RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
DATA SHEET<br />
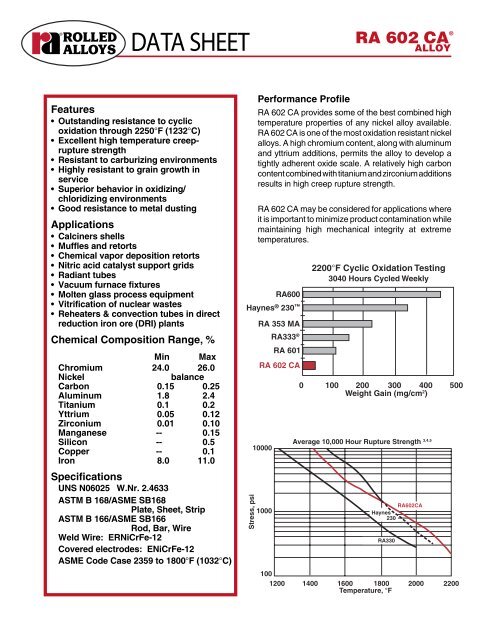
Features<br />
• Outstanding resistance to cyclic<br />
oxidation through 2250°F (1232°C)<br />
• Excellent high temperature creeprupture<br />
strength<br />
• Resistant to carburizing environments<br />
• Highly resistant to grain growth in<br />
service<br />
• Superior behavior in oxidizing/<br />
chloridizing environments<br />
• Good resistance to metal dusting<br />
Applications<br />
• Calciners shells<br />
• Muffles and retorts<br />
• Chemical vapor deposition retorts<br />
• Nitric acid catalyst support grids<br />
• Radiant tubes<br />
• Vacuum furnace fixtures<br />
• Molten glass process equipment<br />
• Vitrification of nuclear wastes<br />
• Reheaters & convection tubes in direct<br />
reduction iron ore (DRI) plants<br />
Chemical Composition Range, %<br />
Min Max<br />
Chromium 24.0 26.0<br />
Nickel balance<br />
Carbon 0.15 0.25<br />
Aluminum 1.8 2.4<br />
Titanium 0.1 0.2<br />
Yttrium 0.05 0.12<br />
Zirconium 0.01 0.10<br />
Manganese -- 0.15<br />
Silicon -- 0.5<br />
Copper -- 0.1<br />
Iron 8.0 11.0<br />
Specifications<br />
UNS N0<strong>602</strong>5 W.Nr. 2.4633<br />
ASTM B 168/ASME SB168<br />
Plate, Sheet, Strip<br />
ASTM B 166/ASME SB166<br />
Rod, Bar, Wire<br />
Weld Wire: ERNiCrFe-12<br />
Covered electrodes: ENiCrFe-12<br />
ASME Code Case 2359 to 1800°F (1032°C)<br />
Stress, psi<br />
1<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> ®<br />
ALLOY<br />
Performance Profile<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> provides some of the best combined high<br />
temperature properties of any nickel alloy available.<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> is one of the most oxidation resistant nickel<br />
alloys. A high chromium content, along with aluminum<br />
and yttrium additions, permits the alloy to develop a<br />
tightly adherent oxide scale. A relatively high carbon<br />
content combined with titanium and zirconium additions<br />
results in high creep rupture strength.<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be considered for applications where<br />
it is important to minimize product contamination while<br />
maintaining high mechanical integrity at extreme<br />
temperatures.<br />
10000<br />
1000<br />
<strong>RA</strong>600<br />
Haynes ® 230 <br />
<strong>RA</strong> 353 MA<br />
<strong>RA</strong>333 ®<br />
<strong>RA</strong> 601<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
2200°F Cyclic Oxidation Testing<br />
3040 Hours Cycled Weekly<br />
0 100 200 300 400 500<br />
Weight Gain (mg/cm 2 )<br />
Average 10,000 Hour Rupture Strength 3,4,5<br />
Haynes<br />
230<br />
<strong>RA</strong>330<br />
<strong>RA</strong><strong>602</strong><strong>CA</strong><br />
100<br />
1200 1400 1600 1800 2000 2200<br />
Temperature, °F
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
2100°F (1149°C) Cyclic Oxidation Testing 1,2<br />
3000 Hours Cycled Weekly<br />
<strong>RA</strong>330 ®<br />
<strong>RA</strong> 353 MA ®<br />
<strong>RA</strong>333 ®<br />
Alloy 617<br />
Haynes ® 230 <br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Oxidation Resistance<br />
0 10 20 30 40 50 60<br />
Weight Gain (mg/cm 2 )<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> is one of the most oxidation resistant nickel<br />
alloys available. Outstanding oxidation resistance is<br />
achieved through a high chromium content (25%)<br />
supplemented with aluminum (2.2%) and a<br />
microalloying addition (0.1%) yttrium. High chromium<br />
contents are known to be beneficial for resisting<br />
oxidation. The aluminum addition allows for the<br />
formation of a continuous homogenous self repairing<br />
AI 2 O 3 subscale. The addition of yttrium improves the<br />
adhesion and spalling resistance of the chromium and<br />
aluminum oxide scales. The extremely low scaling rate<br />
of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> makes it an excellent candidate for<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> after 3150 hours exposure to<br />
2100°F (1149°C) Magnification: 200x<br />
<strong>RA</strong> 601<br />
H<br />
Haynes ® 214<br />
2<br />
Alloy 617<br />
<strong>RA</strong> 353 MA<br />
<strong>RA</strong>333 ®<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
2250°F Cyclic Oxidation Testing<br />
3000 Hours Cycled Weekly<br />
0 100 200 300 400 500<br />
Weight Gain (mg/cm 2 )<br />
applications such as calciners, where minimal<br />
contamination from scaling is permissible.<br />
The figures below compare the appearance of<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> versus <strong>RA</strong>601 after more than 3000 hours<br />
at 2100°F (1149°C). <strong>RA</strong>601, as seen, has extensive<br />
