
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Product</strong><strong>Guide</strong>Rev. 06 12/06
Table of Contents1. Scope...............................................................52. Truck and Body Side Bearings......................6General Requirements...................................6Extended Travel CCSB................................7Extended Travel RetroXT CCSB................10Extended Travel Upgrade CCSB...............14Standard Travel CCSB..............................17Roller Side Bearings..................................28Plate and Wedge.......................................30Yard Inspection............................................31General Inspection.....................................31Setup Height..............................................34Single Unit Cars......................................34Articulated Cars.......................................38RetroXT LP, LPC, and SP.......................39Shop Inspection...........................................43General Inspection.....................................43Setup Height..............................................48Visual Height Inspection..........................523. Resilient Friction Elements.........................56<strong>Product</strong> Reference Table.............................57<strong>Product</strong>sBarber Trucks............................................58ASF Trucks................................................59Wear Indicator..............................................61Yard Inspection............................................62Shop Inspection...........................................64www.stucki.com2
Table of Contents4. Hydraulic Stabilizers.................................. 67<strong>Product</strong>s..................................................... 67Yard and Shop Inspection.......................... 695. International <strong>Product</strong>s................................ 74Side Bearings............................................ 75Australia, New Zealand and Malaysia..... 75Europe..................................................... 86South America......................................... 86Resilient Friction Elements........................ 89Australia and New Zealand...................... 896. Brake Beams............................................... 93<strong>Product</strong>s..................................................... 94Inspection.................................................. 95Reversing the Brake Beam........................ 96Replacing the Head................................... 987. Reconditioning Services............................ 99Draft Gear.................................................. 99Truck Components................................... 106Other Components.................................. 106<strong>Product</strong> Index............................................ 108www.stucki.com3
A. <strong>Stucki</strong> <strong>Company</strong>, a division ofHansen, Inc., is a worldwide leader infreight car dynamic control products.Reconditioning and repair services areprovided through two sister companies;Independent Draft Gear and AmericanIndustries.www.stucki.com4
1. ScopeThis pocket guide provides recommendedprocedures for yard and repair shopinspection of products manufacturedand reconditioned by A. <strong>Stucki</strong> <strong>Company</strong>,including truck side bearings, body sidebearings, resilient friction elements,hydraulic stabilizers, brake beams, anddraft gears.This guide is intended primarily forproduct inspection and maintenanceguidance, and does not cover initialproduct installation procedures. Drawingsand installation instructions for eachof <strong>Stucki</strong>’s products may be obtainedfrom the A. <strong>Stucki</strong> <strong>Company</strong> onlinecatalog, located on the <strong>Stucki</strong> WebSite (www.stucki.com), or by calling412.771.7300.www.stucki.com5
2. Truck and Body SideBearingsGeneral RequirementsThe tools required for inspection includea set of calipers, a measuring tape, anda flashlight.Side Side Bearings Bearingswww.stucki.com6
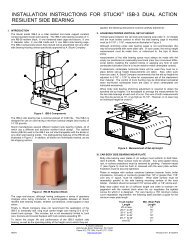
Side BearingsFig. 2.1 — Shear Side Bearing (SSB ® )Note: Replacement cages are ordered by specifying preload,i.e. 6000XT Cage, where 6000 = preload, XT for extended travel.www.stucki.com7
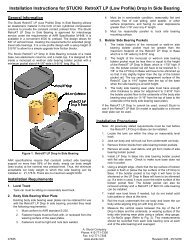
Side Side Bearings BearingsFig. 2.4 — RetroXT LP Bolt-On, 4500 Lb. Preloadwww.stucki.com10
Side BearingsFig. 2.7 — RetroXT SP Drop-In, 4500 Lb. PreloadFor monocast or welded bolster pocket, approximately 4-1/4" x 9-1/4",standard profile design.www.stucki.com13
Side BearingsFig. 2.17 — ISB-9DR, 4500 Lb. PreloadNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com23
Side Side Bearings BearingsFig. 2.18 — ISB-9DRL, 4500 Lb. Preloadwww.stucki.com24
Side BearingsFig. 2.19 — ISB-10, 4500 Lb. Preloadwww.stucki.com25
Side Side Bearings BearingsFig. 2.20 — ISB-12, 5400 Lb. PreloadNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com26
Side BearingsFig. 2.21 — 656-SLB, No Preloadwww.stucki.com27
Side Side Bearings BearingsFig. 2.22 — 656-CNote: The 656-C cage can accept the RetroXT 5400C upgrade kit toconvert product to extended travel.www.stucki.com28
Side BearingsFig. 2.23 — 688-BNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com29
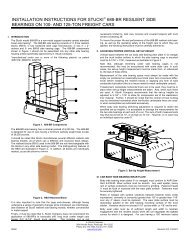
Side Side Bearings BearingsFig. 2.24 — Body Side Bearings (Plate and Wedge)www.stucki.com30
Side BearingsYard InspectionGeneral InspectionPhysically identify the side bearing modelfrom the illustrations in Section 2. Be sureall components for that model are presentand in the correct orientation. Missing ordamaged components should be replacedprior to placing the car back into service.Cage: Inspect cages for cracks, flaws, orunusual deformation. The cage must besecurely fastened to the truck bolster.Body Side Bearing: Plates or wedgesmust be securely tightened and the surfacemust be smooth. Fastener heads must notprotrude below the wear plate surface.www.stucki.com31
End Closure: End closures must be inplace and not broken. ISB models haveonly one end closure.Resilient Element: Resilient elementsshould be checked for evidence ofoverheating. Resilient urethane canbe permanently damaged at hightemperatures brought about by severetruck hunting or exposure to extremetemperatures generated by improperlyused thaw sheds.Side Side Bearings BearingsIf any signs of heat damage exist (such assevere cracking, bulging, or deformation),replace the urethane blocks. Note thatthe 688-BR and 690-RL cars need notbe shopped for repairs for a single blockhaving a missing top portion. The sidebearing will function adequately with only2 of the 3 blocks contacting. Replacethe defective block when the car is nextshopped for required maintenance orother repairs. Bad-order the car if twoor more block tops are missing.www.stucki.com32
Side BearingsRocker: Rockers may not always beseated on the bottom of the cage, andclearance should not be used as a setupheight criterion. While in service, verticalmovement may occur. This has no effecton the performance of the side bearing.Rockers contact the body side bearingas the car rocks or leans. Light wearof the upper and lower surfaces of therockers is normal.www.stucki.com33
Side BearingsShop SET UP5-1/8" ± 1/16"NEW elastomericcenterbowlliner, OR SINGLESOLID CENTERPLATE LUBE DISC(Ref: <strong>Stucki</strong> ServiceBulletin RSB9501)SHOP SET UP5-1/16" ± 1/16"YARD INSPECTION5-1/16" ± 1/8"METAL TO METALCENTERBOWLCONTACTNote:1) Car on reasonably level track2) Car is emptySum of the Pairs MethodAdd the two side bearing heights at the endof each car. The sum must be between 9-7/8"and 10-3/8". No individual space should beless than 4-15/16".Note: Does not apply to intermodal articulatedcars or RetroXT LP, LPC, or SP side bearings.See page 38 for articulated cars, and page 39for RetroXT Side Bearings.Fig. 2.25 — Vertical Setup Height, InspectionTolerances for Standard Setup Height Applicationswww.stucki.com35
Yard Inspection: Vertical SetupHeight for Articulated CarsArticulated intermediate trucks followthe same procedure outlined for singleunit cars (page 34), but with exception tothe Sum of the Pairs method where thedesign of the articulated joints permits anallowable increase to the tolerances.Side Side Bearings BearingsWhen using the Sum of the Pairs methodon an intermediate truck of an articulatedcar, the sum of the measurements oneach truck may be as low as 9-7/8”, oras high as 10-1/2”. No individual spaceshould be less than 4-7/8” for any standardor extended travel side bearing. Referto the AAR Car Owners Manual for theInspection and Repair of Double StackContainer Cars for complete information.www.stucki.com38
Side BearingsYard Inspection: Vertical SetupHeight for RetroXT LP, LPC, andSP Side BearingsFor yard inspection, the vertical spacebetween the top of the RetroXT LP, LPC,or SP cage and the underside of the bodyside bearing (note that the RetroXT LPCmeasurement is taken from the notch at thetop of the cage) must be 11/16" ± 1/8" (seefigures 2.27 & 2.28). This measurementassumes the car is empty and is positionedon reasonably level track. If reasonablylevel track conditions cannot be obtained,the Sum of the Pairs method can be usedby adding the measurements for the twoside bearings on each truck. The sum ofthe measurements may be as low as 1-1/8"or as high as 1-5/8". No individual spaceshould be less than 9/16".If the tolerances are exceeded, and the caris empty, it must be shopped and the carbody side bearing shims adjusted to obtainthe specified setup height (see page 48).www.stucki.com39
Side Side Bearings BearingsFig. 2.27 — Vertical Setup Height for RetroXT LPDrop-In, LP Bolt-On, SP Drop-In, Yard InspectionNote: Elements and cap are not shown.Fig. 2.28 — Vertical SetupHeight for RetroXT LPC Drop-In, Yard Inspectionwww.stucki.com40
Side BearingsShop SET UP3/4" ± 1/16"new elaStomericcenterbowlliner, OR SINGLESOLID CENTERPLATE LUBE DISC(Ref: <strong>Stucki</strong> ServiceBulletin RSB9501)SHOP SET UP11/16" ± 1/16"YARD INSPECTION11/16" ± 1/8"METAL TO METALCENTERBOWLCONTACTNote:1) Car on reasonably level track2) Car is emptySum of the Pairs MethodAdd the two side bearing heights at the endof each car. The sum must be between 1-1/8"and 1-5/8". No individual space should beless than 9/16".Fig. 2.29 — Vertical Setup Height, InspectionTolerances for RetroXT LP, LPC, and SP Side Bearingswww.stucki.com41
If the car is equipped with any type of newsemipermanent elastomeric centerplateliner, it must be in place when measuringfor setup height adjustment. If newelastomeric bowl liners or 12" graphitelube discs are being installed, sidebearing setup heights should be adjustedto 3/4" ± 1/16” for all RetroXT LP, LPC,and SP side bearings.Side Side Bearings Bearingswww.stucki.com42
Side BearingsShop InspectionGeneral InspectionAll previous yard inspection guidelinesbeginning on page 31 apply in additionto the following when inspectingside bearings in a shop (with trucksremoved).After the car is shopped, chock thewheels, safely lift the car, and inspect thefollowing components. Be certain to followstandard safe operating procedures.Cage: Inspect cages for cracks, flaws,or unusual deformation. The cageshould be securely fastened to the truckbolster. Loose fasteners should betightened or replaced according to A.<strong>Stucki</strong> <strong>Company</strong>'s installation instructionsfor respective side bearings. Broken orcracked cages must be replaced.www.stucki.com43
