT #8GACABL E003-1 772AC NE UWHT #8GAGRNGROUND LUGP/N 186- 0071#18GAP/N 159- 3590VR1510V1 2Q1HEAT SINKPOWER TRIAC75A / 600VP/N 125-0033WHT #8GAWHT #8GA123456789TB2INPUT SELECTORP/N 186-00750V208V235V0V208V235VTHERMAL SWP/N 170 000329V0V2 1P/N 124-0088HEAT SINKPOWER TRANSFORMERP/N 137- 0084D1P/N 133 0 007L11.2 mHBLK #2GA1 2R1+ C1 + C2 + C3 + C4 25/55WP/N 113 0056( 30000 uF, 50 VDC) X 4P/N 104 0081BLK #2GAPOWER SUPPLYREV P/ZONE DESCRIPTION / DCN APPR. DATEPRN 325302/01J1J2COBRAMATIC IFRONT PANELP/N 003- 2024J3J4A BCDEFGA BCDEFGABCDEFAMPHENOL CONNECTORMS "W"003 16 42TORCH "W" CLK(+) (-)3 1CW 5KTORCHMOTORTORCHPOTTORCHTRIGG ERGTO COBRA I J6-1(ZONE C6)TO COBRA I J6-2(ZONE C6)( + )WELD VOLT (+)NOTES1. INPUT S ELECTOR: SEE CM260 UNIVERSAL INPUTWIRING DIAGRAM2. FOR PO WER SUPPLY PANEL VOLTAGE CONTROL,JUMPER JP1 TO JP33. FOR PO WER SUPPLY REMOTE VOLTAGE CONTROL,JUMPER JP1 TO JP2( - )WELD VOLT (-)4. FOR DCRP, PLUG PIGTAIL POWER BLOCKTO (+) TERMINAL AND WORK GROUND CLAMPPOWER BL OCKTO (-) TERMINAL5. FOR DCSP, PLUG PIGTAIL POWER BLOCK003-20 63TO (-) TERMINAL AND WORK GROUND CLAMPTO (+) TERMINAL4 & 5TitleM. K. PRODUCTS INC.CM260 UNIVERSAL INPUT, STANDARDSize Document Number RevC071- 0389 -794613241431112111-2115VACF3 2AK1JP3JP1F12AJP2POWER DIODED229V 2 112345612123456123456781234567812121231231227VACF1 4APILOT LAMPP/N 003 178014131127VAC12VDCCONTT.SWX. &TRIACREMOTEMETER12312345123410SW140A / 600 V13121110NONC.1u/1KVC5C6.1u/1KV682591682591321+-CobraMig 260 Owner's Manual - Page 48
CobraMig 260 Owner's Manual - Page 49
CABINET POT KITP/N 005-0167(OPTIONAL)SLAVE MOTORP/N 003-207879TO J14NONO46BJ7-1 115V (H) REDJ7-2 115V (H) BLKJ7-3 WELD VOLT REDJ7-4 115V (N) WHTJ7-6 115V (N) BLU(+)TOCOBRA I PCBJ6-1J4-1 115V (H)J4-2 115V (N)BRAKESOLENOIDP/N 003-209627VAC (COM) YEL27VAC (HOT) BLU115VAC (HOT) BLKJ7J4J8JUMPER CABLEP/N 003-1307WCCWCWJ14 J13COBRAMATIC IMAIN BOARDP/N 003-1628J5115VACF3 2ARELAY K2P/N 157-0022J1J61 2 3 4 1 2 3 4J3J211POSASTART (SOURCE)POSASTART (RETURN)TORCH POT CWTORCH POT WIPERTORCH POT CCWTORCH MOTOR (+)TORCH MOTOR (-)POWER INDICATOR LED (H)POWER INDICATOR LED (N)WELDING CURRENT SENSORP/N 003-1243(TO POWER BLOCK)CABLE P/N 003-1631MAIN SWITCH AC IN (N), BRNMAIN SWITCH AC OUT (N), REDMAIN SWITCH AC OUT (H), ORGMAIN SWITCH AC IN (H), YELTORQUE SWITCH (RETURN), GRNTORQUE SWITCH (SOURCE), BLUTIMER1 1( OPTIONAL )SPOT TIMEBURN BACK&PULSETORCH TRIGGER 27V (SRC)J1 J2TORCH TRIGGER 27V (RTN)Bd P/N 003-1755KIT P/N 005-0586J36P/N #003-21371 1J2J4 J1GASTRIGGER /HOLD(OPTIONAL)Bd P/N 003-2136KIT P/N 005-0674J3REV P/ZONE DESCRIPTION / DCN APPR. DATEPRN #3253 02/0111J1J2COBRAMATIC IFRONT PANELBd P/N 003-2024J4J3K1A120VAC RELAYP/N 157-0149POWERTERMINAL BLOCKP/N 186-0069AC HOTWHT #8GAAC NEUWHT #8GAGRNGROUND LUGP/N 186-0071115VAC (COM) WHTTRANSFORMER RELAY W/ LEADSP/N 003-059327VAC IN (COM) BRN27VAC IN (HOT) ORNFANP/N 003-17061CABLEP/N 003-17723BLK#18GA #18GA24P/N 159-35901BLK#8GAWHT115V NWHT #18123456789TB2INPUT SELECTORP/N 186-007543HEAT SINKQ1POWER TRIAC75A / 600VP/N 125-0033115V HBLK #181 2WHT #8GAGRNVIOGRYBRNORGYEL10V208V235V0V208V235VREDBLKWIRE FORWARD (-)WIRE FORWARD (+)WELD VOLT (+) #18GAWELD VOLT (-) #18GA15LOGIC XFMRP/N 003-1584123456789TB1INPUT SELECTORP/N 186-00750V208V235V0V208V235V28V28V0V0V130V0VORGORGBRNBRNBLKWHTPOWER XFMRP/N 137-008429V29V20V2 1D1P/N 124-0088HEAT SINKTO WELD VOLT (+)TO WELD VOLT (-)WELD VOLTAGE JUMPERJ2JP3JP1PANEL REMOTEPOWER SUPPLYCONTROL BOARDTHERMAL