ALUSIL ® -Cylinder Blocks Porsche V6/V8 - KSPG AG
ALUSIL ® -Cylinder Blocks Porsche V6/V8 - KSPG AG
ALUSIL ® -Cylinder Blocks Porsche V6/V8 - KSPG AG

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
The above described assets of the <strong>ALUSIL</strong> <strong>®</strong> alloy are certainly<br />
significant arguments in favor of the use of this material.<br />
But also the low-pressure die casting method (Fig. 5) which<br />
has since then proven to be the best by far is an important<br />
prerequisite for process reliability in making mass-produced<br />
cylinder block castings of <strong>ALUSIL</strong> <strong>®</strong> .<br />
3. Reasons in favor of low-pressure die casting from<br />
the viewpoint of Audi:<br />
Low-pressure die casting, LPDC (Figs. 5 – 6) allows to use<br />
sand cores where necessary, e.g. for water jackets (Fig. 7).<br />
In this way, structurally rigid closed-deck cylinder blocks<br />
can be produced, a prerequisite for high specific engine<br />
outputs.<br />
LPDC allows controlled, low-turbulence die filling, and<br />
what is even more important, controlled cooling of the die<br />
to ensure component-specific, virtually ideal directional<br />
solidification. The compilation of all casting-relevant data<br />
and the resulting control of the casting process are implemented<br />
today computer-assisted. Especially a purposedesigned<br />
cylinder sleeve cooling system is an indispensable<br />
prerequisite for uniform precipitation of the silicon<br />
crystals in the cylinder area (criteria: distribution, grain<br />
size range (Fig. 8) and number of crystals per cm²), low<br />
porosity and minimizing casting defects like shrinkage<br />
holes, pores, cold fusion, etc. This process control ensures<br />
constant quality of the castings.<br />
LPDC permits unrestricted heat treatment of the casting.<br />
It is already possible to achieve a certain increase in hardness<br />
and strength by applying controlled cooling of the<br />
cylinder blocks from the casting temperature by means<br />
of customary T5 heat treatment. The subsequent artificial<br />
aging not only serves to enhance hardness and strength,<br />
but primarily also to stabilize the volume, i.e. avoid an<br />
irreversible expansion in length and volume (distortion)<br />
referred to as “growth” when the casting is exposed to<br />
the operating temperature of the engine.<br />
To cope with even higher engine stresses, a modified T5<br />
heat treatment solution is available where the hardness and<br />
strength of the components are enhanced through the casting<br />
heat, e.g. locally in the cylinder deck or bearing bulkhead<br />
area by means of chilling with water which leads to precipitation<br />
hardening.<br />
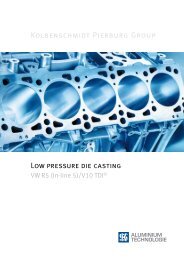
Sleeve yoke with<br />
movable die half<br />
Open die<br />
Stationary<br />
die half<br />
Crucible<br />
with melt<br />
(holding<br />
furnace)<br />
<strong>Cylinder</strong> sleeves<br />
Casting<br />
Lifting table,<br />
stroke about 2 m<br />
Hydraulic cylinder<br />
sleeve lifters<br />
Hydraulic<br />
lateral slides<br />
Feed tube<br />
Fig. 5: Low-pressure die casting, illustrated principle of a casting<br />
cell with opened die (movable die half in lifted position)<br />
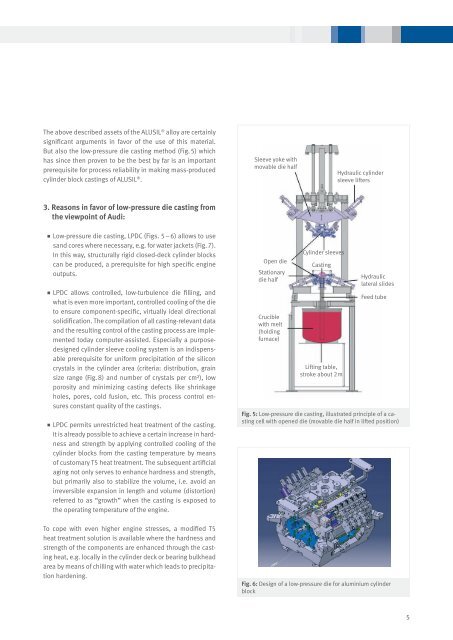
Fig. 6: Design of a low-pressure die for aluminium cylinder<br />
block<br />
5





![PDF [1.0 MB] - KSPG AG](https://img.yumpu.com/5513074/1/171x260/pdf-10-mb-kspg-ag.jpg?quality=85)