Preforming and In-mould Lamination in one Operation - Krauss Maffei
Preforming and In-mould Lamination in one Operation - Krauss Maffei
Preforming and In-mould Lamination in one Operation - Krauss Maffei

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Decoration Dur<strong>in</strong>g <strong>In</strong>jection Mould<strong>in</strong>g. Large-area, three-<br />
dimensional lam<strong>in</strong>ated parts, such as boot l<strong>in</strong><strong>in</strong>gs have until now<br />
been manufactured <strong>in</strong> multiple operations on vertical presses by<br />
melt str<strong>and</strong> deposition. A new production method allows the<br />
textile lam<strong>in</strong>ate to be preformed <strong>and</strong> <strong>in</strong>jection compression lami-<br />
nated (back <strong>in</strong>jection compression) <strong>in</strong> the <strong>in</strong>jection <strong>mould</strong> <strong>in</strong> a<br />
s<strong>in</strong>gle operation – with significant cost advantages.<br />
I n<br />
JOCHEN MITZLER<br />
HENRY JANSSON<br />
GEORG KAUFMANN<br />
the automotive <strong>in</strong>dustry, cost pressures<br />
are lead<strong>in</strong>g to permanent <strong>in</strong>novations<br />
<strong>and</strong> developments. Manufacturers<br />
of plastic parts <strong>and</strong> modules are<br />
endeavour<strong>in</strong>g to reduce the number of<br />
process operations by, among other<br />
th<strong>in</strong>gs, comb<strong>in</strong><strong>in</strong>g different methods.<br />
Tailored automation can also <strong>in</strong>crease the<br />
productivity of the manufactur<strong>in</strong>g cell.<br />
These are the aims that are also be<strong>in</strong>g<br />
pursued by mach<strong>in</strong>e manufacturer<br />
<strong>Krauss</strong>-<strong>Maffei</strong>, Munich/Germany, the<br />
automotive subcontractors Coll<strong>in</strong>s &<br />
Aikman, Skara/Sweden, <strong>and</strong> the <strong>mould</strong><br />
manufacturer Georg Kaufmann AG,<br />
Bussl<strong>in</strong>gen/Switzerl<strong>and</strong>, <strong>in</strong> an ongo<strong>in</strong>g<br />
successful jo<strong>in</strong>t project.<br />
On an <strong>in</strong>jection <strong>mould</strong><strong>in</strong>g mach<strong>in</strong>e, a<br />
highly three-dimensional, decorated boot<br />
Translated from Kunststoffe 3/2004, pp. 70–74<br />
i<br />
Manufacturer<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik GmbH<br />
<strong>Krauss</strong>-<strong>Maffei</strong>-Straße 2<br />
D-80997 Munich<br />
Germany<br />
Ph<strong>one</strong> +49 (0) 89/88 99-0<br />
Fax +49 (0) 89/88 99-3092<br />
E-mail: <strong>in</strong>fo@krauss-maffei.de<br />
www.krauss-maffei.de<br />
Kunststoffe plast europe 3/2004<br />
Fig. 1. Boot l<strong>in</strong><strong>in</strong>g for a rear door of a new<br />
vehicle generation (photos, except 5: <strong>Krauss</strong>-<strong>Maffei</strong><br />
Kunststofftechnik)<br />
l<strong>in</strong><strong>in</strong>g for a rear door (Fig. 1) is produced<br />
by back <strong>in</strong>jection-compression <strong>mould</strong><strong>in</strong>g<br />
by the Decoform process patented by<br />
<strong>Krauss</strong>-<strong>Maffei</strong>. The novelty of the process<br />
is that the carpet decorative lam<strong>in</strong>ate does<br />
not need to be preformed before it is <strong>in</strong>jection<br />
lam<strong>in</strong>ated on the <strong>in</strong>jection <strong>mould</strong><strong>in</strong>g<br />
mach<strong>in</strong>e. Automation plays a crucial<br />
role <strong>in</strong> this.The <strong>in</strong>tegrated preform<strong>in</strong>g only<br />
becomes possible with the correct choice<br />
of automation <strong>and</strong> precise <strong>in</strong>teraction between<br />
the <strong>in</strong>dividual plant modules.<br />
Coll<strong>in</strong>s & Aikman have more than ten<br />
years’ experience <strong>in</strong> low-pressure technologies.<br />
The company produces pillar<br />
