Loss-in-Weight Feeders Produce Only Gains - Schenck AccuRate
Loss-in-Weight Feeders Produce Only Gains - Schenck AccuRate
Loss-in-Weight Feeders Produce Only Gains - Schenck AccuRate

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Case history<strong>Loss</strong>-<strong>in</strong>weightfeedersproduce onlyga<strong>in</strong>sA company <strong>in</strong>stalls severalload-cell-based loss-<strong>in</strong>-weightfeeders to automate its<strong>in</strong>gredient-feed<strong>in</strong>g processand elim<strong>in</strong>ate problemscaused by manually handl<strong>in</strong>gand feed<strong>in</strong>g the <strong>in</strong>gredients.PolyOne Corp., headquartered <strong>in</strong>Avon Lake, Ohio, is a worldwidepolymer services companythat produces and suppliespolymers, elastomers, colorants, andadditives for various products. Thecompany’s plastic compounds andcolors group operates a facility <strong>in</strong>Vonore, Tenn., that produces colorconcentrates used by other <strong>in</strong>dustriesto color plastic products. The companyrecently upgraded the Vonoreplant’s process<strong>in</strong>g l<strong>in</strong>es and automatedthe <strong>in</strong>gredient-feed<strong>in</strong>g processto elim<strong>in</strong>ate problems caused by operatorshav<strong>in</strong>g to manually handleand feed the various <strong>in</strong>gredients.Mak<strong>in</strong>g a color concentrateIn the past, to make the various colorconcentrates at the Vonore plant, thecompany operated several process<strong>in</strong>gl<strong>in</strong>es that each used a batch mixer anda cont<strong>in</strong>uous s<strong>in</strong>gle-screw extruder.Many of the <strong>in</strong>gredients arrived at theplant <strong>in</strong> bags, which the companystored on the plant’s ground level. Toprepare a batch for one mixer, an operatorhad to manually open the bagsand preweigh and premix the <strong>in</strong>gredients<strong>in</strong> small conta<strong>in</strong>ers, us<strong>in</strong>g a scaleon the ground level. For most <strong>in</strong>gredients,the operator forklifted the conta<strong>in</strong>ersup onto a mezzan<strong>in</strong>e builtaround the mixers and manuallydumped the contents <strong>in</strong>to a dedicatedhopper above the mixer’s <strong>in</strong>let. Theother <strong>in</strong>gredients were conveyed <strong>in</strong>tothe hopper.The operator discharged the hopper’scontents <strong>in</strong>to the mixer, which mixedand melted the <strong>in</strong>gredients. Themolten material discharged from themixer to the extruder and was extrudedas strands. The strands werecooled and cut before be<strong>in</strong>g packagedand shipped to customers. The companyoperates the plant’s process<strong>in</strong>gl<strong>in</strong>es 24 hours a day, 7 days a week.Solv<strong>in</strong>g an <strong>in</strong>gredient-feed<strong>in</strong>gproblemThe company experienced severalproblems manually handl<strong>in</strong>g the <strong>in</strong>gredients:It was difficult to ma<strong>in</strong>ta<strong>in</strong>the f<strong>in</strong>ished product’s consistency be-The feeder’s controller monitors the hopper’s load cells to ensure a cont<strong>in</strong>uousand accurate feedrate to the tw<strong>in</strong>-screw extruder.