SW. BRNTHERMAL SW. REDTRIAC (+) ORNTRIAC (-) YELNO THERMAL SW1P/N 170-0003NC12VDC( 30000 uF, 50 VDC) X 4P/N 104-0081J12&3J5GNDP/N 003 1741 FOR 60 HZ UNITSP/N 003 1795 FOR 50 HZ UNITSBLK #2GACONT+CABLE 003 1742P/N 133-0007C4 R125/55WP/N 113 0056BLK #2GACONT-J61 2POWER SUPP LYCABLE003 1756J3J4SHU NT1 2(-) (+)P/N 002-0481C5.1u/1KVWF(+)WF(-)12VDCGND297SHUNT(-)WELD(-)CABLE003 1758WELD(+)REMOTE WELD VOLTTO COBRA I J6-1(ZONE C6)TO COBRA I J6-2(ZONE C6)( OPTIONAL )GRN CWP/N 003 1762WHTBLKWELD VOLT (+)WELD VOLT (-)POWER BLOCKP/N 003-2063WCCWKIT P/N 005 05844 & 5J1TO COBRA I J6-1(ZONE C6)( + )( - )METER( OPTIONAL )88.88AMPVOLTBd P/N 003-1324KIT P/N 005-0585NOTESABCDEFGAMPHENOL CONNECTORMS "W"P/N 003-1642(+) (-)3 1CW 5KTORCHMOTORTORCHPOTTORCHTRIGGER1. INPUT SELECTOR: SEE CM260 UNIVERSAL INPUT WIRIN GG2. FOR POWER SUPPLY PANEL VOLTAGE CONTROL ,JUMPER JP1 TO JP3ABCDEF G3. FOR POWER SUPPLY REMOTE VOLTAGE CONTROL ,JUMPER JP1 TO JP24. FOR DCRP, PLUG PIGTAIL POWER BLOC K KABCDE F GTORCH "W" CLKTO (+) TERMINAL AND WORK GROUND CLAMPTO (-) TERMINAL5. FOR DCSP, PLUG PIGTAIL POWER BLOCKTO (-) TERMINAL AND WORK GROUND CLAMPTO (+) TERMINAL6. WITHOUT GAS/TRIGGER HOLD KIT, PLUG 26 PI NNRIBBON CABLE FROM COBRA 1 FRONT PANEL, J2, T OOTIMER PCB, J2TitleCM. K. PRODUCTS INC .CM 260 UNIVERSAL INPUT, WITH OPTIONSSize Document Number Rev071- 0390 -Thursday July 26 2001Date: Sheet of 1 2-2POWER DIODED22 1F12AJP21234561212345612312312PSCBGAS SOLENOID12VDCMETER123456781212CONTT.SWX. &TRIACREMOTEMETER12312345123412345SW 140A / 600 VPILOT LA MPP/N 003-178014131211101312111027VAC+ C1 + C2 + C3 +L11.2 mHC6.1u/1KV1K68259168259132123 1123456781231234F1 27VAC 4ANORMAL/LATCH SW.12345678VR1510 V(+)(-)++-,,CobraMig 260 Owner's Manual - Page 50
J1910P10J291011121314151617181920212223242526P26115VAC (N)115VAC (N)115VAC (H)115VAC (H)TORQUETORQUEPOSA STARTPOSA STARTTORCH POT CWTORCH POT WIPERTORCH POT CCWTORCH TRIGGER 27VAC (H)TORCH TRIGGER 27VAC (H)TORCH MOTOR (+)TORCH MOTOR (-)POWER INDICATOR LED (H)POWER INDICATOR LED (N)SW1A213SW1B 45SW2SW SPDTSW3SW SPDTCWR2100KR3D12.7K 1/2WGREENR1300 OHM8WFOR 0.030 - 0.035FOR ALLOTHERJ3P8J4P8REVISIONSREV. P/ZONE DESCRIPTION/DCN # DATE APPRV.-PRN 288601/98 CKTADCN 11559 12/98 DTB DCN 1247212/00 DTC DCN 12582 2/01 DTABCDTORCH "W" CLOCK(+) (-)R5K POTTORCHMOTORTORCHPOTEFTORCHTRIGGERG123456781234567861234567812345678CobraMig 260 Owner's Manual - Page 51
CobraMig 260 Owner's Manual - Page 52
LIMITED WARRANTYEffective March 1, 2001This warranty supersedes all previous <strong>MK</strong> <strong>Products</strong> warranties and isexclusive, with no other guarantees or warranties expressed or implied.LIMITED WARRANTY - <strong>MK</strong> <strong>Products</strong>,Inc.,Irvine,Californiawarrants that all new and unused equipment furnished by <strong>MK</strong><strong>Products</strong> is free from defect in workmanship and material asof the time and place of delivery by <strong>MK</strong> <strong>Products</strong>. No warrantyis made by <strong>MK</strong> <strong>Products</strong> with respect to trade accessories orother items manufactured by others. Such trade accessoriesand other items are sold subject to the warranties of theirrespective manufacturers, if any.