<strong>and</strong> boot l<strong>in</strong><strong>in</strong>gs by the Decoform <strong>and</strong><br />
Decopress process. Coll<strong>in</strong>s & Aikman use<br />
the vertical Decopress technology (back<br />
compression) for the production of largearea<br />
carpet-decorated side trim for the<br />
boot. These parts have a relatively simple<br />
three-dimensional geometry.<br />
However, the design expectations are<br />
higher for the development of new vehicle<br />
generations. Designers require tighter<br />
radii <strong>and</strong> more three-dimensionally complex<br />
parts (Fig. 2). At the same time, an<br />
AUTOMOTIVE • INJECTION MOULDING ■<br />
<strong>Preform<strong>in</strong>g</strong> <strong>and</strong> <strong>In</strong>-<strong>mould</strong><br />
<strong>Lam<strong>in</strong>ation</strong> <strong>in</strong> <strong>one</strong> <strong>Operation</strong><br />
identical or similar production concept is<br />
used, <strong>in</strong> which a non-preformed carpet is<br />
processed. Dur<strong>in</strong>g the development work,<br />
the Decoform process developed by<br />
<strong>Krauss</strong>-<strong>Maffei</strong> proved the ideal manufactur<strong>in</strong>g<br />
method for three-dimensional<br />
parts. Back <strong>in</strong>jection compression on an<br />
<strong>in</strong>jection <strong>mould</strong><strong>in</strong>g mach<strong>in</strong>e permits a<br />
substantially wider process<strong>in</strong>g w<strong>in</strong>dow<br />
<strong>and</strong> more flexible production than production<br />
on a vertical back compression<br />
press.<br />
Production without Separate<br />
<strong>Preform<strong>in</strong>g</strong><br />
<strong>In</strong> the case of parts with a pronounced<br />
three-dimensional shape, it was until now<br />
Fig. 2. Side trim for the boot area of new vehicle<br />
generations require tight radii <strong>and</strong> parts with<br />
three-dimensional complexity<br />
1
■ AUTOMOTIVE • INJECTION MOULDING<br />
Fig. 3. Compact production cell:<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Decoform series KM<br />
420-3500DF <strong>in</strong>jection <strong>mould</strong><strong>in</strong>g<br />
mach<strong>in</strong>e with <strong>in</strong>frared radiator<br />
bank <strong>and</strong> l<strong>in</strong>ear robot. The carpet is<br />
preheated by <strong>in</strong>frared radiators<br />
mounted above the <strong>mould</strong><br />
necessary to preform the carpet on a<br />
thermoform<strong>in</strong>g l<strong>in</strong>e, because otherwise<br />
the carpet tears or the surface is damaged<br />
by the press<strong>in</strong>g.<br />
It is precisely this stage of separate preform<strong>in</strong>g<br />
that is elim<strong>in</strong>ated by the new<br />
Decoform manufactur<strong>in</strong>g cell (Fig. 3). <strong>In</strong>stead,<br />
the carpets are only formed <strong>in</strong> the<br />
<strong>mould</strong>. To carry out this form<strong>in</strong>g on the<br />
<strong>in</strong>jection <strong>mould</strong><strong>in</strong>g mach<strong>in</strong>e, <strong>in</strong>frared<br />
radiators heat the carpets shortly before<br />
process<strong>in</strong>g at a suitable temperature before<br />
they are immediately <strong>in</strong>serted by a<br />
h<strong>and</strong>l<strong>in</strong>g system <strong>in</strong> the <strong>mould</strong>. The <strong>mould</strong><br />
closes <strong>and</strong> the carpet is preformed by the<br />
three-dimensional contour of the <strong>mould</strong><br />
core side.<br />
To avoid wr<strong>in</strong>kles or cracks <strong>in</strong> the carpet,<br />
a tension<strong>in</strong>g frame is <strong>in</strong>stalled<br />
on the fixed side of the<br />
<strong>mould</strong> (Fig. 4). Before the<br />
core side penetrates <strong>in</strong>to the<br />
carpet, the decorative lam<strong>in</strong>ate<br />
is clamped between the<br />
movable <strong>mould</strong> side <strong>and</strong> the<br />
tension<strong>in</strong>g frame. The pressure<br />
