Development of New Cokemaking Process, SCOPE21
Development of New Cokemaking Process, SCOPE21
Development of New Cokemaking Process, SCOPE21

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
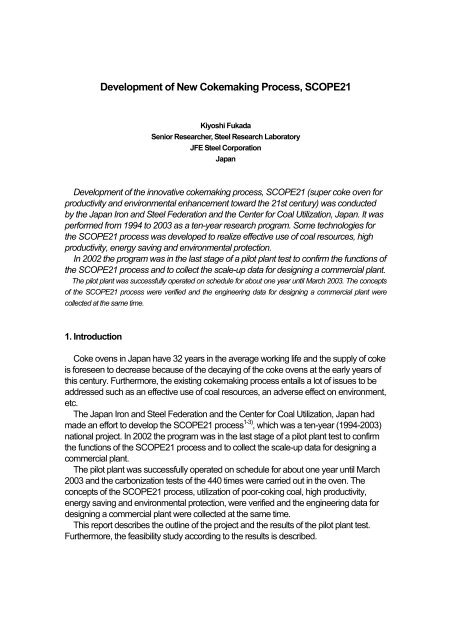
As the final phase <strong>of</strong> the project, we built a test plant on the premises <strong>of</strong> Nippon Steel’sNagoya Works to confirm the performance expected at the R and D stage and collectthe engineering data for designing a commercial plant.3.1 Specifications <strong>of</strong> the pilot plantThe main specifications <strong>of</strong> the pilot plant are shown in Table I and the process flow <strong>of</strong>the plant in Figure 2. The pilot plant shown in Photo 1 consists <strong>of</strong> a coal pretreatmentfacility which is the scale-up version <strong>of</strong> the bench scale plant, and a coke oven.The coal pretreatment facility is designed to have a 6t/h coal throughput, and the basicspecifications are determined from the bench scale plant data. One coke oven wasconstructed. The coke oven chamber is 8m in length, which is almost half thecommercial plant, 7.5m in height and 450mm in width. <strong>New</strong> chamber walls are made <strong>of</strong>super dense brick whose heat conductivity is 1.3 times higher than that <strong>of</strong> theconventional silica brick. The thickness <strong>of</strong> the bricks is designed to be as thin as 70mm.Because the reheating <strong>of</strong> the coke discharged at medium temperatures had been testedin an existing CDQ, the coke upgrading facility was excluded from the pilot plant.3.2 Operation <strong>of</strong> the pilot plantSince the first coke was discharged from the test coke oven in March 2002, the plantwas successfully run on schedule for about one year until March 2003 and thecarbonization tests were carried out 440 times. During the operation, all the operationconditions were arranged according to the testing items in order to confirm the targets <strong>of</strong>the concept. In the plant operation, the flue temperature was arranged between 1100°Cand 1280°C. Consequently, the coking time was ranged from 12 to 8 hours.4. Pilot plant test results4.1 Utilization <strong>of</strong> coal resourcesIn the coal rapid preheating test, the coal was heated slowly to 300°C in a fluidized beddryer, and then heated rapidly to 380°C in a pneumatic preheater, and carbonized in thecoke oven. The quality <strong>of</strong> the obtained coke was estimated by the JIS drum index(DI150/15). Table II shows the characteristics <strong>of</strong> the tested coal, and the poor-coking coalwas blended 50% in the coal charge. As shown in Figure 3, the coke strength (DI150/15)became about 2.5 points higher than conventional level at the flue temperature around1250°C.To detail the upgrading effect, the coal heated in a fluidized bed dryer was passedthrough the pneumatic preheater by the gas flow <strong>of</strong> 300°C and it was revealed that thedrum index became 0.9 points higher by virtue <strong>of</strong> the rapid preheating effect.Furthermore, 1.0 points <strong>of</strong> drum index was improved due to the increased bulk density.The reminded 0.6 points was thought due to the homogenization effect.4.2 High productivity in cokemaking