<strong>MK</strong> <strong>Products</strong>’ warranty does not apply to components havingnormal useful life of less than one (1) year, such as relaypoints, wire conduit, tungsten, and welding torch parts thatcome in contact with the welding wire, including nozzles,nozzle insulators, and contact tips where failure does not resultfrom defect in workmanship or material.In the case of <strong>MK</strong> <strong>Products</strong>’ breach of warranty or any otherduty with respect to the quality of any goods, the exclusiveremedies therefore shall be at <strong>MK</strong> <strong>Products</strong>’ option: (1)repair; (2) replacement; (3) where authorized in writing by<strong>MK</strong> <strong>Products</strong>, the reasonable cost of repair or replacementat our Irvine, California plant; or (4) payment of or credit forthe purchase price (less reasonable depreciation based uponactual use) upon return of the goods at customer’s risk andexpense. Upon receipt of notice of apparent defect or failure,<strong>MK</strong> <strong>Products</strong> shall instruct the claimant on the warranty claimprocedures to be followed.As a matter of general policy only, <strong>MK</strong> <strong>Products</strong> may honoran original user’s warranty claims on warranted equipmentin the event of failure resulting from a defect within thefollowing periods from the date of delivery of equipmentto the original user:1. Torches, Weldheads & Water Recirculators ..........1 year2. All Other Equipment ...............................................3 years3. Repairs .................................................................. 90 daysClassifi cation of any item into the foregoing categoriesshall be at the sole discretion of <strong>MK</strong> <strong>Products</strong>. Notifi cationof any failure must be made in writing within 30 days ofsuch failure.A copy of the invoice showing the date of sale must accompanyproducts returned for warranty repair or replacement.All equipment returned to <strong>MK</strong> <strong>Products</strong> for service must beproperly packaged to guard against damage from shipping.<strong>MK</strong> <strong>Products</strong> will not be responsible for any damages resultingfrom shipping.Normal surface transportation charges (both ways) forproducts returned for warranty repair or replacement willbe borne by <strong>MK</strong> <strong>Products</strong>, except for products sold toforeign markets.ANY EXPRESS WARRANTY NOT PROVIDED HEREIN ANDANY IMPLIED WARRANTY, GUARANTY, OR REPRESENTA-TION AS TO PERFORMANCE, AND ANY REMEDY FORBREACH OF CONTRACT WHICH, BUT FOR THIS PROVI-SION, MIGHT ARISE BY IMPLICATION, OPERATION OFLAW, CUSTOM OF TRADE, OR COURSE OF DEALING,INCLUDING ANY IMPLIED WARRANTY OF MERCHANT-ABILITY OR OF FITNESS FOR PARTICULAR PURPOSE,WITH RESPECT TO ANY AND ALL EQUIPMENT FURNISHEDBY <strong>MK</strong> PRODUCTS, IS EXCLUDED AND DISCLAIMEDBY <strong>MK</strong> PRODUCTS.EXCEPT AS EXPRESSLY PROVIDED BY <strong>MK</strong> PRODUCTSIN WRITING, <strong>MK</strong> PRODUCTS ARE INTENDED FORULTIMATE PURCHASE BY COMMERCIAL/INDUSTRIALUSERS AND FOR OPERATION BY PERSONS TRAINEDAND EXPERIENCED IN THE USE AND MAINTENANCE OFWELDING EQUIPMENT AND NOT FOR CONSUMERS ORCONSUMER USE. <strong>MK</strong> PRODUCTS WARRANTIES DONOT EXTEND TO, AND NO RE-SELLER IS AUTHORIZEDTO EXTEND <strong>MK</strong> PRODUCTS’ WARRANTIES TO ANYCONSUMER.<strong>MK</strong> <strong>Products</strong>, Inc.16882 Armstrong Ave.Irvine, CA 92606Tel (949)863-1234Fax (949)474-1428DATE : March 1, 2001
<strong>MK</strong> PRODUCTS, INC.16882 ARMSTRONG AVE.IRVINE,CALIFORNIA 92606(949) 863-1234 FAX (949) 474-1428