forces exerted by the tension<strong>in</strong>g<br />
frame determ<strong>in</strong>e the<br />
slip of the decorative lam<strong>in</strong>ate<br />
<strong>and</strong> must be matched to the<br />
particular decorative lam<strong>in</strong>ate<br />
used.<br />
After preform<strong>in</strong>g <strong>in</strong> the<br />
<strong>mould</strong>, the actual back <strong>in</strong>jection<br />
compression process<br />
takes place. <strong>In</strong> the Decoform<br />
process, with the melt <strong>in</strong>jection,<br />
the <strong>mould</strong> opens by the<br />
gap for the compression<br />
stroke. The width of this compression<br />
gap depends on the<br />
decorative lam<strong>in</strong>ate <strong>and</strong> on the part<br />
geometry. <strong>In</strong> this case it is between 5 <strong>and</strong><br />
50 mm. The gap is adjusted such that the<br />
melt flow<strong>in</strong>g <strong>in</strong> (polypropylene with<br />
20 % talc) adheres to the side with the<br />
decorative lam<strong>in</strong>ate. <strong>In</strong> addition, the material<br />
still flow<strong>in</strong>g <strong>in</strong> holds the melt cake<br />
<strong>in</strong> balance, <strong>and</strong> prevents it slipp<strong>in</strong>g between<br />
the <strong>mould</strong> halves. Then the <strong>mould</strong><br />
clos<strong>in</strong>g stroke compresses the melt <strong>in</strong> the<br />
cavity.<br />
The cavity pressure dur<strong>in</strong>g compression<br />
<strong>in</strong> the Decoform process is<br />
below 70 bar. The relatively low pressure<br />
can prevent damage to the decorative<br />
lam<strong>in</strong>ate surface, such as iron<strong>in</strong>g effects,<br />
melt impressions, or compression marks.<br />
Uniform Preheat<strong>in</strong>g with<br />
<strong>In</strong>frared Radiators<br />
For the three-dimensional form<strong>in</strong>g,<br />
it is particularly important to<br />
preheat the decorative lam<strong>in</strong>ate<br />
uniformly to the correct temperature<br />
over its entire surface. The<br />
heat is transmitted from unscreened<br />
<strong>in</strong>frared radiators. The<br />
<strong>in</strong>dividual radiators can be controlled<br />
so that – despite the high<br />
chimney effect <strong>in</strong> the upper region<br />
of the decorative lam<strong>in</strong>ate –<br />
the temperatures are not higher<br />
than <strong>in</strong> the lower region. The correct<br />
temperature is essential for the uniformly<br />
high quality of the part surface<br />
(Fig. 5).<br />
The radiator bank is mounted on the<br />
mach<strong>in</strong>e directly above the clamp<strong>in</strong>g unit.<br />
Because of its proximity, the h<strong>and</strong>l<strong>in</strong>g sys-<br />
<strong>In</strong>jection-compression <strong>mould</strong><br />
Fig. 4. Section through the <strong>mould</strong> with tension<strong>in</strong>g frame used <strong>in</strong> the Decoform<br />
process<br />
tem can <strong>in</strong>troduce the carpet <strong>in</strong>to the<br />
<strong>mould</strong> with<strong>in</strong> a few seconds after the heat<strong>in</strong>g<br />
phase. This rapid transfer avoids cool<strong>in</strong>g<br />
of the carpet or tear<strong>in</strong>g dur<strong>in</strong>g the<br />
compression stroke (Fig. 6). The preheat<strong>in</strong>g<br />
takes place with<strong>in</strong> the normal cycle<br />
time.<br />
Precise H<strong>and</strong>l<strong>in</strong>g<br />
At the end of the cycle, the f<strong>in</strong>ished part<br />
is removed at the mov<strong>in</strong>g half. At the<br />
same time, a new preheated decorative<br />
lam<strong>in</strong>ate is mounted on the tension<strong>in</strong>g<br />
frame <strong>and</strong> fixed there with hold<strong>in</strong>g clips<br />
(Fig. 7). The l<strong>in</strong>ear robots from Neureder<br />
AG, part of <strong>Krauss</strong> <strong>Maffei</strong> Kunst-<br />
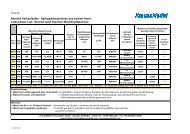
Decoform<br />
Melt str<strong>and</strong><br />