Body Side Bearing: Replace platesor wedges if surface variations occurbetween fastener holes that are greaterthan 1/8" or greater than 1/16" over any4" space. Wear plate surface must bereasonably parallel to the side bearingmounting surface of the truck bolster,with variation not exceeding 1/16" acrosswidth, or 1/8" end-to-end. Heavy rust orsurface projections must be removed bygrinding. Wear plate fasteners must betight and tack welded. Heads must beflush with, or recessed from, the wearplate surface.Side Side Bearings BearingsRoller: 4" X 3" rollers whose diametersmeasure less than 3-7/8" should bereplaced. Minimum acceptable diameterof 3" rollers is 2-29/32". Nominaldiameter of 2" rollers is actually 2-1/16",and minimum acceptable diameter forshop inspection is 2". If the edges havedeformed so that the roller does not rollfreely within the cage, replace the roller.www.stucki.com44
Side BearingsResilient Element: Resilient elementsshould be checked for cracks, gouges,or heat damage. Some elements (RB-17,RB-46, RB-56, RB-57, RB-58, RB-59, CSBcolumn) are composed of a single material,while others consist of two materials. Ingeneral, most dual material block designswill exhibit slight separation at the horizontalinterface of those two materials afterseveral months in normal service. Blocksshowing superficial horizontal separationdo not need replaced. As a rule, if theinterface can be manually opened to reveal50% or more of the interface surface, theblock should be replaced. Vertical cracksare acceptable unless there are more thantwo cracks, greater than 1/2” in lengthlocated in the lower, springing portionof the block. Cracks located below thewedge shaped metal cap do not affect itsperformance.www.stucki.com45
Free Height Measurement: The suitabilityof resilient blocks for continued servicecan be determined by their free heightmeasurement. Allow the blocks to relaxat least one hour at room temperatureafter the removal of the car body. Thenmeasure the height from the base to thehighest point on the block (see table 2.1).Side Side Bearings BearingsTable 2.1www.stucki.com46
Side BearingsLoad Cell Testing: A second techniqueused to determine the suitability ofresilient blocks and their correspondingcounterparts is to use a calibrated loadcell. Using this technique, the load cellcan be inserted between the side bearingtop cap and the body side bearing wearplate. The car should be gently lowereduntil the top of the side bearing is 5-1/16" above the bolster. The resultingvertical force output can be comparedagainst the nominal preload. Record thismeasurement and repeat the procedurefor the opposite side. Worn resilientblocks and other components leadingto insufficient vertical forces should bereplaced. Contact A. <strong>Stucki</strong> <strong>Company</strong> forrecommendations.www.stucki.com47
Shop Inspection:Vertical Setup HeightIf shop or yard measurements reveal sidebearing setup heights are outside theacceptable range, body side bearing shimadjustments are required to correct theout-of-tolerance condition. When adjustingvertical setup height in the shop, the verticaldistance between the body side bearingwear plate (or wedge) and the truck bolstersurface to which the side bearing is mountedmust be 5-1/16" ± 1/16", (fig. 2.30, p.50). Forthe RetroXT LP and SP side bearings, thevertical space between the top of the cageand the underside, or wearing surface, of thebody side bearing must be 11/16" ± 1/16"(fig. 2.31, p. 50). For the RetroXT LPC sidebearing, The vertical space between thetop of the cage notch and the underside, orwearing surface, of the body side bearingmust be 11/16" ± 1/16" (fig. 2.32, p. 51).Side Side Bearings Bearingswww.stucki.com48
Side BearingsThese measurements assume the car isempty, positioned on reasonably level track,and has positive centerplate contact. Tops ofmetal rockers or rollers should not be used asreference points to measure setup height forconstant contact side bearings.www.stucki.com49
(Assumes metalto metal contact incenterbowl)5-1/16" ± 1/16"Side Side Bearings BearingsFig. 2.30 — Vertical Setup Height, Shop Inspection(Assumes metalto metal contact incenterbowl)Fig. 2.31 — Vertical Setup Height for RetroXT LPDrop-In, Bolt-On, SP Drop-In, Shop Inspectionwww.stucki.com50
Side BearingsFig. 2.32 — Vertical Setup Heightfor RetroXT LPC, Shop Inspectionwww.stucki.com51
Figures 2.33, 2.34, 2.35, and 2.36 showquick reference indicators which can beused for an at-a-glance check for setupheight.Side Side Bearings BearingsFig. 2.33 — Setup Height Indicator forCompact Column Side BearingNote: Setup is at 5-1/16" when bottom of cap cutout is aligned withtop of cage. Side bearing is shown at free height.www.stucki.com52
Side BearingsFig. 2.34 — Setup Height Indicator forMetal Capped, Rolled-Steel Cage DesignsNote: If top of cage is aligned at lateral center of top notch,setup height is at 5-1/16”.Fig. 2.35 — Setup Height Indicator forRetroXT LP and SP Side BearingsNote: Setup height is at 11/16" when bottom edge of capis aligned with cage step. Side bearing is shown at free height.www.stucki.com53
Side Side Bearings BearingsFig. 2.36 — Setup Height Indicator forRetroXT LPC Side BearingsNote: Setup is at 11/16" when cap step is aligned with top of cage.Side bearing is shown at free height.www.stucki.com54
Side BearingsTo increase the setup height, shims mustbe removed. Likewise, to reduce thesetup height, shims must be added to thecar body side bearing.Do not place shims under side bearingcages to adjust setup heights, except ifthe car has welded-in-place body sidebearings on a cast body bolster, whenshimming beneath cages is the onlyoption.Never relubricate a side bearing inservice, unless 1) replacing nonmetalcapped blocks or 2) metal caps andbody side bearings are being replacedsimultaneously. In the case of nonmetalcapped resilient blocks, apply a thin filmof lithium based grease to the body sidebearing. In the case of metal cappedresilient blocks, apply a 1-1/2” diameterdab of lithium based grease to the centerof the new metal cap.www.stucki.com55
3. Resilient Friction Elements(RFE)General RequirementsTo check friction wedge rise, a mustachegage per Rule 88, AAR Field Manual, canbe used.The following illustrations identify specificfriction elements and components. It isimportant that all components shown fora specific wedge are present and in goodcondition. Pads manufactured by A. <strong>Stucki</strong><strong>Company</strong> are identified by their orangecolor. The friction casting identification ison the bottom, which is not visible when thetruck is fully assembled. Table 3.1 on thefollowing page cross-references product.Friction Elementswww.stucki.com56
Table 3.1Friction Elements*Requires use of <strong>Stucki</strong> RFE-16 D-5 wedge springs (or Barber B432/B433 combination)with 3/8” <strong>Stucki</strong> shim plate.** Discontinuedwww.stucki.com57
Fig. 3.1 — RFE-16, for Barber ® TrucksFriction ElementsFig. 3.2 — RFE-41, for Barber ® S-2-HD Truckswww.stucki.com58
Friction ElementsFig. 3.3 — RFE-51, for Barber ® S-2-D TrucksFig. 3.4 — RFE-18, for Ride Control ® Truckswww.stucki.com59
Fig. 3.5 — RFE-26, forSuper Service Ride Control ® TrucksFriction ElementsFig. 3.6 — RFE-53, forSuper Service Ride Master ® Truckswww.stucki.com60
Friction ElementsFig. 3.7 — Wear Indicator Side View (Most Wedges)www.stucki.com61
Yard InspectionInspect wear indicators on the vertical faceof the wedge. Replace wedges when thewear indicators are no longer visible. Newwedges will have approximately 3/8” ofwear indicator visible. A mustache gagecan be used to check wedge rise. Wedgerise limits for RFEs are the same as forthe all-metal friction shoes they replace(see AAR Field Manual, Rule 88). Forthe RFE-18 and RFE-26, wedge rise isexcessive when the hole on the front of thecasting is entirely above the top plate ofthe bolster. The RFE-16 wedge rise limitindicator is the bottom of the face wearindicator itself.Friction Elementswww.stucki.com62
Friction ElementsThe upper corners of the RFE-18 andRFE-26 resilient pads may experiencesplitting. These corner splits normallypropagate across the top of the pad, inline with the upper edge of the bolster,and do not affect the performance ofthe wedge. Cars having pads exhibitingsuch cracks should not be shopped forpad or wedge replacement.Check top edge of resilient urethanepads for flush seating against the wedgeand bolster pocket. Any pad cracksabove the area of contact with the bolsterpocket are acceptable and not cause forrenewal. The appearance of “stringy”extrusions of pad material between thepad and casting at the top edge couldbe indicative of severe hunting, and A.<strong>Stucki</strong> <strong>Company</strong> should be consulted.www.stucki.com63
Shop InspectionIn addition to the previous yard inspectionprocedures, inspection in the repair shopshould include the following procedures:Column Wear Plate: Check closelyfor cracks, loose or missing fasteners,or excessive wear, and replace asnecessary. Plates worn more than 1/8”at any area must be replaced. Columnwear plates must be reasonably parallel,and spacing between plates must be inaccordance with AAR requirements.Friction ElementsRFE Casting and Resilient Pad:Chipping of casting corners is acceptable.Wedges having sizable pieces missing,or having obvious cracks, must bereplaced.www.stucki.com64
Friction ElementsIf wedge rise measurements indicatewedges are above condemnable heights,both complete wedges should be replaced.The exception is if resilient pad(s) areseverely damaged, and casting has atleast 3/16” face wear indicator remaining,then it is acceptable to replace the padsonly.Pry old pads from the casting with ascrewdriver, and install new pads byaligning the post on the back of the padwith the hole in the sloped face of thecasting. Strike the pad face with a malletto seat it onto the casting.Patches of dark, flaky material on thefaces of the pads are common, andproduce no detrimental effects. This isnot cause for renewal.In the case of the RFE-18, RFE-26, andRFE-53, if cracks emanating from theupper or lower corners of the pads haveextended downward toward the center ofthe pad more than 3/4”, then the crackedpad should be replaced.www.stucki.com65
Wedge Spring: Broken wedge springsmust be replaced. The springs suppliedby <strong>Stucki</strong> for the various RFE models arevirtually identical to the springs suppliedby the manufacturers of the all-metalwedge systems. Free heights of springsshould be checked. Refer to A. <strong>Stucki</strong><strong>Company</strong>’s RFE Installation Instructionsfor minimum allowable free heights.<strong>Stucki</strong> RFEs and all-metal friction wedgesshould never be combined in the sametruck. RFEs must always be replacedin kind.Friction Elementswww.stucki.com66
4. Hydraulic Stabilizers<strong>Stucki</strong> hydraulic stabilizers are the onlyhydraulic damping units guaranteed tomeet AAR Specification M-965 and FieldManual Rule 50 to ensure safe operationwhen controlling resonant rocking of highcenter-of-gravitycars.Hydraulic StabilizersFig. 4.1 — HS-10www.stucki.com67
Side BearingsFig. 4.2 — HydraShox Platinum (HS-7 replacement)Fig. 4.3 — HS-7100Hydraulic StabilizersNote: Available as reconditioned unit only.www.stucki.com68