internal oxidation attack6 . In contrast, only a thin surface<br />
oxide scale formed on <strong>RA</strong> <strong>602</strong> <strong>CA</strong>2 . This is especially<br />
important in applications that use thin sheet such as<br />
radiant tubes. No internal oxidation means the entire<br />
wall thickness is sound metal and the alloy retains a<br />
greater amount of its original properties.<br />
<strong>RA</strong>601 after 3150 hours exposure to<br />
2100°F (1149°C) Magnification: 200x
Grain Growth<br />
The brittle fracture of components exposed to<br />
extreme temperatures is a common occurrence.<br />
At temperatures near or exceeding the annealing<br />
temperature of a heat resistant alloy, grain growth is<br />
likely to occur. Extensive grain growth can result in a<br />
loss of ductility. As a result, the component can be<br />
prone to brittle fracture. An alloy 601 corrugated muffle<br />
that suffered brittle fracture due to combination of<br />
extensive grain growth and carburization is shown<br />
above.<br />
The results of testing at 2050°F (1121°C) are detailed<br />
in the table below. The information provides a<br />
comparison of various heat resisting alloys that are<br />
commonly used above 1900°F (1038°C). The data was<br />
compiled from intermittent exposure of sample<br />
coupons to 2050°F (1121°C) for a total of 990 hours.<br />
Each sample was in the mill annealed condition. The<br />
figure at right shows a sample of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> after long<br />
term exposure to 2100°F (1149°C).<br />
3<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Brittle fracture of an alloy 601 muffle from the combination of extensive grain growth and carburization.<br />
Sample of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> examined after exposure to<br />
2100°F (1149°C) for over 3150 hours. The grain size<br />
was originally ASTM 7. After the 3000 hour test<br />
period the grains had only grown to ASTM 5.5.<br />
Magnification: 90x<br />
Effects of High Temperature Exposure on ASTM Grain Size8 - 2050°F (1121°C)<br />
Time ASTM Average Grain Size<br />
Hours <strong>RA</strong> <strong>602</strong> <strong>CA</strong> <strong>RA</strong>601 601GC <strong>RA</strong>330 <strong>RA</strong> 353 MA <strong>RA</strong>333 <strong>RA</strong>600<br />
0 7 5 5.5 7 6 4 8<br />
2 7 5 5.5 3.5 4 4 4<br />
24 7 1.5 5 3.5 3 3.5 1<br />
72 7 1 5 3 2.5 3 0<br />
184 6.5 1 3.5 3 2.5 2.5 0<br />
344 6.5 0 3.5 2.5 2 2 0<br />
510 6.5 0 3 2 2 2 00<br />
670 6.5 00 3 2 1.5 2 00<br />
830 6.5 00 3 2 1.5 2 00<br />
990 6.5 00 2.5 1.5 1.5 1 00
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Carburization 8<br />
Extended exposure to methane (CH 4 ), carbon<br />
monoxide (CO), and other carbon rich gases can lead<br />
to carburization. As heat resistant alloys absorb carbon,<br />
their ductility will gradually decrease. <strong>Alloys</strong> that are<br />
high in nickel, such as <strong>RA</strong> <strong>602</strong> <strong>CA</strong> possess excellent<br />
Metal Wastage Rate (mg/cm 2 h)<br />
1.00E-01<br />
1.00E-02<br />
1.00E-03<br />
1.00E-04<br />
1.00E-05<br />
1.00E-06<br />
<strong>RA</strong>600<br />
0 2000 4000 6000 8000 10000<br />
Exposure Time (Hours)<br />
4<br />
resistance to carburization attack. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> forms a<br />
tenacious oxide scale, which provides increased<br />
protection from carburization. This protective scale<br />
impedes the carbon fro being absorbed into the base<br />
metal.<br />
Cyclic Carburization in CH /H Environment (A =0.8), Weight Change (mg/m 4 2 c 2h) 850°C (1562°F) 1000°C (1832°F) 1150°C (2102°F)<br />
<strong>RA</strong>310 130 305 —<br />
<strong>RA</strong>800AT 143 339 813<br />
<strong>RA</strong>600 50 190 626<br />
<strong>RA</strong>601 64 170 508<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> 13 70 175<br />
Metal dusting is a form of carburization that can lead<br />
to the rapid corrosion of heat resistant alloys. The<br />
photo at left shows a section of an <strong>RA</strong>330 fan shroud<br />
taken from a carburizing furnace displaying the pitting<br />
typical of metal dusting attack.<br />
The combination of high aluminum and chromium<br />
additions to <strong>RA</strong> <strong>602</strong> <strong>CA</strong> results in a resistance to metal<br />
dusting superior to alloys such as <strong>RA</strong>330, <strong>RA</strong>600,<br />
<strong>RA</strong>601, and 800HT ® alloy.<br />
<strong>RA</strong>601<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Coupon testing<br />
of alloys in<br />
simulated metal<br />
dusting<br />
atmosphere<br />
consisting of<br />
H 2 +CO+H 2 O at<br />
650°C (1202°F).
