VOC-Free Alternative for Green Coatings - L. Brüggemann KG
VOC-Free Alternative for Green Coatings - L. Brüggemann KG
VOC-Free Alternative for Green Coatings - L. Brüggemann KG

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
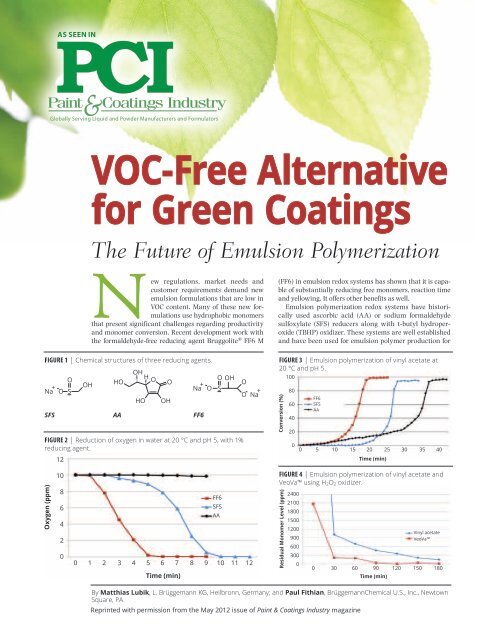
As seen inPaint<strong>Coatings</strong> IndustryGlobally Serving Liquid and Powder Manufacturers and Formulators<strong>VOC</strong>-<strong>Free</strong> <strong>Alternative</strong><strong>for</strong> <strong>Green</strong> <strong>Coatings</strong>1212The Future of Emulsion 1010 PolymerizationNew regulations, market needs andcustomer requirements demand newemulsion <strong>for</strong>mulations that are low in<strong>VOC</strong> content. Many of these new <strong>for</strong>mulationsuse hydrophobic monomersthat present significant challenges regarding productivityand monomer conversion. Recent development work withthe <strong>for</strong>maldehyde-free reducing agent Bruggolite ® FF6 MOHOH O OHFIGURE 1 | OChemical structures of three reducing agents.Na + O S OHNa + HO O OO SOHO Na +HOOH OH O O OH ONa + O S OHNa + HOOSFS AA FF6 O SO Na +HO OHSFS AA FF6FIGURE 2 | Reduction of oxygen in water at 20 °C and pH 5, with 1%reducing agent.12OHOH OH OOHOHNa OHNa HOONa + O S OHNa + HO O OOSONaNa +HOHOOHOHSFSSFSAAAAFF6FF6Oxygen (ppm)8(FF6) 6in emulsion redox systems has shown that SFS it is capableof substantially reducing free monomers, reaction time4AAAAand yellowing. It offers other benefits as well.Emulsion 2polymerization redox systems have historicallyused ascorbic acid (AA) or sodium <strong>for</strong>maldehyde0sulfoxylate 0 (SFS) 1 2 reducers 3 4 5along 6 with 7 8t-butyl 91010hydroper-oxide (TBHP) oxidizer. These systems are well established11111212TimeTime(min)(min)and have been used <strong>for</strong> emulsion polymer production <strong>for</strong>20 °C and pH 5.1001008080FF6FF66060 SFSSFSAAAA4040202000 51010151520202525303035354040TimeTime(min)(min)Conversion (%) (%)FF6FF6SFSFIGURE 3 | Emulsion polymerization of vinyl acetate atOxygen Oxygen (ppm) (ppm)1012810684624020FIGURE 4 | Emulsion polymerization of vinyl acetate andVeoVa using H 2 O 2 oxidizer.FF624002400SFS21002100AA18001800FF615001500SFS12001200Vinyl acetateVinyl acetateAA900900VeoVaVeoVa6006003003000 1 2 3 4 5 6 7 8 9 10 11 1200303060609090Time (min)TimeTime(min)(min)1201201501501801800 1 2 3 4 5 6 7 8 9 10 11 12By Matthias Lubik, L. <strong>Brüggemann</strong> <strong>KG</strong>, Heilbronn, Germany; and Paul Fithian, <strong>Brüggemann</strong>Chemical U.S., Inc., NewtownSquare, PA Time (min)Reprinted with permission from the May 2012 issue of Paint & <strong>Coatings</strong> Industry magazineResidual Monomer Level (ppm)100pm)27002700
Residual Monomer Level180015001200Vinyl acetate<strong>VOC</strong>-<strong>Free</strong> 900 <strong>Alternative</strong> <strong>for</strong> <strong>Green</strong> <strong>Coatings</strong> VeoVa60030000 30 60 90 120 150 180more than 50 years. Time Bruggolite (min)® FF6 is relatively new, ismore powerful than either AA or SFS, is <strong>for</strong>maldehyde freeand is best suited <strong>for</strong> lower-pH reactions.These three reducing agents are represented in Figure1. Their comparative effectiveness as reducing agentsFIGURE 5 | Residual monomer content reduction.Residual Monomer Level (ppm)Residual Monomer Residual Level Monomer (ppm) Level (ppm)2700240021001800150012009006003000Addition RatioDosageAdditionDosage6,0008,000 5,0007,000 4,0006,000 3,0005,000 2,0004,000 1,0003,00002,0001,0000StartingvalueFIGURE 6 | Optimal process