Yard and Shop InspectionHydraulic StabilizersHydraulic stabilizers should be positionedvertically upright with the body springproperly seated between the stabilizerbody and the bolster. Units not properlypositioned or seated on the side framemust be repositioned correctly. If stabilizerbody has been damaged due to bolsteror side frame lug interference to allowoil leakage at damaged area, unit mustbe replaced, and the damaged stabilizershould be scrapped.<strong>Stucki</strong> hydraulic stabilizers have a sightglass on one side of the reservoir to checkfor proper operating fluid level. On the HS-7 and Hydrashox Platinum, this windowis protected from dirt by a plastic cap,which must be removed to make the visualcheck. If the cap is missing, clean out anydirt on the surface of the glass. (A sliverof tie wood works well for this task.) Besure the unit is sitting in its normal uprightposition when inspecting the sight glass.www.stucki.com69
A flashlight may be helpful in makingthe sight glass inspection. Figure 4.4illustrates one of three conditions that maybe encountered during inspection.A. Window FullUnit OKSide BearingsfB. Partially FullReplace at thenext maintenanceintervalC. EmptyReplace ASAPFig. 4.4 — Hydraulic Stabilizer Sight Glass WindowHydraulic Stabilizerswww.stucki.com70
Condition A. The oil level in the reservoiris full. The entire glass area will appeardark, and the unit should be left inservice, regardless of any external sludgeaccumulation.Hydraulic StabilizersCondition B. The oil level has droppedto the sight glass window, and only theupper portion of two shiny rings appearsto be reflecting light. This indicatessufficient fluid remaining in the reservoirfor adequate operation; however, it is thefirst warning the unit should be scheduledfor replacement when the car is nextshopped for routine maintenance. Thisis not an AAR or FRA defect as far asforeign cars are concerned. For systemscars, however, it is advisable to replacewhen this condition is found.www.stucki.com71
Condition C. The oil level has droppedbelow the sight glass area, and the twoshiny rings are completely visible. Theunit should be replaced as soon aspossible. This condition constitutes aviable AAR or FRA defect.<strong>Stucki</strong> hydraulic stabilizers incorporate alow pressure seal on the piston rod, whichwill gradually, but continually pass slightamounts of oil under normal operatingconditions. This fluid loss is compensatedfor by the reserve oil. The appearance ofexternal oil/sludge accumulation is not anindication of a defective unit.Side BearingsHydraulic Stabilizerswww.stucki.com72
HS-7 and HS-7100 units removed onaccount of low oil level should be returnedto:A. <strong>Stucki</strong> <strong>Company</strong>2155 Allen Street ExtensionFalconer, NY 14733Please call 716.665.5217 in advancefor a required delivery appointment.Hydraulic StabilizersThe piston rods should be protected fromdamage in transit by use of the protectivesleeve provided on the rod of the newreplacement unit.HS-10s are not able to be rebuilt andshould be replaced in kind. HS-6s havebeen discontinued and should be replacedby HydraShox Platinum Series. Oncereserve oil has been depleted, HS-6sshould be discarded.www.stucki.com73
5. International <strong>Product</strong>sA. <strong>Stucki</strong> <strong>Company</strong> manufactures severalproducts domestically and off-shore thatare designed for specific applicationsto freight wagons in various countriesoutside North America. These products,in general, follow the same installationand inspection requirements as those forour conventional domestic products of thesame type (section 2.0). For that reasonthose instructions will not be repeatedhere, but exceptions to conventionalinstallation or inspection procedures willbe noted.International Side Bearings <strong>Product</strong>swww.stucki.com74
International <strong>Product</strong>sAustralia, New Zealand, andMalaysia Side BearersFig. 5.1 — CCB-2200XT, 2200 Lb. Preloadwww.stucki.com75
International Side Bearings <strong>Product</strong>sFig. 5.2 — CCB-3000XT, 3000 Lb. Preloadwww.stucki.com76
International <strong>Product</strong>sFig. 5.3 — ISB-2LP, 4500 Lb. PreloadNote: Low profile. See installation exceptions on page 78.www.stucki.com77
Installation Exceptions: The ISB-2LPresilient side bearer is designed for use onwagons having insufficient vertical spaceavailable at the side bearer location toallow use of the conventional <strong>Stucki</strong> sidebearer models.The nominal setup height for installing theISB-2LP is 3-1/16” ± 1/16”, or 78 mm ±1 mm. At this setup height, the nominal, newcompression preload is 4500 pounds.International Side Bearings <strong>Product</strong>sThe ISB-2LP has been used on a limitednumber of wagons in Sweden, and is alsoin general use in Malaysia where it hasbeen retrofitted as an upgrade to existingwagons of various types. A few ISB-2LPshave been applied to special purposecars in the U.S. These applications haveprimarily been made for noise reductionon business cars.www.stucki.com78
International <strong>Product</strong>s675-RXL Side BearerFig. 5.4 — 675-RXL, 2200 Lb. Preloadwww.stucki.com79
The 675-RXL is a low preload versionof the standard <strong>Stucki</strong> resilient, metalcapped675-RL. The 675-RXL has apreload at 5-1/16” setup height of 2200pounds (compared to 3000 pounds forthe RL). The only physical differencebetween the two models is the resilientblock design.International Side Bearings <strong>Product</strong>swww.stucki.com80
International <strong>Product</strong>s656-CRL Side BearerFig. 5.5 — 656-CRL, 3500 Lb. Preloadwww.stucki.com81
The 656-CRL is a low preload version ofthe standard 656-CR. The 656-CRL hasa preload at 5-1/16” setup height of 3500pounds (preload of the standard 656-CR is 6000 pounds). The only physicaldifference between the models is theresilient block. 656-CRLs are in use inAustralia and New Zealand, and on anumber of freight wagons in Malaysia.They are also used in North America onone group of 5-unit 100 ton articulateddouble stack cars.International Side Bearings <strong>Product</strong>swww.stucki.com82
International <strong>Product</strong>sThe JOEY Series Side BearersFor wagons with only mating plates of steelfor body and bogie side bearers, a castpocket was designed that could be retrofitwelded into the bogie bolster to containthe <strong>Stucki</strong> components (to accommodate5-1/6” setup height). New bogie bolsterscan also be cast with this pocket integral.The inside dimensions of the JOEY pocketreplicate the inside length and width of the<strong>Stucki</strong> 656-C single roller side bearingcage with the end closures installed.The proper base contour for seating theresilient blocks and roller is achieved byuse of a separate base plate, a castingdesigned to replicate the inside floor ofthe <strong>Stucki</strong> 656-C cage. Thus, the internalcomponents of any standard <strong>Stucki</strong> modelthat uses one of our shorter (C length)cages can fit into the JOEY pocket, andthe end closures are not required.www.stucki.com83
To distinguish the retrofit element kitsfor these applications from the elementpackages for our standard cages (whichnormally include 5/16” cage end closures),they have been designated as JOEYS.International Side Bearings <strong>Product</strong>sFig. 5.6 — JOEY Pocket Welded into Bogie BolsterFig. 5.7 — Side Bearer Assembly in JOEY Pocketwww.stucki.com84
International <strong>Product</strong>sSeveral slightly different versions ofthe base plate casting have beenmanufactured, varying in thickness.Regardless of which base plate andpocket casting is used, the normal setupis established by placing a 108 mm highgage block set into the center of the baseplate, then lowering the wagon body to thebogie and measuring the clearance to thebody side bearer wear plate. From thismeasurement, determine the amount ofshim required to bring the space within1.5 mm of the top of the gage block.Generally it is advisable when makingJOEY pocket applications of the <strong>Stucki</strong>metal capped side bearings, 675-RL,675-RXL, or 685-RM, to specify the JOEYelement kits to have the RB-27 metal cap.The flat sides of the RB-27 cap providegreater area of engagement with thesides of the JOEY pockets, which resultsin less wear than if the RB-24 or RB-34caps are used.www.stucki.com85
European Side BearersSee Low Profile ISB-2LP on page 77.South American Side BearingsSA-2500-2R Side Bearing InsertInternational Side Bearings <strong>Product</strong>sFig. 5.8 — SA-2500-2RThe SA-2500-2R is a double roller sidebearing designed for drop-in insertioninto low profile friction block housingswhich are integrally cast or bolted ontotruck bolsters.www.stucki.com86
International <strong>Product</strong>sSA-5000-2R Side Bearing InsertFig. 5.9 — SA-5000-2RThe SA-5000-2R is a double roller sidebearing designed for drop-in insertioninto friction block housings which areintegrally cast or bolted onto truckbolsters.Roller clearance for both the SA-2500-2R and SA-5000-2R models should beset at 1/4” ± 1/16” (6 mm ± 1 mm) forwagons having 1,435 mm gauge trucks,or at 3/16” ± 1/16”) (5 mm ± 1 mm) forwagons having 1,000 mm (or meter)gauge trucks.www.stucki.com87
CDR Side BearingInternational Side Bearings <strong>Product</strong>sFig. 5.10 — CDR Double Roller Side BearingThe CDR is a double roller side bearingdesigned for bolt-on applications in thesame manner as the conventional <strong>Stucki</strong>688-B double roller side bearing.www.stucki.com88
International <strong>Product</strong>sAustralia and New ZealandResilient Friction ElementsRFE-3118 Resilient FrictionElementRFE-31PadsFig. 5.11 — RFE-3118The RFE-3118 was designed to replacethe all-metal RC-18 friction wedgeused primarily in Ride Control bogiesin New Zealand. Castings are currentlymanufactured in New Zealand. The RFE-3118 utilizes two <strong>Stucki</strong> RFE-31 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australia.www.stucki.com89
RFE-3234 Resilient FrictionElementRFE-32PadsInternational Side Bearings <strong>Product</strong>sFig. 5.12 — RFE-3234The RFE-3234 was designed to replacethe all-metal RC-134 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-3234 utilizes two <strong>Stucki</strong> RFE-32 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australia.www.stucki.com90
International <strong>Product</strong>sRFE-3262 Resilient FrictionElementRFE-32PadsFig. 5.13 — RFE-3262The RFE-3262 was designed to replacethe all-metal RC-262 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-3262 utilizes two <strong>Stucki</strong> RFE-32 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australiaand New Zealand.www.stucki.com91
RFE-4401 ResilientFriction ElementRFE-44PadsInternational Side Bearings <strong>Product</strong>sFigure 5.14 — RFE-4401The RFE-4401 was designed to replacethe all-metal RC-1 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-4401utilizes two <strong>Stucki</strong> RFE-44 resilient pads,which are available through the <strong>Stucki</strong>sales representative in Australia.www.stucki.com92
6. Brake BeamsBrake BeamsFig. 6.1 — Reversible Brake Beamwww.stucki.com93