Preheating the coal charge, employing the high heat conductivity brick, and loweringthe coke discharge temperature have the effect <strong>of</strong> reducing coking time. Coking time <strong>of</strong>pilot plant operation was 8 hours in the case <strong>of</strong> the coal charge preheated to 280°C, andthe flue temperature <strong>of</strong> 1250°C. According to the test results <strong>of</strong> the pilot plant, theproductivity <strong>of</strong> a commercial plant <strong>of</strong> the <strong>SCOPE21</strong> process was estimated to beenhanced 2.4 times as high as that <strong>of</strong> the conventional one (Figure 4).Only a minor amount <strong>of</strong> carbon deposits was found in the area <strong>of</strong> the feed connectionand standpipe base, which was the same as in conventional process. This is consideredbecause <strong>of</strong> the effect <strong>of</strong> briquetting <strong>of</strong> fine coal according to the basic research (Figure 5).4.3 Environmental protectionEnvironmental conditions will be improved by conveying the hot coal in the sealedstructure, by preventing gas leakage the from the coke oven and by reducing NO x in thecombustion gas due to the new coke oven heating system.1) Smokeless conveying <strong>of</strong> hot coalWe developed a plug flow transport method for conveying the preheated coal in the pilot plant test. Thetransport rate <strong>of</strong> 350t/h was a sufficiently high rate even in commercial plants. This charging system makes itpossible to charge high temperature preheated coal into coke a oven safely and cleanly without scatteringdusts.2) Low NO x combustion from coke ovenThe pilot plant is equipped with a new combustion system that will attain the high productivity, uniformheating and low NO x emissions which are the basic requirements the next-generation coke oven has to meet.The new heating chamber is as large as that <strong>of</strong> the typical commercial plant. Its chamber wall is made <strong>of</strong>super dense silica brick high heat conductivity for higher productivity. As shown in Figure 6, NO x concentrationin the combustion gas was less than 100ppm when the flue wall temperature was 1250°C, which was thesame temperature measured in the actual scale combustion test.3) Gas leakageIt is usually very difficult to prevent gas leakage from the coke oven because the seal is not perfect and theoven is operated with a gas pressure that is higher than the ambient pressure. <strong>SCOPE21</strong> process has anairtight structure in which the oven was completely covered with hoods and a gas pressure control system forthe coke oven was developed for a sub-atmospheric pressure operation. The collected engineering data wasused for the feasibility study <strong>of</strong> a commercial plant.4) Energy savingThe <strong>SCOPE21</strong> process can reduce net energy consumption by 21% as shown in Figure 7. The netenergy consumption for carbonization can also be decreased by preheating the coal charge and by loweringthe coke discharging temperature although an extra power needs in the coal pretreatment system.
5. Blueprint <strong>of</strong> the commercial plant5.1 Design <strong>of</strong> the plant scaleThe production capacity <strong>of</strong> a new coke plant is about 4000t/day (1.5Mt/year) coke,which is high enough for 4000 cubic meter class blast furnace. Figure 8 is a conceptualdescription <strong>of</strong> the commercial plant, and its specifications are listed in Table III. Becausethe <strong>SCOPE21</strong> process has a higher productivity than the conventional one, the number<strong>of</strong> required ovens decreases in half or less.5.2 Construction costThe construction cost <strong>of</strong> the <strong>SCOPE21</strong> process is estimated to be reduced by 16% incomparison with the conventional one as shown in Figure 9. The reduction <strong>of</strong> thenumber <strong>of</strong> coke ovens dominates the reduction <strong>of</strong> the construction cost.5.3 Coke production costThe coke production cost <strong>of</strong> the <strong>SCOPE21</strong> process is estimated to be reduced by18% in comparison with the conventional one as shown in Figure 10. The increase in theratio <strong>of</strong> poor coking coal dominates the reduction <strong>of</strong> the cost.6. ConclusionJapan developed an innovative cokemaking process <strong>SCOPE21</strong> to meet the futurecoal demands and environmental protection. The pilot plant was successfully operatedand the project concepts were confirmed. 