cause manually weigh<strong>in</strong>g the <strong>in</strong>gredientswas not 100 percent accurate.This sometimes led to an <strong>in</strong>gredient’sweighment be<strong>in</strong>g outside the acceptableaccuracy range. Also, manuallyopen<strong>in</strong>g and empty<strong>in</strong>g <strong>in</strong>gredientbags and dump<strong>in</strong>g the <strong>in</strong>gredients<strong>in</strong>to the small conta<strong>in</strong>ers and hopperscreated fugitive dust that decreasedthe plant’s cleanl<strong>in</strong>ess. And manuallyhandl<strong>in</strong>g the bags and small conta<strong>in</strong>erscreated ergonomic issues for theoperators. Additionally, the companyexperienced <strong>in</strong>efficient productionrates because the dry <strong>in</strong>gredients <strong>in</strong>the hopper couldn’t be discharged tothe mixer until the mixer had completelydischarged the molten materialto the extruder.To ma<strong>in</strong>ta<strong>in</strong> its market competitiveness,the company decided to redesignand upgrade the Vonoreplant’s process<strong>in</strong>g l<strong>in</strong>es by elim<strong>in</strong>at<strong>in</strong>gthe batch mixers and s<strong>in</strong>gle-screwextruders and <strong>in</strong>stall<strong>in</strong>g several cont<strong>in</strong>uoustw<strong>in</strong>-screw extruders, whichmix, melt, and extrude the <strong>in</strong>gredients<strong>in</strong> one cont<strong>in</strong>uous process. As part ofthe plant upgrade, the company alsodecided to fully automate the <strong>in</strong>gredient-feed<strong>in</strong>gprocess to elim<strong>in</strong>ate theproblems caused by manually handl<strong>in</strong>gthe <strong>in</strong>gredients.Dur<strong>in</strong>g its search for automated feed<strong>in</strong>gequipment, the company contactedseveral feeder suppliers andtraveled to three suppliers’ test labsfor material tests. “We gave each supplierour toughest-flow<strong>in</strong>g materialsfor use <strong>in</strong> feeder tests that focused ona feeder’s feed<strong>in</strong>g accuracy overtime,” says Dennis Donalson, planteng<strong>in</strong>eer at the Vonore plant. “To helpus nail down the accuracy of eachfeeder, the tests were computerized,and all of the test data was collectedso we could do statistical process controltest<strong>in</strong>g and chart<strong>in</strong>g.”Of the three suppliers, two manufacturedfeeders that were able to feedthe material at the accuracies the companyrequired. Because of this, Donalsonsays, “We decided to evaluatethe feeders on other issues, such as thefeeder’s overall design and how theoperators and ma<strong>in</strong>tenance crewwould <strong>in</strong>terface with them. We alsolooked at the components of eachTo prepare a batch for one mixer,an operator had to manually openthe bags and preweigh and premixthe <strong>in</strong>gredients <strong>in</strong> small conta<strong>in</strong>ers,us<strong>in</strong>g a scale on the ground level.The feeder is connected to a graphical <strong>in</strong>terface and recipe managementsystem that allows an operator to set the feeder parameters and monitorits operation from one central location.
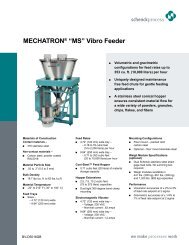
The supplier connected the feeders <strong>in</strong>the Vonore plant to the DG-2000,which allows the company to set thefeedrate and hopper setpo<strong>in</strong>ts, managerecipes, and monitor process trend<strong>in</strong>gfrom one central location. At this time,the control station isn’t programmedto pr<strong>in</strong>t reports about the feeders’ opfeederand how well they would functionover time <strong>in</strong> our manufactur<strong>in</strong>genvironment.”After further evaluation of the twocompet<strong>in</strong>g feeders, the company decidedto purchase 14 MECHATRONcont<strong>in</strong>uous loss-<strong>in</strong>-weight (LIW) s<strong>in</strong>gle-screwfeeders with DISOCONT(LIW) controllers and a DG-2000Group Manager graphical <strong>in</strong>terfaceand recipe management system from<strong>Schenck</strong> <strong>AccuRate</strong> Inc., Whitewater,Wis. The supplier supplies volumetricand gravimetric feed<strong>in</strong>g systems,multiple-<strong>in</strong>gredient batch<strong>in</strong>g systems,weighfeeders, flow meters,bulk bag discharg<strong>in</strong>g systems, and vibratoryfeeders.Install<strong>in</strong>g the LIW feedersThe MECHATRON feeder is constructedof Type 304 sta<strong>in</strong>less steeland has a Coni-Flex flexible v<strong>in</strong>ylhopper with an external paddle agitatorthat cont<strong>in</strong>uously massages thehopper’s outer wall to promote materialflow. The feeder can gravimetricallyfeed material between 0.117 and330 ft 3 /h and is available with feedscrews <strong>in</strong> eight different diametersand a range of flight arrangements tosuit customers’ applications. Feedscrew lengths can be customized tomeet specific <strong>in</strong>stallation requirements.The feeder is suspended froma set of load cells, which are connectedto the feeder’s controller. Thecontroller is prewired and <strong>in</strong>tegrated<strong>in</strong>to the feeder’s frame.Dur<strong>in</strong>g operation, an operator enters afeedrate setpo<strong>in</strong>t <strong>in</strong>to the controllerand starts the feeder. As the materialdischarges from the feeder, the controllermonitors the load cells and accuratelykeeps track of the weight-lossrate from the feeder. The controllercompares the actual weight-loss rateto the feedrate setpo<strong>in</strong>t and automaticallyadjusts the screw speed.To ensure that there is a sufficientamount of material <strong>in</strong> the hopper whenthe feeder is operat<strong>in</strong>g, the operator entersa low and high refill setpo<strong>in</strong>t <strong>in</strong>tothe controller. When the materialweight reaches the low setpo<strong>in</strong>t, thecontroller signals the material-deliverysystem to discharge material <strong>in</strong>to thefeeder. When the material weightreaches the high setpo<strong>in</strong>t, the controllershuts down the material-delivery system.(The company’s new material-deliverysystem consists of one surgehopper mounted above each feeder; thesurge hoppers are fed <strong>in</strong>gredients pneumaticallyor directly from bulk bags.)When the feeder goes <strong>in</strong>to refill mode,the controller uses a dynamic refillcompensation algorithm that automaticallyadjusts the screw speed to compensatefor material changes that canoccur dur<strong>in</strong>g refills. For example, ifdur<strong>in</strong>g the refill the material aerates <strong>in</strong>the feeder and its density decreases,the algorithm detects this change andthe controller automatically <strong>in</strong>creasesthe screw speed to feed more material.And if the material <strong>in</strong> the feeder compressesdur<strong>in</strong>g the refill, the controllerdecreases the screw speed to feed lessmaterial. This algorithm ma<strong>in</strong>ta<strong>in</strong>s anaccurate feedrate at all times.The feeder can be completely disassembled<strong>in</strong> place between productruns and its <strong>in</strong>ternal components accessedfrom the non-process side.This allows the operator to simplyand quickly change the feed screw orhopper, clean the feeder, or performany required ma<strong>in</strong>tenance. The feedscrew motor is mounted on a pivotand easily sw<strong>in</strong>gs up and out of theway, allow<strong>in</strong>g access to the <strong>in</strong>ternalcomponents. Releas<strong>in</strong>g a 360-degreeband clamp allows the operator toeasily remove the hopper. Additionally,process connections between thefeeder <strong>in</strong>let and the material-deliverysystem or between the feeder dischargeand the extruder rema<strong>in</strong> <strong>in</strong>place when an operator disassemblesthe feeder.eration. “However, we’re work<strong>in</strong>gwith the supplier to connect the feedersto the central computer <strong>in</strong>terfacewe use for our systems,” says KeithMcCormack, plant manager of theVonore plant. “The feeders have network<strong>in</strong>gcapabilities, and we’re <strong>in</strong> theprocess of develop<strong>in</strong>g them.”Experienc<strong>in</strong>g the ga<strong>in</strong>sS<strong>in</strong>ce upgrad<strong>in</strong>g the process<strong>in</strong>g l<strong>in</strong>esand automat<strong>in</strong>g the <strong>in</strong>gredient-feed<strong>in</strong>gprocess with the feeders, the companyhas elim<strong>in</strong>ated all of the problemscaused by manually handl<strong>in</strong>g and feed<strong>in</strong>g<strong>in</strong>gredients. “Because the operatorsno longer manually handle the <strong>in</strong>gredients,we’ve improved the product consistencyand plant cleanl<strong>in</strong>ess andelim<strong>in</strong>ated the ergonomic issues,” saysDonalson. “We’ve also <strong>in</strong>creased ourproduction efficiencies, because thefeeders cont<strong>in</strong>uously feed <strong>in</strong>gredientsto the tw<strong>in</strong>-screw extruders — there’sno batch<strong>in</strong>g <strong>in</strong>volved anymore.”S<strong>in</strong>ce upgrad<strong>in</strong>g the process<strong>in</strong>gl<strong>in</strong>es and automat<strong>in</strong>g the <strong>in</strong>gredientfeed<strong>in</strong>gprocess with the feeders,the company has elim<strong>in</strong>ated all ofthe problems caused by manuallyhandl<strong>in</strong>g and feed<strong>in</strong>g <strong>in</strong>gredients.And even though the feeders are all thesame model, Donalson says, “We canuse the same feeder to discharge different<strong>in</strong>gredients at different rates by <strong>in</strong>sert<strong>in</strong>ga feed screw with a differentdiameter and flight arrangement.”PBENote:To f<strong>in</strong>d other articles on this topic,go to www.powderbulk.com, click on“Article Index,” and look under the subjecthead<strong>in</strong>g “<strong>Feeders</strong>,” or see Powderand Bulk Eng<strong>in</strong>eer<strong>in</strong>g’s comprehensive“Index to Articles” <strong>in</strong> this issue.<strong>Schenck</strong> <strong>AccuRate</strong>,Whitewater, WI877-498-2671www.accuratefeeders.com