deposition<br />
Cycle time + –<br />
Protection of decorative lam<strong>in</strong>ate + +<br />
Decorative lam<strong>in</strong>ates<br />
<strong>and</strong> part h<strong>and</strong>l<strong>in</strong>g<br />
+ –<br />
Mach<strong>in</strong>e <strong>in</strong>vestment + –<br />
Mould <strong>in</strong>vestment – +<br />
Reproducibility + –<br />
Production flexibility + –<br />
Footpr<strong>in</strong>t + –<br />
Table 1. Comparison of the Decoform process with melt<br />
str<strong>and</strong> deposition<br />
stofftechnik GmbH, that are used h<strong>and</strong>le<br />
the complete <strong>in</strong>sertion <strong>and</strong> removal <strong>in</strong><br />
less than 6 s. Thanks to the short removal<br />
time, the mach<strong>in</strong>e is optimally utilised.<br />
The robots <strong>and</strong> grippers are designed<br />
for the specific process requirements<br />
<strong>and</strong> were developed <strong>in</strong> close<br />
collaboration between the<br />
<strong>mould</strong> manufacturer <strong>and</strong> automation<br />
specialists.<br />
When feed<strong>in</strong>g from the<br />
magaz<strong>in</strong>e, the double gripper<br />
only picks up a s<strong>in</strong>gle piece of<br />
carpet from the stack. For this<br />
purpose, the carpet gripper<br />
side is equipped with special<br />
needle grippers. Pneumatically<br />
driven needles pierce the<br />
carpet <strong>and</strong> anchor like barbs<br />
because of their angled position.<br />
This prevents the carpet<br />
detach<strong>in</strong>g from the gripper<br />
before it is preheated <strong>and</strong> <strong>in</strong>serted<br />
<strong>in</strong> the <strong>mould</strong>. The part<br />
pick-up side of the gripper is<br />
equipped with vacuum suck-<br />
ers, which grip the part from<br />
the plastic side. Deposition on<br />
a conveyor belt is implement-<br />
2 © Carl Hanser Verlag, München Kunststoffe plast europe 3/2004
Fig. 5. <strong>In</strong>frared micrograph of the preheated carpet (photo: GTT Willi Ste<strong>in</strong>ko)<br />
ed by means of the C-axis on the l<strong>in</strong>ear<br />
robot.<br />
Summary<br />
The most important benefits of the Decoform<br />
variant described here is that it<br />
completely dispenses with separate preform<strong>in</strong>g.<br />
<strong>In</strong>stead, the carpets are heated<br />
with <strong>in</strong>frared radiators <strong>and</strong> transformed<br />
<strong>in</strong>to a three-dimensional shape directly<br />
<strong>in</strong> the <strong>mould</strong>. The <strong>in</strong>vestment costs for<br />
the entire process are therefore lower than<br />
for preform<strong>in</strong>g with a thermoform<strong>in</strong>g<br />
Temperature profile<br />
Fig. 6. Heat<strong>in</strong>g <strong>and</strong> cool<strong>in</strong>g behaviour of the carpets<br />
l<strong>in</strong>e. <strong>In</strong> addition, the Decoform mach<strong>in</strong>e<br />
requires a much smaller footpr<strong>in</strong>t compared<br />
with similar decoration processes.<br />
With the Decoform process, the logistics<br />
overheads are reduced to a m<strong>in</strong>imum.<br />
There is no need to magaz<strong>in</strong>e <strong>and</strong> convey<br />
preformed carpets.Provision of the carpets<br />
at the mach<strong>in</strong>e is also greatly simplified.<br />
Compared with <strong>in</strong>-<strong>mould</strong> lam<strong>in</strong>ation<br />
by back compression <strong>mould</strong><strong>in</strong>g (meltstr<strong>and</strong><br />
deposition), the process is<br />
characterised by greater reproducibility.<br />
With the hot runner <strong>and</strong> the cascade nozzles,<br />
the shot weight <strong>and</strong> weight distri-<br />
AUTOMOTIVE • INJECTION MOULDING ■<br />
bution are always constant. <strong>In</strong> the Decoform<br />
process, the decorative lam<strong>in</strong>ate is<br />
only mechanically stressed to a small<br />
amount, s<strong>in</strong>ce the melt pressures are relatively<br />