<strong>Product</strong> Description<strong>Stucki</strong> manufactures rugged, fatigueand vibration resistant brake beams tosupport both composition and cast ironshoes. All brake beams are providedwith angle corrected (AC) heads, fixed orreplaceable, to optimize brake shoe wearand provide for optimum life. Its durableand lightweight construction provides easybrake shoe inspection and replacement.Hardened pinholes for extended life andsafety allow for superior service life. Thisproduct can be supplied with a fixedstrut (not shown), a fixed head, an easyto use reversible strut, or a replaceablehead (RC). Replaceable heads providesignificant cost savings as compared toreplacing whole beams for damaged heads.Both #18 and #24 sizes are available.Side BearingsBrake Beamswww.stucki.com94
Brake BeamsInspectionReplacement of brake beams can beconsidered for any of the inspection criteriabelow. Refer to AAR Field Manual ofInterchange, Rule 6 for a detailed list of wearlimits, gauging, and causes for renewal.1. Any brake beam parts which arecracked, broken, or missing2. Damage or wear on brake beamhead (heads alone can be replacedin lieu of entire beams – RC beams)3. Twisted beams (greater than 1 inchwhen comparing opposite headsagainst wheels)4. Worn end extensions5. Bent or twisted struts6. Strut pin holes worn 3/16” or more7. Slot lever worn 1/8” or morewww.stucki.com95
Reversible Brake BeamThree steps for converting either RH orLH in the field.First• Use screwdriver to pull retainer & pin(If tight, pin may be pushed from theopposite end, by the screwdriver).Second• Insert steel bar in strut lever slot.• Tilt rotating strut 90 degrees, until theslots in end casting match slotsin strut.Third• Re-insert pin with groove end last.• Reapply retainer by hand at pingroove (push it safely in place withscrewdriver).Side BearingsBrake Beamswww.stucki.com96
PinRetainerBrake BeamsStrutLeverSlotFig. 6.2 — Strut and Pinwww.stucki.com97
Fig. 6.3 — Replaceable Brake Beam HeadReplaceable Head Procedure1. Remove damaged head from brakebeam assembly from the side ofthe car.2. Position replaceable head toalign holes.3. Insert bolt through replaceable headand beam assembly combined. Applywasher assembly (large washer first,small washer next), and lock nut tothreaded bolt. Tighten lock nut untilorange capsule breaks (or 300 ft-lbsequivalent).4. Install brake shoe and return toservice.www.stucki.com98Side BearingsBrake Beams
Reconditioning Services7. Reconditioning ServicesDraft GearIndependent Draft Gear, a division of A.<strong>Stucki</strong> <strong>Company</strong>, reconditions, tests, andpins the most commonly available draftgear per AAR M-901B Specifications.Refer to AAR Interchange Rule 21, SectionB, Groups J & M for an overview of thedraft gear models that we recondition.Other group type gears can bereconditioned and used for captive service.www.stucki.com99
InspectionReconditioning of a draft gear can beconsidered when any of the defectslisted in Secton A of the AAR FieldManual Rule 21 are present. Refer tothe manual for a detailed list of wearlimits, gauging, and cause for renewal.Also, refer to manufacturer’s specificationsfor In-Car and Out-of-Car inspectionrequirements for each individual model.Reconditioning Serviceswww.stucki.com100
Reconditioning ServicesFig. 7.1 — Draft Gearwww.stucki.com101
Date ClassificationThe original manufacture date or lastreconditioning date should be locatedon the draft gear case. Per AAR FieldManual Rule 21, draft gear must be:• Reconditioned after 16 years fromthe date of original manufacture,or 10 years from the last reconditiondate. Should a date not be readilyapparent on the case, the gear mustbe reconditioned.Reconditioning Services• Tested and pinned if the gear isless than 16 years old or has beenreconditioned within the last 10years.• Pinned only if the gear wasmanufactured or tested within thelast 10 years.www.stucki.com102
Reconditioning ServicesFriction Component Classification:Irrespective of the gear’s date classification,a gear must be reconditioned if anyof its friction components are broken,damaged in any way, or missing.Gears are classified as FC/C/D( F r i c t i o n C o m p o n e n t C a s eDamage) per the following criteria:1. More than 1 broken or missing frictioncomponent2. Center wedge is damaged3. The gear is stuck in a compressedpositionwww.stucki.com103
Case Classification: As in the caseof friction component damage, a draftgear must be rebuilt if the case hasbeen subject to excessive wear or isdamaged. Gears with cases that meetthe following are also consideredFC/C/D:1. Wall thickness – visibly worncase wall2. Torch cut – 1 inch or moreReconditioning ServicesScrap Classification: Gears with bulges,split cases or cracks in excess of 2 inchescannot be repaired and are classifiedas scrap. Also, gears not listed on theIDG list of acceptable gears (detailedlist can be found at www.draft-gear.com)are either not reconditionable or areobsolete and therefore classified as scrap.www.stucki.com104
Reconditioning ServicesGears which meet the criteria forreconditioning should be shipped to:Independent Draft Gear1000 Martin Luther King Jr. Blvd.Farrell, PA 16121Phone: 724.981.2251Fax: 724.981.2256www.stucki.com105
Repair ServicesAmerican Industries, Inc. provides railcarrepair and reconditioning services to therailroad industry. We also provide new,secondhand, gauged, and reconditionedrailroad parts. Facilities in Sharon, PAare certified under AAR M-212 and M-214, as well as QA certification M-1003.Reconditioning ServicesReconditioning services include:• Wheel Sets• Air Brakes• Bolsters• Sideframes• Couplers• Yokes• Draft Gears• Complete Truck AssembliesSecondhand parts include:• Air Brake Parts• Couplers• Yokeswww.stucki.com106
Reconditioning ServicesNew parts include:• Air Brake Parts (manufactured byNew York Air Brake)American Industries is certified to reprofilefreight car and locomotive wheel setsto any profile. American Industriesis also AAR certified for mountingnew or reconditioned roller bearings.Also provides interchange usable orsecond hand repairable axles androller bearings at competitive prices.www.stucki.com107
<strong>Product</strong> Index656-C................................................. 28656-CR............................................... 17656-CRH............................................ 20656-CRL............................................. 81656-SLB............................................. 27675-RL............................................... 21675-RXL............................................. 79685-RM.............................................. 22688-B................................................. 29688-BR............................................... 18690-RL............................................... 19BUS-18-BRAC-CHL........................... 93BUS-18-BRAC-CHR ......................... 93BUS-18-LRRC-CHL........................... 93BUS-18-LRRC-CHR........................... 93BUS-24-BRAC-CHL........................... 93BUS-24-BRAC-CHR.......................... 93BUS-24-LRRC-CHL........................... 93BUS-24-LRRC-CHR........................... 93CCB-2200XT...................................... 75CCB-3000XT...................................... 76CCB-4500XT........................................ 9CCB-6000XT........................................ 9Side Bearings<strong>Product</strong> Indexwww.stucki.com108
<strong>Product</strong> Index (continued)<strong>Product</strong> IndexCDR................................................... 88CSB ® .................................................... 8HS-7................................................... 68HS-10................................................. 67HS-7100............................................. 68HydraShox Platinum Series............... 68ISB-2LP.............................................. 77ISB-9DR............................................. 23ISB-9DRL........................................... 24ISB-10................................................ 25ISB-12................................................ 26JOEY.................................................. 83RetroXT 4500..................................... 16RetroXT 5400B.................................. 14RetroXT 5400C.................................. 15RetroXT LP Bolt-On........................... 10RetroXT LP Drop-In............................11RetroXT LPC...................................... 12RetroXT SP........................................ 13RFE-16............................................... 58RFE-18............................................... 59www.stucki.com109
<strong>Product</strong> Index (continued)RFE-26............................................... 60RFE-41............................................... 58RFE-51............................................... 59RFE-53............................................... 60RFE-3118........................................... 89RFE-3234........................................... 90RFE-3262........................................... 91RFE-4401........................................... 92SA-2500-2R....................................... 86SA-5000-2R....................................... 87SSB ® .................................................... 7Side Bearings<strong>Product</strong> IndexRide Control, Super Service Ride Control, Low Level Ride Control, and Super Service Ridemasterare federally registered trade marks of ASF-Keystone, Inc. Barber is a federally registered trademark of Barber, Inc. Miner is a federally registered trade mark of Miner Enterprise, Inc. Cardwell-Westinghouse is a federally registered trade mark of Wabtec Corporation.www.stucki.com110
Reconditioning ServicesImproving Ride Quality Since 19112600 Neville Road, Pittsburgh, PA 15225412.771.7300, Fax: 412.771.7308In Australia: GEMCO 61 8 9454 9666In Brazil: A. <strong>Stucki</strong> do Brasil Ltda +55 (11) 3842 4630www.stucki.comemail: sales@stucki.comwww.stucki.com113
Table of Contents1. Scope...............................................................52. Truck and Body Side Bearings......................6General Requirements...................................6Extended Travel CCSB................................7Extended Travel RetroXT CCSB................10Extended Travel Upgrade CCSB...............14Standard Travel CCSB..............................17Roller Side Bearings..................................28Plate and Wedge.......................................30Yard Inspection............................................31General Inspection.....................................31Setup Height..............................................34Single Unit Cars......................................34Articulated Cars.......................................38RetroXT LP, LPC, and SP.......................39Shop Inspection...........................................43General Inspection.....................................43Setup Height..............................................48Visual Height Inspection..........................523. Resilient Friction Elements.........................56<strong>Product</strong> Reference Table.............................57<strong>Product</strong>sBarber Trucks............................................58ASF Trucks................................................59Wear Indicator..............................................61Yard Inspection............................................62Shop Inspection...........................................64www.stucki.com2