50% utilization <strong>of</strong> poorly caking coal made agood quality coke. Productivity <strong>of</strong> coke oven was enhanced 2.4 times <strong>of</strong> conventionalone without any torment <strong>of</strong> carbon trouble, achieving uniform heating and low NO xcombustion. The construction cost as well as coke production cost was estimated to bereduced by less 20% compared with the conventional process.The blast furnace method will remain as the most important ironmaking technologyeven in the 21st century. I am confident that the <strong>SCOPE21</strong> process will becommercialized in the near future and contribute to the development <strong>of</strong> cokemakingtechnologies in many countries.References1. K.Nishioka, “Challenge for innovative cokemaking process in Japan,” 3rdInternational <strong>Cokemaking</strong> Congress Proceedings, Gent, Belgium, 1996, pp.285-290.2. H.Taketomi, K.Nishioka, Y.Nakashima, S.Suyama, M.Matsuura, “Research on coalpretreatment process <strong>of</strong> <strong>SCOPE21</strong>,” 4th European Coke and Ironmaking CongressProceedings, Paris, France, June 2000, pp.640-645.
3. S.Suyama, K.Nishioka, T.Yamada, H.Shima, I.Sugiyama, H.Fujikawa, M.Yamamoto,“<strong>Development</strong> <strong>of</strong> <strong>SCOPE21</strong> <strong>Cokemaking</strong> <strong>Process</strong>,” 1st China International CokingTechnology and Coke Market Congress 2002, Beijing, P.R.China, September 2002,pp.122-132.
Hot briquetting machineCoal plugconveying systemEmission freecoal chargingDust collecting systemHighly sealed oven doorPneumaticpreheaterCoalFinecoalEmission freecoke pushingCoarsecoalCoking chamber・Medium temp. carbonization・Super denced brick & thin wall・Pressure controlEmission freecoke dischargingEmission free coketravelling systemCDQCoke upgradingchamberFluidized bed dryerTable I Main specifications <strong>of</strong> the pilot plantMain equipmentBasic specificationsFluidized bedPneumatic preheaterBriquetting machineCoke ovenCoke quenching carCoal throughput : 6.0 dry-t/hrCokeFigure 1 Schematic diagram <strong>of</strong> the <strong>SCOPE21</strong> process flow.Coal throughput : 6.0 dry-t/hr (coarse coal): 2.4 dry-t/hr (fine coal)Type : double rollMold : massec type (18cc)Capacity : 2.4t/hrOven size : 7.5mH x 8.0mLx 0.45mWBrick material : super densed brickHeat conductivity: 2.3kcal/m hr KBlastfurnaceCoalhopperFine coalFluidizedbeddryer CoarsecoalPneumaticpreheaterBriquettingmachineHot coalconveyingsystemPusherCokeovenCOGSeparaterFeederGuideDry quencherCokeHot gas generatorFigure 2 Schematic diagram <strong>of</strong> the pilot plant.AIRMGCOGN2
Photo 1 The pilot plant <strong>of</strong> <strong>SCOPE21</strong>.Table II Characteristics <strong>of</strong> the tested coals.Proximate analysis(%,dry)VMAshFluidity index,MF(log ddpm)BlendingRatio(%)Coal A (coking coal) 24.6 9.0 2.70 25Coal B (coking coal) 26.3 9.0 1.77 25Coal C (poor-coking coal) 34.6 9.2 1.70 5086Drum Index,D I 150 15 (-)8482+ 2.50.91.00.6Rapid heatingBulk densityHomogenization80ConventionalSCO P E21Figure 3 Effect <strong>of</strong> improvements on the coke strength by the <strong>SCOPE21</strong> process.