low. The reduced logistics overheads<br />
<strong>and</strong> improved process reliability<br />
for the compression step result <strong>in</strong> greatly<br />
reduced reject quotas compared with<br />
melt-str<strong>and</strong> deposition. Another advantage<br />
lies <strong>in</strong> the flexibility of the <strong>in</strong>jection<br />
<strong>mould</strong><strong>in</strong>g mach<strong>in</strong>e. By simple selection<br />
of the <strong>in</strong>jection compression side, the<br />
mach<strong>in</strong>e can just as easily be used for<br />
low-pressure technology as for st<strong>and</strong>ard<br />
<strong>in</strong>jection <strong>mould</strong><strong>in</strong>g.<br />
Outlook<br />
With this jo<strong>in</strong>t development, the project<br />
partners have shown that a <strong>Krauss</strong>-<strong>Maffei</strong><br />
<strong>in</strong>jection <strong>mould</strong><strong>in</strong>g mach<strong>in</strong>e with the<br />
Decoform module can be used for the<br />
reproducible <strong>and</strong> cost-effective production<br />
of large-area three-dimensional<br />
parts by <strong>in</strong>-<strong>mould</strong> lam<strong>in</strong>ation. This<br />
technology will be used to an <strong>in</strong>creas<strong>in</strong>g<br />
extent at Coll<strong>in</strong>s & Aikman <strong>in</strong> future.<br />
Further parts with even more highly dem<strong>and</strong><strong>in</strong>g<br />
three-dimensional geometries,<br />
such as door <strong>and</strong> boot side l<strong>in</strong><strong>in</strong>gs are already<br />
at the prototype stage. <strong>In</strong> addition<br />
to carpets, the Decoform process is also<br />
suitable for TPO <strong>and</strong> PVC PP foam<br />
Fig. 7. The double gripper almost simultaneously lays the preheated carpet <strong>in</strong> the<br />
<strong>mould</strong> <strong>and</strong> removes the f<strong>in</strong>ished part<br />
Kunststoffe plast europe 3/2004 3
■<br />
4<br />
AUTOMOTIVE • INJECTION MOULDING<br />
Project Partners<br />
We are grateful to all project partners for<br />
implement<strong>in</strong>g the project:<br />
■ Coll<strong>in</strong>s & Aikman, Skara/Sweden<br />
■ Georg Kaufmann AG, Bussl<strong>in</strong>gen/<br />
Switzerl<strong>and</strong><br />
■ <strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik GmbH,<br />
Munich/Germany<br />
■ IWT <strong>In</strong>frarot Wärmetechnik GmbH,<br />
Altenstadt/Hessen, Germany<br />
■ Neureder AG, Schwaig near Munich/<br />
Germany<br />
■ Dow Benelux B.V., Terneuzen/<br />
Netherl<strong>and</strong>s<br />
■ GTT Willi Ste<strong>in</strong>ko GmbH, Nassau/<br />
Germany<br />
sheet, PVC leathercloth <strong>and</strong> textiles. The<br />
process of gra<strong>in</strong><strong>in</strong>g <strong>in</strong> the <strong>mould</strong> developed<br />
by Kaufmann <strong>and</strong> <strong>Krauss</strong>-<strong>Maffei</strong> –<br />
reported on <strong>in</strong> Kunststoffe plast europe –<br />
also offers new possibilities for surface<br />
design. ■<br />
THE AUTHORS<br />
DIPL.-ING. (FH) JOCHEN MITZLER, born <strong>in</strong> 1973,<br />
product manager at <strong>Krauss</strong>-<strong>Maffei</strong> Kunststofftechnik<br />
GmbH, Munich/Germany, for new processes <strong>and</strong><br />
automation for <strong>in</strong>jection <strong>mould</strong><strong>in</strong>g mach<strong>in</strong>es.<br />
Contact: <strong>in</strong>fo@krauss-maffei.de<br />
ING. HENRY JANSSON, born <strong>in</strong> 1957, is Eng<strong>in</strong>eer<strong>in</strong>g<br />
<strong>and</strong> Development Manager at Coll<strong>in</strong>s & Aikman<br />
Automotive <strong>In</strong>terior Systems, Skara/Sweden.<br />
GEORG KAUFMANN, born <strong>in</strong> 1944, is owner <strong>and</strong><br />
manag<strong>in</strong>g director of Georg Kaufmann Formenbau<br />
und Tech-Center AG, Bussl<strong>in</strong>gen/Switzerl<strong>and</strong>.<br />
© Carl Hanser Verlag, München Kunststoffe plast europe 3/2004