conditions <strong>for</strong> FF6.8,0007,000Vinyl acetate AVinyl acetate BTarget value20 min 40 min 60 min 30 min(after dosage)pH1 2 3 4 5 6 7 8 9 10TpH20°C 1 2 3 40°C 4 5 6 60°C7 8 9 80°C10RatioT20°C 40°C 60°C80°Cexcess reducing agentonce excess reducing agentlowoncelow1:11:1FIGURE 7 | Residual monomer levels after polymerization.excess oxidation agentexcess oxidation continually agenthighcontinuallyhigh20 ºC 40 ºC 60 ºCAscorbic Acid Bruggolite FF6 Bruggolite FF6 50%20 ºC 40 ºC 60 ºCAscorbic Acid Bruggolite FF6 Bruggolite FF6 50%can be seen in Figure 2, where SFS takes twice as long toremove oxygen as FF6. Both are significantly more effectivethan AA.Example Polymerization DataA model emulsion polymerization of vinyl acetate to PVAChas been thoroughly studied and demonstrates the effectivenessof FF6 compared to SFS and AA when used as themain polymerization reducing agent. This system clearlyshows higher conversion percentage and shorter conversiontime <strong>for</strong> an FF6 redox system (Figure 3).Similar results can be seen when FF6 is used as thereducing agent <strong>for</strong> vinyl acetate and VeoVa systems,and substituting H 2 O 2 <strong>for</strong> TBHP, resulting in a <strong>VOC</strong>-freeprocess (Figure 4).In a test polymerization with another vinyl acetatesystem, the aim of the evaluation was to reduce theresidual monomer content of vinyl acetate in two givenlatices with the help of FF6 down to a level below 1000ppm using <strong>VOC</strong>-free techniques. TBHP was excluded;the oxidizer was H 2 O 2 . The target time <strong>for</strong> post polymerizationwas 60 min. Figure 5 depicts the rapid monomerconversion and very low residual monomer levelsachieved, exceeding the expectations of the <strong>for</strong>mulationin both time and residual monomer level.Recommended Process ConditionsFor optimized monomer conversion and reaction time,FF6 works best in the range of process conditions depictedby the green ranges shown in Figure 6.By its chemical nature, FF6 shifts more to the acid sideof the salt/acid balance at lower pH values. Very low-pHemulsion systems may result in rapid generation of freeradicals and reaction termination. A similar result can beseen at higher temperatures. Where thermal splitting ofSFS can begin at 90 °C, FF6 will begin to split at 65 °C. Thegoals <strong>for</strong> pH and temperature settings are to manage thegeneration of free radicals to control the polymerizationreaction at a steady pace.The ratio of FF6 to oxidizer and addition rate shouldalso be controlled to optimize the reaction. Best per<strong>for</strong>mancehas been observed when these redox agents areadded continuously on a 1:1 ratio.It has been observed that less FF6 is needed <strong>for</strong> effectiveemulsion reactions versus SFS. This is due to thehigher reactivity of FF6. It is believed that excess dosageof FF6 can destroy free radicals and terminate polymerization,as can be seen in Figure 7. This clearly showsthat when less FF6 is used, it will result in lower residualmonomer content at the end of the polymerization, especiallyat elevated temperatures.Measuring and ControllingRedox PotentialRecent developments in redox potential measurementprobes now enable better control of the addition rate ofredox chemicals and provide insight into reaction timeoptimization. As can be seen in Figure 8, the redoxpotential (red line) goes from negative to positive asthe polymerization progresses. In this model reaction,the redox addition rate is controlled to maintain 60 °C