2520ConventionalCoking time (hr)15105Charging coal temp.・Conventional:25℃・<strong>SCOPE21</strong> :330℃<strong>SCOPE21</strong>Tar seam temp. :1000℃Tar seam temp. :900℃01050 1100 1150 1200 1250 1300Flue temperature (℃)Figure 4 Reduction <strong>of</strong> coking time by the <strong>SCOPE21</strong> process.5Carbon deposition(kg/m 2 -ch)43210ConventionalBriquettingNon-briquetting<strong>SCOPE21</strong>Figure 5 Effect <strong>of</strong> briquetting <strong>of</strong> fine coal on carbon deposition.400NOx (ppm,02=7%)300200100Conventionalheating flue flue<strong>New</strong> typeheating flueTarget08001000 1200Heating flue wall temperature (℃)1400Figure 6 Relationship between heating flue wall temperature and NO x proportion.
<strong>Development</strong> <strong>of</strong><strong>New</strong> <strong>Cokemaking</strong> <strong>Process</strong>,<strong>SCOPE21</strong>Kiyoshi FUKADAJFE Steel CorporationJAPAN
Service time <strong>of</strong> coke ovens in JapanNumbers <strong>of</strong> coke ovens86422001 year2010 year020 25 30 35 40Service time (years)End <strong>of</strong>oven life45
Main topics <strong>of</strong> the presentation1. Outline <strong>of</strong> the <strong>SCOPE21</strong> process.2. Pilot plant test results.3. Feasibility study <strong>of</strong> commercial plant.
Targets <strong>of</strong> <strong>SCOPE21</strong>1. Increasing the ratio <strong>of</strong> poor-coking coalfrom 20% to 50%.2. Higher productivity for reducing theconstruction costs.3. Reducing NO x by 30% and no smoke /no dust operation.4. Energy saving by 20% for reducing CO 2 .
Commercialization steps <strong>of</strong> <strong>SCOPE21</strong>Scale <strong>of</strong>test plant1stB.P.2ndP.P.3rdC.P.Coal pretreatmentprocess0.6t/h(1/200×C.P.)6.0t/h(1/20×C.P.)240t/h(120t/h×2set)Coke ovenCombustion chamber(Actual scale test)1 coke oven(½ length)34t/oven×nB.P : Bench scale plantP.P : Pilot plantC.P : Commercial plant
<strong>SCOPE21</strong> process flowHot briquetting machineEmission freecoal chargingCoal plugDust collecting systemconveying systemHighly sealed oven doorPneumaticpreheaterEmission freecoke pushingCoking chamberEmission freecoke dischargingEmission free coketravelling systemCoalFinecoalCoarsecoal・Medium temp. carbonization・Super denced brick & thin wall・Pressure controlCDQCoke upgradingchamberFluidized bed dryerCoke quenching carCokeBlastfurnace
Carbonization Image <strong>of</strong> <strong>SCOPE21</strong>Temperature (°C)10008006004002003 Reheating<strong>SCOPE21</strong>2 Carbonizing1 Rapid heatingConventional0 2 4 6 8 10 12 14 16 18Coking time (Hr)
Results <strong>of</strong> the pilot plant test
External view <strong>of</strong> the pilot plant 1
Overall process flow <strong>of</strong> the pilot plantFine coalCOGCoalhopperFluidizedbeddryerCoarse coalPneumaticpreheaterBriquettingmachine Hot coalconveyingsystemPusherSeparaterFeederGuideCokeovenDry quencherCokeHot gas generatorAIRMGCOGN2
Main specifications <strong>of</strong> the pilot plantMain equipmentFluidized bedPneumatic preheaterBriquetting machineCoke oven6.0 dry-t/hBasic specifications6.0 dry-t/h (coarse coal)2.4 dry-t/h (fine coal)Double roll, massec type (18cc)2.4 t/hSize : 7.5mH x 8.0mL x 0.45mWWall : Super Dense Silica2.3kcal/m hr °C
Construction <strong>of</strong> the pilot plantFlueCoking chamber
Pushing operation <strong>of</strong> coke cake
Improvement <strong>of</strong> coke strength86Drum Index, DI 150 158482+ 2.50.9 Rapid heating1.0 Bulk density0.6 Homogenization80Conventional<strong>SCOPE21</strong>
