michenfelder elektrotechnik
michenfelder elektrotechnik
michenfelder elektrotechnik

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
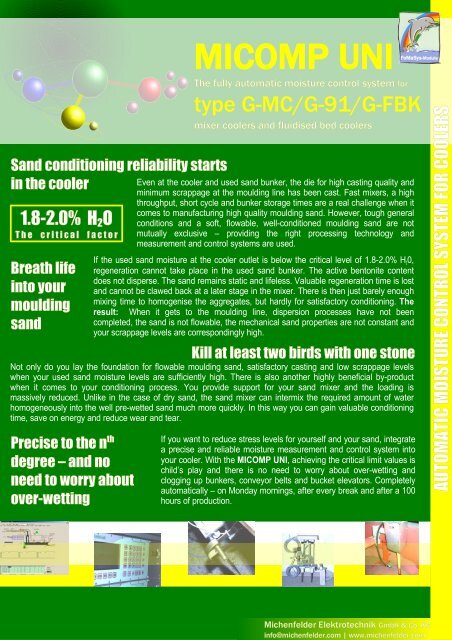
Sand conditioning reliability starts<br />
in the cooler<br />
1.8-2.0% H2O<br />
T h e c r i t i c a l f a c t o r<br />
Breath life<br />
into your<br />
moulding<br />
sand<br />
MICOMP UNI<br />
The fully automatic moisture control system for<br />
type G-MC/G-91/G-FBK<br />
mixer coolers and fluidised bed coolers<br />
Even at the cooler and used sand bunker, the die for high casting quality and<br />
minimum scrappage at the moulding line has been cast. Fast mixers, a high<br />
throughput, short cycle and bunker storage times are a real challenge when it<br />
comes to manufacturing high quality moulding sand. However, tough general<br />
conditions and a soft, flowable, well-conditioned moulding sand are not<br />
mutually exclusive – providing the right processing technology and<br />
measurement and control systems are used.<br />
If the used sand moisture at the cooler outlet is below the critical level of 1.8-2.0% H 20,<br />
regeneration cannot take place in the used sand bunker. The active bentonite content<br />
does not disperse. The sand remains static and lifeless. Valuable regeneration time is lost<br />
and cannot be clawed back at a later stage in the mixer. There is then just barely enough<br />
mixing time to homogenise the aggregates, but hardly for satisfactory conditioning. The<br />
result: When it gets to the moulding line, dispersion processes have not been<br />
completed, the sand is not flowable, the mechanical sand properties are not constant and<br />
your scrappage levels are correspondingly high.<br />
Kill at least two birds with one stone<br />
Not only do you lay the foundation for flowable moulding sand, satisfactory casting and low scrappage levels<br />
when your used sand moisture levels are sufficiently high. There is also another highly beneficial by-product<br />
when it comes to your conditioning process. You provide support for your sand mixer and the loading is<br />
massively reduced. Unlike in the case of dry sand, the sand mixer can intermix the required amount of water<br />
homogeneously into the well pre-wetted sand much more quickly. In this way you can gain valuable conditioning<br />
time, save on energy and reduce wear and tear.<br />
Precise to the n th<br />
degree – and no<br />
need to worry about<br />
over-wetting<br />
If you want to reduce stress levels for yourself and your sand, integrate<br />
a precise and reliable moisture measurement and control system into<br />
your cooler. With the MICOMP UNI, achieving the critical limit values is<br />
child’s play and there is no need to worry about over-wetting and<br />
clogging up bunkers, conveyor belts and bucket elevators. Completely<br />
automatically – on Monday mornings, after every break and after a 100<br />
hours of production.<br />
FoMaSys-Module<br />
FoMaSys-Modul<br />
Michenfelder Elektrotechnik GmbH & Co. KG<br />
info@<strong>michenfelder</strong>.com | www.<strong>michenfelder</strong>.com<br />
AUTOMATIC MOISTURE CONTROL SYSTEM FOR COOLERS