Residual02,0001,000020 ºC 40 ºC 60 ºCAscorbic Acid Bruggolite FF6 Bruggolite FF6 50%20 ºC 40 ºC 60 ºCAscorbic Acid Bruggolite FF6 Bruggolite FF6 50%tank temperature, providing an overall uni<strong>for</strong>m, fastpolymerization rate. As the redox potential reachespositive, it indicates the polymerization has essentiallyreached completion. Further reactor time is unnecessary,demonstrating that redox potential monitoringcan improve productivity.Polymer YellowingTests have shown that FF6 will reduce polymer yellowingand oxidation, both during and after polymerization.It has also been shown that FF6 can provide acceptablereaction rates without the addition of iron, which furthercontributes to polymer color retention (Figure 9).ConclusionsWhen used in the main polymerization step, more controlledreactions are possible with an FF6 redox system.Polymers can be tailor made with improved physicalproperties. Slow, controlled initiation of the polymerizationis possible with no retardation later in the reactioncycle. Lower-temperature initiation <strong>for</strong> free radicalgeneration is also possible, avoiding side reactionsand crosslinking. This can result in tighter control ofmolecular weight distribution.When used in the post polymerization step, physical strippingof residual monomers may not be necessary, resulting inless energy consumption. Recycling of monomer and associatedprocess equipment may not be necessary.For both main and post polymerization use, FF6 canprovide faster reactor throughput and more completeconversion of monomer to higher-quality polymer. Butperhaps the biggest advantage is that low-<strong>VOC</strong> polymerscan be made with <strong>for</strong>maldehyde-free redox agents. n°C 65200 mVVe10 Residual monomer content64FIGURE 81850 | Redox ppm potential monitoring 350 of emulsion ppm 320 polymerization.ppm 15063Continuous initiator addition100°C 65 62200 mVVe10 Residual monomer content61 64501850 ppm 350 ppm 320 ppm 15060 630Continuous initiator addition10059 62-50Polymerization58 61Optimum 50redox-10057 600potential56 59-150-50Polymerization55 58Optimum -2000 10 20 30 40 50 60 70 80 90 redox 100 110 120 130 -10057potentialReaction temperature56Time (min)-150Electrode potential55-2000 10 20 30 40 50 60 70 80 90 100 110 120 130Reaction temperatureTime (min)Electrode potentialFIGURE 9 | Polymer yellowing and oxidation.AA3 d/30 ºC 2 h/50 ºC 2 h/75 ºC 1 h/100 ºC 1 h/120 ºCVinyl AcetateFF6M3 d/30 ºC 2 h/50 ºC 2 h/75 ºC 1 h/100 ºC 1 h/120 ºCVinyl AcetateAAFF6MAfter3 weeks/40 ºCVeoVa vinyl esters of Versatic acid are a product of Momentive SpecialtyChemicals Inc., Columbus, OH. For more in<strong>for</strong>mation, visit www.momentive.com/veova.Bruggolite® FF6 M is a product of <strong>Brüggemann</strong>Chemical, Industrial Chemicals,Newtown Square, PA. For more in<strong>for</strong>mation, visit www.brueggemann.com/english/chemical-us.html.AA/Iron-saltAA/Iron-saltFF6M/Iron-saltStyrene-AcrylateFF6M/Iron-saltStyrene-AcrylateFF6M/No IronFF6M/No IronAfter3 weeks/40 ºC
CONTACTS<strong>Brüggemann</strong>ChemicalL. <strong>Brüggemann</strong> KommanditgesellschaftSalzstrasse 13174076 Heilbronn, GermanyPhone +49 (0) 7131 1575-0Fax +49 (0) 7131 1575-25-111info@brueggemann.com<strong>Brüggemann</strong>Chemical U.S., Inc.15 Reese Avenue, Suite 200Newtown Square, PA 19073, USAPhone +1 (610) 353 9852Fax +1 (610) 353 9853usa@brueggemann.com<strong>Brüggemann</strong>Chemical Asia, Ltd.8/F Cambridge HouseTaikoo Place, 979 King‘s RoadIsland East, Hong KongPhone +(852) 2293 2652Fax +(852) 2293 2622asia@brueggemann.comWWW.BRUEGGEMANN.COM