Reduction <strong>of</strong> coking timeby the <strong>SCOPE21</strong> processCoking time (Hr)252015105Charging coal temp.Conventional: 25°C<strong>SCOPE21</strong>: 330°C<strong>SCOPE21</strong>ConventionalTar seam temp.:1000°C900°C01050 1100 1150 1200 1250 1300Flue temperature (°C)
Relationship between heating flue walltemperature and NO x content400NO x (ppm, O 2 =7%)3002001000800Conventionalheating flue1000 1200<strong>New</strong> typeheating flue1400Heating flue wall temperature (°C)Target
Blueprint <strong>of</strong> the commercial plant
Main specification <strong>of</strong> <strong>SCOPE21</strong>Conventional(ref.)<strong>SCOPE21</strong>Charging Moisture (%)coal Temperature (°C )Coke ovenoperationCoke ovenBasicspecificationsFlue temp.Coking timeProductivityDimensionsWall brick(°C )(h)(m)Number <strong>of</strong> ovens9.0 025 3301250 125017.5 7.41 2.47.5H x 16L x 0.45W7.5H x 16L x 0.45Wdense silica super dense silica(Thickness = 100mm) (Thickness = 70mm)126 53*Assuming <strong>of</strong> coke production capacity =about 4000 t/day
(Production capacity : 4000 t-coke/daytConventional process126 ovensCommercial plant<strong>SCOPE21</strong> process53 ovens
Energy saving by the <strong>SCOPE21</strong> processEnergy consumption (%)100806040200Conventional-21%<strong>SCOPE21</strong>
Cost reduction by <strong>SCOPE21</strong>10080-16%10080-18%Cost (%)604020Cost (%)60402000Conventional<strong>SCOPE21</strong>Conventional<strong>SCOPE21</strong>Construction costCoke production cost
Summary1. The basic technologies <strong>of</strong> <strong>SCOPE21</strong>process were established by 10 yearnational program.2. The <strong>SCOPE21</strong> process has greateconomical advantages over theconventional process.
Coke oven construction programCompany(Location)Production(Oven)OperationstartNippon Steel(Nagoya)0.17 Mt/y(25)‘04(April)Under construction(Reconstruction)JFE Steel(Fukuyama)0.5 Mt/y(50)‘06(June)Under construction(Additional construction)Mitsui Mining(Kitakyusyu)0.5 Mt/y(46)‘06Under construction(Reconstruction)Nippon Steel(Oita)1.0 Mt/y‘08Under contemplation(SCOPE type)
*Biography (Kiyoshi Fukada)I am a senior researcher <strong>of</strong> JFE Steel Corporation and primarily responsible for cokemaking process.I majored in chemical engineering at the Kyoto University, and then joined a steel company, NKKCorporation predecessor <strong>of</strong> JFE Steel Corporation, in 1991.I began my career as a researcher in the field <strong>of</strong> coal and coke and have spent more than 10 yearsanalyzing bituminous coal, improving cokemaking technology, developing new cokemaking processand so on. As a result, I have innovated some techniques for reducing production cost or saving energyconsumption to actual plants.In 1994 I joined the national project, <strong>SCOPE21</strong> conducted by the Japan Iron and Steel Federationand the Center for Coal Utilization, Japan. I carried out basic research and contributed to thedevelopment <strong>of</strong> coal preheating technology.Furthermore, from 2000 to 2002, I was at the Aachen University <strong>of</strong> Technology in Germany as aguest researcher and studied about the reduction <strong>of</strong> energy consumption in ironmaking process.Nowadays, the balance <strong>of</strong> coking coal supply and demand has changed rapidly. Therefore I haveconsiderable interest in research for coal utilization technology which is unaffected by the balancebetween supply and demand.