Table of Contents4. Hydraulic Stabilizers.................................. 67<strong>Product</strong>s..................................................... 67Yard and Shop Inspection.......................... 695. International <strong>Product</strong>s................................ 74Side Bearings............................................ 75Australia, New Zealand and Malaysia..... 75Europe..................................................... 86South America......................................... 86Resilient Friction Elements........................ 89Australia and New Zealand...................... 896. Brake Beams............................................... 93<strong>Product</strong>s..................................................... 94Inspection.................................................. 95Reversing the Brake Beam........................ 96Replacing the Head................................... 987. Reconditioning Services............................ 99Draft Gear.................................................. 99Truck Components................................... 106Other Components.................................. 106<strong>Product</strong> Index............................................ 108www.stucki.com3
A. <strong>Stucki</strong> <strong>Company</strong>, a division ofHansen, Inc., is a worldwide leader infreight car dynamic control products.Reconditioning and repair services areprovided through two sister companies;Independent Draft Gear and AmericanIndustries.www.stucki.com4
1. ScopeThis pocket guide provides recommendedprocedures for yard and repair shopinspection of products manufacturedand reconditioned by A. <strong>Stucki</strong> <strong>Company</strong>,including truck side bearings, body sidebearings, resilient friction elements,hydraulic stabilizers, brake beams, anddraft gears.This guide is intended primarily forproduct inspection and maintenanceguidance, and does not cover initialproduct installation procedures. Drawingsand installation instructions for eachof <strong>Stucki</strong>’s products may be obtainedfrom the A. <strong>Stucki</strong> <strong>Company</strong> onlinecatalog, located on the <strong>Stucki</strong> WebSite (www.stucki.com), or by calling412.771.7300.www.stucki.com5
2. Truck and Body SideBearingsGeneral RequirementsThe tools required for inspection includea set of calipers, a measuring tape, anda flashlight.Side Side Bearings Bearingswww.stucki.com6
Side BearingsFig. 2.1 — Shear Side Bearing (SSB ® )Note: Replacement cages are ordered by specifying preload,i.e. 6000XT Cage, where 6000 = preload, XT for extended travel.www.stucki.com7
Side Side Bearings BearingsFig. 2.2 — Column Side Bearing (CSB ® )Note: Replacement cages are ordered by specifying preload, i.e.6000XT Cage, where 6000 = preload, XT for extended travel.www.stucki.com8
Side BearingsFig. 2.3 — Compact Column Side BearingNote: Replacement cages are ordered by specifying preload, i.e. CCB6000XT Cage, where 6000 = preload, XT for extended travel.www.stucki.com9
Side Side Bearings BearingsFig. 2.4 — RetroXT LP Bolt-On, 4500 Lb. Preloadwww.stucki.com10
Side BearingsFig. 2.5 — RetroXT LP Drop-In, 4500 Lb. PreloadFor monocast or welded bolster pocket, approximately 4-1/4" x 9-1/4",low profile design.www.stucki.com11
Side Side Bearings BearingsFig. 2.6 — RetroXT LPC Drop-In, 4500 Lb. PreloadFor monocast or welded bolster pocket, approximately 3-1/2" x 8-1/4",low profile design.www.stucki.com12
Side BearingsFig. 2.7 — RetroXT SP Drop-In, 4500 Lb. PreloadFor monocast or welded bolster pocket, approximately 4-1/4" x 9-1/4",standard profile design.www.stucki.com13
Side Side Bearings BearingsFig. 2.8 — RetroXT 5400B(previously CCU-5400XT), 5400 Lb. PreloadNote: This is an extended travel upgrade for the 688-BR, the ISB-9DR,the ISB-12, and the 688-B.www.stucki.com14
Side BearingsFig. 2.9 — RetroXT 5400C, 5400 Lb. PreloadNote: This an extended travel upgrade for the 656-CR, the 656-CRH, and the 656-C.www.stucki.com15
Side Side Bearings BearingsFig. 2.10 — RetroXT 4500, 4500 Lb. PreloadNote: This an extended travel upgrade for the 690-RL.www.stucki.com16
Side BearingsFig. 2.11 — 656-CR, 6000 Lb. PreloadNote: The 656-C cage can accept the RetroXT 5400C upgrade kit toconvert product to extended travel.www.stucki.com17
Side Side Bearings BearingsFig. 2.12 — 688-BR, 6000 Lb. PreloadNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com18
Side BearingsFig. 2.13 — 690-RL, 3600 Lb. PreloadNote: The 690 cage can accept the RetroXT 4500 upgrade kit to convertproduct to extended travel.www.stucki.com19
Side Side Bearings BearingsFig. 2.14 — 656-CRH, 5400 Lb. PreloadNote: The 656-C cage can accept the RetroXT 5400C upgrade kit toconvert product to extended travel.www.stucki.com20
Side BearingsFig. 2.15 — 675-RL, 3000 Lb. Preloadwww.stucki.com21
Side Side Bearings BearingsFig. 2.16 — 685-RM, 4500 Lb. Preloadwww.stucki.com22
Side BearingsFig. 2.17 — ISB-9DR, 4500 Lb. PreloadNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com23
Side Side Bearings BearingsFig. 2.18 — ISB-9DRL, 4500 Lb. Preloadwww.stucki.com24
Side BearingsFig. 2.19 — ISB-10, 4500 Lb. Preloadwww.stucki.com25
Side Side Bearings BearingsFig. 2.20 — ISB-12, 5400 Lb. PreloadNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com26
Side BearingsFig. 2.21 — 656-SLB, No Preloadwww.stucki.com27
Side Side Bearings BearingsFig. 2.22 — 656-CNote: The 656-C cage can accept the RetroXT 5400C upgrade kit toconvert product to extended travel.www.stucki.com28
Side BearingsFig. 2.23 — 688-BNote: The 688-B cage can accept the RetroXT 5400B upgrade kit toconvert product to extended travel.www.stucki.com29
Side Side Bearings BearingsFig. 2.24 — Body Side Bearings (Plate and Wedge)www.stucki.com30
Side BearingsYard InspectionGeneral InspectionPhysically identify the side bearing modelfrom the illustrations in Section 2. Be sureall components for that model are presentand in the correct orientation. Missing ordamaged components should be replacedprior to placing the car back into service.Cage: Inspect cages for cracks, flaws, orunusual deformation. The cage must besecurely fastened to the truck bolster.Body Side Bearing: Plates or wedgesmust be securely tightened and the surfacemust be smooth. Fastener heads must notprotrude below the wear plate surface.www.stucki.com31
End Closure: End closures must be inplace and not broken. ISB models haveonly one end closure.Resilient Element: Resilient elementsshould be checked for evidence ofoverheating. Resilient urethane canbe permanently damaged at hightemperatures brought about by severetruck hunting or exposure to extremetemperatures generated by improperlyused thaw sheds.Side Side Bearings BearingsIf any signs of heat damage exist (such assevere cracking, bulging, or deformation),replace the urethane blocks. Note thatthe 688-BR and 690-RL cars need notbe shopped for repairs for a single blockhaving a missing top portion. The sidebearing will function adequately with only2 of the 3 blocks contacting. Replacethe defective block when the car is nextshopped for required maintenance orother repairs. Bad-order the car if twoor more block tops are missing.www.stucki.com32
Side BearingsRocker: Rockers may not always beseated on the bottom of the cage, andclearance should not be used as a setupheight criterion. While in service, verticalmovement may occur. This has no effecton the performance of the side bearing.Rockers contact the body side bearingas the car rocks or leans. Light wearof the upper and lower surfaces of therockers is normal.www.stucki.com33
Yard Inspection:Vertical Setup HeightFigure 2.25 summarizes the measurementranges allowable for yard inspection. Forarticulated cars, see page 38. For RetroXTLP, LPC, and SP Side Bearings, see pages39-42.Side Side Bearings BearingsFor yard inspection, the vertical distancebetween the body side bearing wearplate (or wedge) and the truck bolstersurface to which the side bearing cageis mounted must be between 4-15/16"and 5-3/16", as illustrated in figure 2.25.This measurement assumes the car isempty and is positioned on reasonablylevel track. Be alert to the possibility ofencountering shims under side bearingcages. This practice should be avoided,but when present, measurement mustreference to top of shims.www.stucki.com34
Side BearingsShop SET UP5-1/8" ± 1/16"NEW elastomericcenterbowlliner, OR SINGLESOLID CENTERPLATE LUBE DISC(Ref: <strong>Stucki</strong> ServiceBulletin RSB9501)SHOP SET UP5-1/16" ± 1/16"YARD INSPECTION5-1/16" ± 1/8"METAL TO METALCENTERBOWLCONTACTNote:1) Car on reasonably level track2) Car is emptySum of the Pairs MethodAdd the two side bearing heights at the endof each car. The sum must be between 9-7/8"and 10-3/8". No individual space should beless than 4-15/16".Note: Does not apply to intermodal articulatedcars or RetroXT LP, LPC, or SP side bearings.See page 38 for articulated cars, and page 39for RetroXT Side Bearings.Fig. 2.25 — Vertical Setup Height, InspectionTolerances for Standard Setup Height Applicationswww.stucki.com35
Side Side Bearings Bearings5-1/16" ± 1/8"Fig. 2.26 — Vertical Setup Height, Yard Inspectionwww.stucki.com36
Side BearingsIf reasonably level track conditionscannot be obtained, the Sum of thePairs method can be used by addingthe measurements for the two sidebearings on each truck. The sum of themeasurements may be as low as 9-7/8”or as high as 10-3/8” for all standard andextended travel side bearings on singleunit, stand-alone cars. No individualspace should be less than 4-15/16”.If the above tolerances are exceeded,and the car is empty, it must be shoppedand the car body side bearing shimsadjusted to obtain the specified setupheight. (See Shop Inspection: VerticalSetup Height on page 48.)www.stucki.com37
Yard Inspection: Vertical SetupHeight for Articulated CarsArticulated intermediate trucks followthe same procedure outlined for singleunit cars (page 34), but with exception tothe Sum of the Pairs method where thedesign of the articulated joints permits anallowable increase to the tolerances.Side Side Bearings BearingsWhen using the Sum of the Pairs methodon an intermediate truck of an articulatedcar, the sum of the measurements oneach truck may be as low as 9-7/8”, oras high as 10-1/2”. No individual spaceshould be less than 4-7/8” for any standardor extended travel side bearing. Referto the AAR Car Owners Manual for theInspection and Repair of Double StackContainer Cars for complete information.www.stucki.com38
Side BearingsYard Inspection: Vertical SetupHeight for RetroXT LP, LPC, andSP Side BearingsFor yard inspection, the vertical spacebetween the top of the RetroXT LP, LPC,or SP cage and the underside of the bodyside bearing (note that the RetroXT LPCmeasurement is taken from the notch at thetop of the cage) must be 11/16" ± 1/8" (seefigures 2.27 & 2.28). This measurementassumes the car is empty and is positionedon reasonably level track. If reasonablylevel track conditions cannot be obtained,the Sum of the Pairs method can be usedby adding the measurements for the twoside bearings on each truck. The sum ofthe measurements may be as low as 1-1/8"or as high as 1-5/8". No individual spaceshould be less than 9/16".If the tolerances are exceeded, and the caris empty, it must be shopped and the carbody side bearing shims adjusted to obtainthe specified setup height (see page 48).www.stucki.com39
Side Side Bearings BearingsFig. 2.27 — Vertical Setup Height for RetroXT LPDrop-In, LP Bolt-On, SP Drop-In, Yard InspectionNote: Elements and cap are not shown.Fig. 2.28 — Vertical SetupHeight for RetroXT LPC Drop-In, Yard Inspectionwww.stucki.com40