Hot Corrosion 9<br />
Weight change values for<br />
nickel alloys exposed for 100<br />
hours at 800°C (1472 °F)<br />
Weight Gain (mg/cm2)<br />
Physical Properties Melting Range: 2350-2550°F (1288-1400°C)<br />
Permeability at 20°C/68°F (RT):
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Mechanical Properties<br />
Typical Tensile Properties, Solution Treated 2228°F (1220°C)<br />
Temperature, °F Tensile Strength, psi 0.2% Yield Strength, psi Elongation, % Reduction of Area, %<br />
68 105,000 50,500 38 39<br />
800 95,400 39,200 42 33<br />
900 94,600 38,600 43 35<br />
1000 93,400 38,300 40 36<br />
1200 84,000 37,700 48 45<br />
1400 54,400 36,500 55 52<br />
1500 41,200 34,800 78 72<br />
1600 32,800 28,700 82 72<br />
1700 24,900 21,000 82 74<br />
1800 17,100 15,200 78 75<br />
1900 13,600 12,200 80 72<br />
2000 13,000 11,600 85 74<br />
2100 10,200 9,000 86 78<br />
2200 5,800 5,000 96 76<br />
Note: Above 1155°F (624°C), time dependent properties, ie., creep-rupture are the basis for design.<br />
Typical Tensile Properties (Metric)<br />
Temperature, °C Tensile Strength, MPa 0.2% Yield Strength, MPa Elongation, % Reduction of Area, %<br />
20 721 348 38 39<br />
400 664 272 42 32<br />
600 632 262 36 37<br />
800 311 251 76 74<br />
900 198 180 82 72<br />
1100 789 78 86 75<br />
1200 42 39 92 76<br />
ASME Allowable Stresses (Code Case 2359-1)<br />
For Metal Maximum For Metal Maximum<br />
Temperature Not Allowable Temperature Not Allowable<br />
Exceeding, °F Stress Values Exceeding, °F Stress Values<br />
ksi {Notes (1) ksi {Notes (1)<br />
and (2)} and (2)}<br />
100 26.0 1100 9.2<br />
200 25.5 1150 6.9<br />
300 24.7 1200 4.1<br />
400 23.7 1250 2.8<br />
500 22.7 1300 2.0<br />
600 21.7 1350 1.5<br />
650 21.2 1400 1.2<br />
700 20.8 1450 0.97<br />
750 20.5 1500 0.80<br />
800 20.2 1550 0.68<br />
850 20.0 1600 0.58<br />
900 19.8 1650 0.51<br />
950 19.6 1700 0.44 (Note 3)<br />
1000 16.3 1750 0.37 (Note 3)<br />
1050 12.3 1800 0.32 (Note 3)<br />
General Note: Time Dependent Values are shown in italics<br />
6<br />
Please consult Code Case 2359-1 for all<br />
requirements for designing with <strong>RA</strong> <strong>602</strong><br />
<strong>CA</strong> to Section 1 and Section VIII, Division<br />
1 requirements.<br />
Notes:<br />
(1) This alloy in the solution-annealed<br />
condition is subject to severe loss of<br />
rupture ductility in the temperature range<br />
of 1200-1400°F.<br />
(2) The allowable stress values are based<br />
on the revised criterion for tensile strength<br />
of 3.5, where applicable.<br />
(3) For Section VIII, Division 1 use only.<br />
(4) The criteria used to establish allowable<br />
stresses at design temperatures above<br />
1500°F included consideration of the Favg factor as defined in Appendix 1 of Section<br />
II, Part D.<br />
(5) Creep-fatigue, thermal ratcheting, and<br />
environmental effects are increasingly<br />
significant failure modes at temperatures<br />
in excess of 1500°F and shall be<br />
considered in the design.