Side BearingsShop SET UP3/4" ± 1/16"new elaStomericcenterbowlliner, OR SINGLESOLID CENTERPLATE LUBE DISC(Ref: <strong>Stucki</strong> ServiceBulletin RSB9501)SHOP SET UP11/16" ± 1/16"YARD INSPECTION11/16" ± 1/8"METAL TO METALCENTERBOWLCONTACTNote:1) Car on reasonably level track2) Car is emptySum of the Pairs MethodAdd the two side bearing heights at the endof each car. The sum must be between 1-1/8"and 1-5/8". No individual space should beless than 9/16".Fig. 2.29 — Vertical Setup Height, InspectionTolerances for RetroXT LP, LPC, and SP Side Bearingswww.stucki.com41
If the car is equipped with any type of newsemipermanent elastomeric centerplateliner, it must be in place when measuringfor setup height adjustment. If newelastomeric bowl liners or 12" graphitelube discs are being installed, sidebearing setup heights should be adjustedto 3/4" ± 1/16” for all RetroXT LP, LPC,and SP side bearings.Side Side Bearings Bearingswww.stucki.com42
Side BearingsShop InspectionGeneral InspectionAll previous yard inspection guidelinesbeginning on page 31 apply in additionto the following when inspectingside bearings in a shop (with trucksremoved).After the car is shopped, chock thewheels, safely lift the car, and inspect thefollowing components. Be certain to followstandard safe operating procedures.Cage: Inspect cages for cracks, flaws,or unusual deformation. The cageshould be securely fastened to the truckbolster. Loose fasteners should betightened or replaced according to A.<strong>Stucki</strong> <strong>Company</strong>'s installation instructionsfor respective side bearings. Broken orcracked cages must be replaced.www.stucki.com43
Body Side Bearing: Replace platesor wedges if surface variations occurbetween fastener holes that are greaterthan 1/8" or greater than 1/16" over any4" space. Wear plate surface must bereasonably parallel to the side bearingmounting surface of the truck bolster,with variation not exceeding 1/16" acrosswidth, or 1/8" end-to-end. Heavy rust orsurface projections must be removed bygrinding. Wear plate fasteners must betight and tack welded. Heads must beflush with, or recessed from, the wearplate surface.Side Side Bearings BearingsRoller: 4" X 3" rollers whose diametersmeasure less than 3-7/8" should bereplaced. Minimum acceptable diameterof 3" rollers is 2-29/32". Nominaldiameter of 2" rollers is actually 2-1/16",and minimum acceptable diameter forshop inspection is 2". If the edges havedeformed so that the roller does not rollfreely within the cage, replace the roller.www.stucki.com44
Side BearingsResilient Element: Resilient elementsshould be checked for cracks, gouges,or heat damage. Some elements (RB-17,RB-46, RB-56, RB-57, RB-58, RB-59, CSBcolumn) are composed of a single material,while others consist of two materials. Ingeneral, most dual material block designswill exhibit slight separation at the horizontalinterface of those two materials afterseveral months in normal service. Blocksshowing superficial horizontal separationdo not need replaced. As a rule, if theinterface can be manually opened to reveal50% or more of the interface surface, theblock should be replaced. Vertical cracksare acceptable unless there are more thantwo cracks, greater than 1/2” in lengthlocated in the lower, springing portionof the block. Cracks located below thewedge shaped metal cap do not affect itsperformance.www.stucki.com45
Free Height Measurement: The suitabilityof resilient blocks for continued servicecan be determined by their free heightmeasurement. Allow the blocks to relaxat least one hour at room temperatureafter the removal of the car body. Thenmeasure the height from the base to thehighest point on the block (see table 2.1).Side Side Bearings BearingsTable 2.1www.stucki.com46
Side BearingsLoad Cell Testing: A second techniqueused to determine the suitability ofresilient blocks and their correspondingcounterparts is to use a calibrated loadcell. Using this technique, the load cellcan be inserted between the side bearingtop cap and the body side bearing wearplate. The car should be gently lowereduntil the top of the side bearing is 5-1/16" above the bolster. The resultingvertical force output can be comparedagainst the nominal preload. Record thismeasurement and repeat the procedurefor the opposite side. Worn resilientblocks and other components leadingto insufficient vertical forces should bereplaced. Contact A. <strong>Stucki</strong> <strong>Company</strong> forrecommendations.www.stucki.com47
Shop Inspection:Vertical Setup HeightIf shop or yard measurements reveal sidebearing setup heights are outside theacceptable range, body side bearing shimadjustments are required to correct theout-of-tolerance condition. When adjustingvertical setup height in the shop, the verticaldistance between the body side bearingwear plate (or wedge) and the truck bolstersurface to which the side bearing is mountedmust be 5-1/16" ± 1/16", (fig. 2.30, p.50). Forthe RetroXT LP and SP side bearings, thevertical space between the top of the cageand the underside, or wearing surface, of thebody side bearing must be 11/16" ± 1/16"(fig. 2.31, p. 50). For the RetroXT LPC sidebearing, The vertical space between thetop of the cage notch and the underside, orwearing surface, of the body side bearingmust be 11/16" ± 1/16" (fig. 2.32, p. 51).Side Side Bearings Bearingswww.stucki.com48
Side BearingsThese measurements assume the car isempty, positioned on reasonably level track,and has positive centerplate contact. Tops ofmetal rockers or rollers should not be used asreference points to measure setup height forconstant contact side bearings.www.stucki.com49
(Assumes metalto metal contact incenterbowl)5-1/16" ± 1/16"Side Side Bearings BearingsFig. 2.30 — Vertical Setup Height, Shop Inspection(Assumes metalto metal contact incenterbowl)Fig. 2.31 — Vertical Setup Height for RetroXT LPDrop-In, Bolt-On, SP Drop-In, Shop Inspectionwww.stucki.com50
Side BearingsFig. 2.32 — Vertical Setup Heightfor RetroXT LPC, Shop Inspectionwww.stucki.com51
Figures 2.33, 2.34, 2.35, and 2.36 showquick reference indicators which can beused for an at-a-glance check for setupheight.Side Side Bearings BearingsFig. 2.33 — Setup Height Indicator forCompact Column Side BearingNote: Setup is at 5-1/16" when bottom of cap cutout is aligned withtop of cage. Side bearing is shown at free height.www.stucki.com52
Side BearingsFig. 2.34 — Setup Height Indicator forMetal Capped, Rolled-Steel Cage DesignsNote: If top of cage is aligned at lateral center of top notch,setup height is at 5-1/16”.Fig. 2.35 — Setup Height Indicator forRetroXT LP and SP Side BearingsNote: Setup height is at 11/16" when bottom edge of capis aligned with cage step. Side bearing is shown at free height.www.stucki.com53
Side Side Bearings BearingsFig. 2.36 — Setup Height Indicator forRetroXT LPC Side BearingsNote: Setup is at 11/16" when cap step is aligned with top of cage.Side bearing is shown at free height.www.stucki.com54
Side BearingsTo increase the setup height, shims mustbe removed. Likewise, to reduce thesetup height, shims must be added to thecar body side bearing.Do not place shims under side bearingcages to adjust setup heights, except ifthe car has welded-in-place body sidebearings on a cast body bolster, whenshimming beneath cages is the onlyoption.Never relubricate a side bearing inservice, unless 1) replacing nonmetalcapped blocks or 2) metal caps andbody side bearings are being replacedsimultaneously. In the case of nonmetalcapped resilient blocks, apply a thin filmof lithium based grease to the body sidebearing. In the case of metal cappedresilient blocks, apply a 1-1/2” diameterdab of lithium based grease to the centerof the new metal cap.www.stucki.com55
3. Resilient Friction Elements(RFE)General RequirementsTo check friction wedge rise, a mustachegage per Rule 88, AAR Field Manual, canbe used.The following illustrations identify specificfriction elements and components. It isimportant that all components shown fora specific wedge are present and in goodcondition. Pads manufactured by A. <strong>Stucki</strong><strong>Company</strong> are identified by their orangecolor. The friction casting identification ison the bottom, which is not visible when thetruck is fully assembled. Table 3.1 on thefollowing page cross-references product.Friction Elementswww.stucki.com56
Table 3.1Friction Elements*Requires use of <strong>Stucki</strong> RFE-16 D-5 wedge springs (or Barber B432/B433 combination)with 3/8” <strong>Stucki</strong> shim plate.** Discontinuedwww.stucki.com57
Fig. 3.1 — RFE-16, for Barber ® TrucksFriction ElementsFig. 3.2 — RFE-41, for Barber ® S-2-HD Truckswww.stucki.com58
Friction ElementsFig. 3.3 — RFE-51, for Barber ® S-2-D TrucksFig. 3.4 — RFE-18, for Ride Control ® Truckswww.stucki.com59
Fig. 3.5 — RFE-26, forSuper Service Ride Control ® TrucksFriction ElementsFig. 3.6 — RFE-53, forSuper Service Ride Master ® Truckswww.stucki.com60
Friction ElementsFig. 3.7 — Wear Indicator Side View (Most Wedges)www.stucki.com61
Yard InspectionInspect wear indicators on the vertical faceof the wedge. Replace wedges when thewear indicators are no longer visible. Newwedges will have approximately 3/8” ofwear indicator visible. A mustache gagecan be used to check wedge rise. Wedgerise limits for RFEs are the same as forthe all-metal friction shoes they replace(see AAR Field Manual, Rule 88). Forthe RFE-18 and RFE-26, wedge rise isexcessive when the hole on the front of thecasting is entirely above the top plate ofthe bolster. The RFE-16 wedge rise limitindicator is the bottom of the face wearindicator itself.Friction Elementswww.stucki.com62
Friction ElementsThe upper corners of the RFE-18 andRFE-26 resilient pads may experiencesplitting. These corner splits normallypropagate across the top of the pad, inline with the upper edge of the bolster,and do not affect the performance ofthe wedge. Cars having pads exhibitingsuch cracks should not be shopped forpad or wedge replacement.Check top edge of resilient urethanepads for flush seating against the wedgeand bolster pocket. Any pad cracksabove the area of contact with the bolsterpocket are acceptable and not cause forrenewal. The appearance of “stringy”extrusions of pad material between thepad and casting at the top edge couldbe indicative of severe hunting, and A.<strong>Stucki</strong> <strong>Company</strong> should be consulted.www.stucki.com63
Shop InspectionIn addition to the previous yard inspectionprocedures, inspection in the repair shopshould include the following procedures:Column Wear Plate: Check closelyfor cracks, loose or missing fasteners,or excessive wear, and replace asnecessary. Plates worn more than 1/8”at any area must be replaced. Columnwear plates must be reasonably parallel,and spacing between plates must be inaccordance with AAR requirements.Friction ElementsRFE Casting and Resilient Pad:Chipping of casting corners is acceptable.Wedges having sizable pieces missing,or having obvious cracks, must bereplaced.www.stucki.com64
Friction ElementsIf wedge rise measurements indicatewedges are above condemnable heights,both complete wedges should be replaced.The exception is if resilient pad(s) areseverely damaged, and casting has atleast 3/16” face wear indicator remaining,then it is acceptable to replace the padsonly.Pry old pads from the casting with ascrewdriver, and install new pads byaligning the post on the back of the padwith the hole in the sloped face of thecasting. Strike the pad face with a malletto seat it onto the casting.Patches of dark, flaky material on thefaces of the pads are common, andproduce no detrimental effects. This isnot cause for renewal.In the case of the RFE-18, RFE-26, andRFE-53, if cracks emanating from theupper or lower corners of the pads haveextended downward toward the center ofthe pad more than 3/4”, then the crackedpad should be replaced.www.stucki.com65
Wedge Spring: Broken wedge springsmust be replaced. The springs suppliedby <strong>Stucki</strong> for the various RFE models arevirtually identical to the springs suppliedby the manufacturers of the all-metalwedge systems. Free heights of springsshould be checked. Refer to A. <strong>Stucki</strong><strong>Company</strong>’s RFE Installation Instructionsfor minimum allowable free heights.<strong>Stucki</strong> RFEs and all-metal friction wedgesshould never be combined in the sametruck. RFEs must always be replacedin kind.Friction Elementswww.stucki.com66
4. Hydraulic Stabilizers<strong>Stucki</strong> hydraulic stabilizers are the onlyhydraulic damping units guaranteed tomeet AAR Specification M-965 and FieldManual Rule 50 to ensure safe operationwhen controlling resonant rocking of highcenter-of-gravitycars.Hydraulic StabilizersFig. 4.1 — HS-10www.stucki.com67
Side BearingsFig. 4.2 — HydraShox Platinum (HS-7 replacement)Fig. 4.3 — HS-7100Hydraulic StabilizersNote: Available as reconditioned unit only.www.stucki.com68
Yard and Shop InspectionHydraulic StabilizersHydraulic stabilizers should be positionedvertically upright with the body springproperly seated between the stabilizerbody and the bolster. Units not properlypositioned or seated on the side framemust be repositioned correctly. If stabilizerbody has been damaged due to bolsteror side frame lug interference to allowoil leakage at damaged area, unit mustbe replaced, and the damaged stabilizershould be scrapped.<strong>Stucki</strong> hydraulic stabilizers have a sightglass on one side of the reservoir to checkfor proper operating fluid level. On the HS-7 and Hydrashox Platinum, this windowis protected from dirt by a plastic cap,which must be removed to make the visualcheck. If the cap is missing, clean out anydirt on the surface of the glass. (A sliverof tie wood works well for this task.) Besure the unit is sitting in its normal uprightposition when inspecting the sight glass.www.stucki.com69
A flashlight may be helpful in makingthe sight glass inspection. Figure 4.4illustrates one of three conditions that maybe encountered during inspection.A. Window FullUnit OKSide BearingsfB. Partially FullReplace at thenext maintenanceintervalC. EmptyReplace ASAPFig. 4.4 — Hydraulic Stabilizer Sight Glass WindowHydraulic Stabilizerswww.stucki.com70
Condition A. The oil level in the reservoiris full. The entire glass area will appeardark, and the unit should be left inservice, regardless of any external sludgeaccumulation.Hydraulic StabilizersCondition B. The oil level has droppedto the sight glass window, and only theupper portion of two shiny rings appearsto be reflecting light. This indicatessufficient fluid remaining in the reservoirfor adequate operation; however, it is thefirst warning the unit should be scheduledfor replacement when the car is nextshopped for routine maintenance. Thisis not an AAR or FRA defect as far asforeign cars are concerned. For systemscars, however, it is advisable to replacewhen this condition is found.www.stucki.com71
Condition C. The oil level has droppedbelow the sight glass area, and the twoshiny rings are completely visible. Theunit should be replaced as soon aspossible. This condition constitutes aviable AAR or FRA defect.<strong>Stucki</strong> hydraulic stabilizers incorporate alow pressure seal on the piston rod, whichwill gradually, but continually pass slightamounts of oil under normal operatingconditions. This fluid loss is compensatedfor by the reserve oil. The appearance ofexternal oil/sludge accumulation is not anindication of a defective unit.Side BearingsHydraulic Stabilizerswww.stucki.com72
HS-7 and HS-7100 units removed onaccount of low oil level should be returnedto:A. <strong>Stucki</strong> <strong>Company</strong>2155 Allen Street ExtensionFalconer, NY 14733Please call 716.665.5217 in advancefor a required delivery appointment.Hydraulic StabilizersThe piston rods should be protected fromdamage in transit by use of the protectivesleeve provided on the rod of the newreplacement unit.HS-10s are not able to be rebuilt andshould be replaced in kind. HS-6s havebeen discontinued and should be replacedby HydraShox Platinum Series. Oncereserve oil has been depleted, HS-6sshould be discarded.www.stucki.com73
5. International <strong>Product</strong>sA. <strong>Stucki</strong> <strong>Company</strong> manufactures severalproducts domestically and off-shore thatare designed for specific applicationsto freight wagons in various countriesoutside North America. These products,in general, follow the same installationand inspection requirements as those forour conventional domestic products of thesame type (section 2.0). For that reasonthose instructions will not be repeatedhere, but exceptions to conventionalinstallation or inspection procedures willbe noted.International Side Bearings <strong>Product</strong>swww.stucki.com74
International <strong>Product</strong>sAustralia, New Zealand, andMalaysia Side BearersFig. 5.1 — CCB-2200XT, 2200 Lb. Preloadwww.stucki.com75
International Side Bearings <strong>Product</strong>sFig. 5.2 — CCB-3000XT, 3000 Lb. Preloadwww.stucki.com76
International <strong>Product</strong>sFig. 5.3 — ISB-2LP, 4500 Lb. PreloadNote: Low profile. See installation exceptions on page 78.www.stucki.com77
Installation Exceptions: The ISB-2LPresilient side bearer is designed for use onwagons having insufficient vertical spaceavailable at the side bearer location toallow use of the conventional <strong>Stucki</strong> sidebearer models.The nominal setup height for installing theISB-2LP is 3-1/16” ± 1/16”, or 78 mm ±1 mm. At this setup height, the nominal, newcompression preload is 4500 pounds.International Side Bearings <strong>Product</strong>sThe ISB-2LP has been used on a limitednumber of wagons in Sweden, and is alsoin general use in Malaysia where it hasbeen retrofitted as an upgrade to existingwagons of various types. A few ISB-2LPshave been applied to special purposecars in the U.S. These applications haveprimarily been made for noise reductionon business cars.www.stucki.com78
International <strong>Product</strong>s675-RXL Side BearerFig. 5.4 — 675-RXL, 2200 Lb. Preloadwww.stucki.com79
The 675-RXL is a low preload versionof the standard <strong>Stucki</strong> resilient, metalcapped675-RL. The 675-RXL has apreload at 5-1/16” setup height of 2200pounds (compared to 3000 pounds forthe RL). The only physical differencebetween the two models is the resilientblock design.International Side Bearings <strong>Product</strong>swww.stucki.com80
International <strong>Product</strong>s656-CRL Side BearerFig. 5.5 — 656-CRL, 3500 Lb. Preloadwww.stucki.com81
The 656-CRL is a low preload version ofthe standard 656-CR. The 656-CRL hasa preload at 5-1/16” setup height of 3500pounds (preload of the standard 656-CR is 6000 pounds). The only physicaldifference between the models is theresilient block. 656-CRLs are in use inAustralia and New Zealand, and on anumber of freight wagons in Malaysia.They are also used in North America onone group of 5-unit 100 ton articulateddouble stack cars.International Side Bearings <strong>Product</strong>swww.stucki.com82
International <strong>Product</strong>sThe JOEY Series Side BearersFor wagons with only mating plates of steelfor body and bogie side bearers, a castpocket was designed that could be retrofitwelded into the bogie bolster to containthe <strong>Stucki</strong> components (to accommodate5-1/6” setup height). New bogie bolsterscan also be cast with this pocket integral.The inside dimensions of the JOEY pocketreplicate the inside length and width of the<strong>Stucki</strong> 656-C single roller side bearingcage with the end closures installed.The proper base contour for seating theresilient blocks and roller is achieved byuse of a separate base plate, a castingdesigned to replicate the inside floor ofthe <strong>Stucki</strong> 656-C cage. Thus, the internalcomponents of any standard <strong>Stucki</strong> modelthat uses one of our shorter (C length)cages can fit into the JOEY pocket, andthe end closures are not required.www.stucki.com83
To distinguish the retrofit element kitsfor these applications from the elementpackages for our standard cages (whichnormally include 5/16” cage end closures),they have been designated as JOEYS.International Side Bearings <strong>Product</strong>sFig. 5.6 — JOEY Pocket Welded into Bogie BolsterFig. 5.7 — Side Bearer Assembly in JOEY Pocketwww.stucki.com84
International <strong>Product</strong>sSeveral slightly different versions ofthe base plate casting have beenmanufactured, varying in thickness.Regardless of which base plate andpocket casting is used, the normal setupis established by placing a 108 mm highgage block set into the center of the baseplate, then lowering the wagon body to thebogie and measuring the clearance to thebody side bearer wear plate. From thismeasurement, determine the amount ofshim required to bring the space within1.5 mm of the top of the gage block.Generally it is advisable when makingJOEY pocket applications of the <strong>Stucki</strong>metal capped side bearings, 675-RL,675-RXL, or 685-RM, to specify the JOEYelement kits to have the RB-27 metal cap.The flat sides of the RB-27 cap providegreater area of engagement with thesides of the JOEY pockets, which resultsin less wear than if the RB-24 or RB-34caps are used.www.stucki.com85
European Side BearersSee Low Profile ISB-2LP on page 77.South American Side BearingsSA-2500-2R Side Bearing InsertInternational Side Bearings <strong>Product</strong>sFig. 5.8 — SA-2500-2RThe SA-2500-2R is a double roller sidebearing designed for drop-in insertioninto low profile friction block housingswhich are integrally cast or bolted ontotruck bolsters.www.stucki.com86
International <strong>Product</strong>sSA-5000-2R Side Bearing InsertFig. 5.9 — SA-5000-2RThe SA-5000-2R is a double roller sidebearing designed for drop-in insertioninto friction block housings which areintegrally cast or bolted onto truckbolsters.Roller clearance for both the SA-2500-2R and SA-5000-2R models should beset at 1/4” ± 1/16” (6 mm ± 1 mm) forwagons having 1,435 mm gauge trucks,or at 3/16” ± 1/16”) (5 mm ± 1 mm) forwagons having 1,000 mm (or meter)gauge trucks.www.stucki.com87
CDR Side BearingInternational Side Bearings <strong>Product</strong>sFig. 5.10 — CDR Double Roller Side BearingThe CDR is a double roller side bearingdesigned for bolt-on applications in thesame manner as the conventional <strong>Stucki</strong>688-B double roller side bearing.www.stucki.com88
International <strong>Product</strong>sAustralia and New ZealandResilient Friction ElementsRFE-3118 Resilient FrictionElementRFE-31PadsFig. 5.11 — RFE-3118The RFE-3118 was designed to replacethe all-metal RC-18 friction wedgeused primarily in Ride Control bogiesin New Zealand. Castings are currentlymanufactured in New Zealand. The RFE-3118 utilizes two <strong>Stucki</strong> RFE-31 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australia.www.stucki.com89
RFE-3234 Resilient FrictionElementRFE-32PadsInternational Side Bearings <strong>Product</strong>sFig. 5.12 — RFE-3234The RFE-3234 was designed to replacethe all-metal RC-134 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-3234 utilizes two <strong>Stucki</strong> RFE-32 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australia.www.stucki.com90
International <strong>Product</strong>sRFE-3262 Resilient FrictionElementRFE-32PadsFig. 5.13 — RFE-3262The RFE-3262 was designed to replacethe all-metal RC-262 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-3262 utilizes two <strong>Stucki</strong> RFE-32 resilientpads, which are available through the<strong>Stucki</strong> sales representative in Australiaand New Zealand.www.stucki.com91
RFE-4401 ResilientFriction ElementRFE-44PadsInternational Side Bearings <strong>Product</strong>sFigure 5.14 — RFE-4401The RFE-4401 was designed to replacethe all-metal RC-1 friction wedgeused primarily in Ride Control bogiesin Australia. Castings are currentlymanufactured in Australia. The RFE-4401utilizes two <strong>Stucki</strong> RFE-44 resilient pads,which are available through the <strong>Stucki</strong>sales representative in Australia.www.stucki.com92
6. Brake BeamsBrake BeamsFig. 6.1 — Reversible Brake Beamwww.stucki.com93
<strong>Product</strong> Description<strong>Stucki</strong> manufactures rugged, fatigueand vibration resistant brake beams tosupport both composition and cast ironshoes. All brake beams are providedwith angle corrected (AC) heads, fixed orreplaceable, to optimize brake shoe wearand provide for optimum life. Its durableand lightweight construction provides easybrake shoe inspection and replacement.Hardened pinholes for extended life andsafety allow for superior service life. Thisproduct can be supplied with a fixedstrut (not shown), a fixed head, an easyto use reversible strut, or a replaceablehead (RC). Replaceable heads providesignificant cost savings as compared toreplacing whole beams for damaged heads.Both #18 and #24 sizes are available.Side BearingsBrake Beamswww.stucki.com94
Brake BeamsInspectionReplacement of brake beams can beconsidered for any of the inspection criteriabelow. Refer to AAR Field Manual ofInterchange, Rule 6 for a detailed list of wearlimits, gauging, and causes for renewal.1. Any brake beam parts which arecracked, broken, or missing2. Damage or wear on brake beamhead (heads alone can be replacedin lieu of entire beams – RC beams)3. Twisted beams (greater than 1 inchwhen comparing opposite headsagainst wheels)4. Worn end extensions5. Bent or twisted struts6. Strut pin holes worn 3/16” or more7. Slot lever worn 1/8” or morewww.stucki.com95
Reversible Brake BeamThree steps for converting either RH orLH in the field.First• Use screwdriver to pull retainer & pin(If tight, pin may be pushed from theopposite end, by the screwdriver).Second• Insert steel bar in strut lever slot.• Tilt rotating strut 90 degrees, until theslots in end casting match slotsin strut.Third• Re-insert pin with groove end last.• Reapply retainer by hand at pingroove (push it safely in place withscrewdriver).Side BearingsBrake Beamswww.stucki.com96
PinRetainerBrake BeamsStrutLeverSlotFig. 6.2 — Strut and Pinwww.stucki.com97
Fig. 6.3 — Replaceable Brake Beam HeadReplaceable Head Procedure1. Remove damaged head from brakebeam assembly from the side ofthe car.2. Position replaceable head toalign holes.3. Insert bolt through replaceable headand beam assembly combined. Applywasher assembly (large washer first,small washer next), and lock nut tothreaded bolt. Tighten lock nut untilorange capsule breaks (or 300 ft-lbsequivalent).4. Install brake shoe and return toservice.www.stucki.com98Side BearingsBrake Beams
Reconditioning Services7. Reconditioning ServicesDraft GearIndependent Draft Gear, a division of A.<strong>Stucki</strong> <strong>Company</strong>, reconditions, tests, andpins the most commonly available draftgear per AAR M-901B Specifications.Refer to AAR Interchange Rule 21, SectionB, Groups J & M for an overview of thedraft gear models that we recondition.Other group type gears can bereconditioned and used for captive service.www.stucki.com99
InspectionReconditioning of a draft gear can beconsidered when any of the defectslisted in Secton A of the AAR FieldManual Rule 21 are present. Refer tothe manual for a detailed list of wearlimits, gauging, and cause for renewal.Also, refer to manufacturer’s specificationsfor In-Car and Out-of-Car inspectionrequirements for each individual model.Reconditioning Serviceswww.stucki.com100
Reconditioning ServicesFig. 7.1 — Draft Gearwww.stucki.com101
Date ClassificationThe original manufacture date or lastreconditioning date should be locatedon the draft gear case. Per AAR FieldManual Rule 21, draft gear must be:• Reconditioned after 16 years fromthe date of original manufacture,or 10 years from the last reconditiondate. Should a date not be readilyapparent on the case, the gear mustbe reconditioned.Reconditioning Services• Tested and pinned if the gear isless than 16 years old or has beenreconditioned within the last 10years.• Pinned only if the gear wasmanufactured or tested within thelast 10 years.www.stucki.com102
Reconditioning ServicesFriction Component Classification:Irrespective of the gear’s date classification,a gear must be reconditioned if anyof its friction components are broken,damaged in any way, or missing.Gears are classified as FC/C/D( F r i c t i o n C o m p o n e n t C a s eDamage) per the following criteria:1. More than 1 broken or missing frictioncomponent2. Center wedge is damaged3. The gear is stuck in a compressedpositionwww.stucki.com103
Case Classification: As in the caseof friction component damage, a draftgear must be rebuilt if the case hasbeen subject to excessive wear or isdamaged. Gears with cases that meetthe following are also consideredFC/C/D:1. Wall thickness – visibly worncase wall2. Torch cut – 1 inch or moreReconditioning ServicesScrap Classification: Gears with bulges,split cases or cracks in excess of 2 inchescannot be repaired and are classifiedas scrap. Also, gears not listed on theIDG list of acceptable gears (detailedlist can be found at www.draft-gear.com)are either not reconditionable or areobsolete and therefore classified as scrap.www.stucki.com104
Reconditioning ServicesGears which meet the criteria forreconditioning should be shipped to:Independent Draft Gear1000 Martin Luther King Jr. Blvd.Farrell, PA 16121Phone: 724.981.2251Fax: 724.981.2256www.stucki.com105
Repair ServicesAmerican Industries, Inc. provides railcarrepair and reconditioning services to therailroad industry. We also provide new,secondhand, gauged, and reconditionedrailroad parts. Facilities in Sharon, PAare certified under AAR M-212 and M-214, as well as QA certification M-1003.Reconditioning ServicesReconditioning services include:• Wheel Sets• Air Brakes• Bolsters• Sideframes• Couplers• Yokes• Draft Gears• Complete Truck AssembliesSecondhand parts include:• Air Brake Parts• Couplers• Yokeswww.stucki.com106
Reconditioning ServicesNew parts include:• Air Brake Parts (manufactured byNew York Air Brake)American Industries is certified to reprofilefreight car and locomotive wheel setsto any profile. American Industriesis also AAR certified for mountingnew or reconditioned roller bearings.Also provides interchange usable orsecond hand repairable axles androller bearings at competitive prices.www.stucki.com107
<strong>Product</strong> Index656-C................................................. 28656-CR............................................... 17656-CRH............................................ 20656-CRL............................................. 81656-SLB............................................. 27675-RL............................................... 21675-RXL............................................. 79685-RM.............................................. 22688-B................................................. 29688-BR............................................... 18690-RL............................................... 19BUS-18-BRAC-CHL........................... 93BUS-18-BRAC-CHR ......................... 93BUS-18-LRRC-CHL........................... 93BUS-18-LRRC-CHR........................... 93BUS-24-BRAC-CHL........................... 93BUS-24-BRAC-CHR.......................... 93BUS-24-LRRC-CHL........................... 93BUS-24-LRRC-CHR........................... 93CCB-2200XT...................................... 75CCB-3000XT...................................... 76CCB-4500XT........................................ 9CCB-6000XT........................................ 9Side Bearings<strong>Product</strong> Indexwww.stucki.com108
<strong>Product</strong> Index (continued)<strong>Product</strong> IndexCDR................................................... 88CSB ® .................................................... 8HS-7................................................... 68HS-10................................................. 67HS-7100............................................. 68HydraShox Platinum Series............... 68ISB-2LP.............................................. 77ISB-9DR............................................. 23ISB-9DRL........................................... 24ISB-10................................................ 25ISB-12................................................ 26JOEY.................................................. 83RetroXT 4500..................................... 16RetroXT 5400B.................................. 14RetroXT 5400C.................................. 15RetroXT LP Bolt-On........................... 10RetroXT LP Drop-In............................11RetroXT LPC...................................... 12RetroXT SP........................................ 13RFE-16............................................... 58RFE-18............................................... 59www.stucki.com109
<strong>Product</strong> Index (continued)RFE-26............................................... 60RFE-41............................................... 58RFE-51............................................... 59RFE-53............................................... 60RFE-3118........................................... 89RFE-3234........................................... 90RFE-3262........................................... 91RFE-4401........................................... 92SA-2500-2R....................................... 86SA-5000-2R....................................... 87SSB ® .................................................... 7Side Bearings<strong>Product</strong> IndexRide Control, Super Service Ride Control, Low Level Ride Control, and Super Service Ridemasterare federally registered trade marks of ASF-Keystone, Inc. Barber is a federally registered trademark of Barber, Inc. Miner is a federally registered trade mark of Miner Enterprise, Inc. Cardwell-Westinghouse is a federally registered trade mark of Wabtec Corporation.www.stucki.com110
Reconditioning ServicesImproving Ride Quality Since 19112600 Neville Road, Pittsburgh, PA 15225412.771.7300, Fax: 412.771.7308In Australia: GEMCO 61 8 9454 9666In Brazil: A. <strong>Stucki</strong> do Brasil Ltda +55 (11) 3842 4630www.stucki.comemail: sales@stucki.comwww.stucki.com113