Creep-Rupture Properties 3<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> possesses excellent creep rupture<br />
properties. The relatively high carbon level in the alloy<br />
ensures the precipitation of bulky homogeneously<br />
distributed carbides. Alloying with titanium and<br />
zirconium ensures that these carbides and also<br />
carbonitrides are finely distributed. Even solution<br />
annealing at 1200°C (2192°F) does not completely<br />
7<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
dissolve these carbides. As a result, the alloy achieves<br />
its high creep strength through a combination of solid<br />
solution hardening and carbide strengthening.<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> has a strength advantage over <strong>RA</strong>601 at<br />
all temperatures. At temperatures in the 1800-1900°F<br />
(982-1038°C) range and above, <strong>RA</strong> <strong>602</strong> <strong>CA</strong> has<br />
equivalent or greater creep rupture properties than<br />
Haynes 230 alloy.<br />
Creep-Rupture Properties, grain size 70 µm or coarser ( ≅ ASTM 4.5 or coarser)<br />
Temperature Average Stress to Rupture, psi Average Stress for 1% Total Creep, psi<br />
°F 1,000 Hrs 10,000 Hrs 100,000 Hrs 1000 Hrs 10,000 Hrs 100,000 Hrs<br />
1200 37,700 31,200 20,300 31,900 26,800 20,900<br />
1400 17,400 11,300 5800 13,900 9400 5400<br />
1600 4600 3200 1750 3500 2380 1300<br />
1700 3600 2180 1100 2230 1520 910<br />
1800 2300 1490 740 1300 960 580<br />
1900 1700 990 485 810 590 320<br />
2000 1250 670 (310) 540 330 (160)<br />
2100 670 440 (200) 260 140 (60)<br />
Temperature Average Stress to Rupture, MPa Average Stress for 1% Total Creep, MPa<br />
°C 1,000 Hrs 10,000 Hrs 100,000 Hrs 1,000 Hrs 10,000 Hrs 100,000 Hrs<br />
650 260 215 140 220 185 120<br />
700 155 100 132 85<br />
750 90 48 75 46<br />
800 42 20 32 16.5<br />
850 26 14 19 9.7<br />
900 18 9.7 2.2 13 7.5<br />
950 13 6.7 8.8 5.4<br />
1000 14.1 9.0 4.5 7.5 5.8 3.4<br />
1050 6.2 3.1 3.6 1.9<br />
1100 7.2 4.4 (2.1) 3.2 1.9 0.85<br />
1150 3.0 (1.4) 1.0 0.40<br />
1200 3.0 1.9 (0.42) 0.97
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Fatigue Properties10 Fatigue strength of<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> at elevated<br />
temperatures.<br />
Impact Properties 9<br />
Loading ± σ m ,N/mm2<br />
100<br />
80<br />
60<br />
40<br />
20<br />
1100°C<br />
1000°C<br />
Effects of Long Term Exposure at Elevated Temperatures on Ductility 3<br />
0<br />
1.E+02 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07<br />
Number of Cycles<br />
Condition Aging Temperature Time at Aging Impact Strength<br />
°C (°F) Temperature Joules (ft-lb)<br />
Annealed N/A 0 78-84 (58-62)<br />
Annealed 500°C (932°F) 8000 30 (22.1)<br />
Annealed 640°C (1184°F) 8000 30 (22.1)<br />
Annealed 740°C (1364°F) 8000 27 (20)<br />
Annealed 840°C (1544°F) 8000 58 (42.8)<br />
10% Cold Worked 500°C (932°F) 8000 22 (16.2)<br />
10% Cold Worked 640°C (1184°F) 8000 27 (20)<br />
10% Cold Worked 740°C (1364°F) 8000 25 (18.4)<br />
10% Cold Worked 840°C (1544°F) 8000 68 (50.2)<br />
10% C.W. + Aged + Annealed 500°C (932°F) 8000 78 (58)<br />
10% C.W. + Aged + Annealed 640°C (1184°F) 8000 85 (62.7)<br />
10% C.W. + Aged + Annealed 740°C (1364°F) 8000 76 (56.1)<br />
10% C.W. + Aged + Annealed 840°C (1544°F) 8000 80 (59)<br />
8<br />
1150°C
Forming<br />
Hot Working<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be hot-worked in the temperature<br />
range 1200 to 900°C (2190 to 1650°F), followed by<br />
water quenching or rapid air cool. As with other<br />
austenitic alloys, do not attempt to form in the 600-<br />
800°C (1100-1500°F) temperature range.<br />
Heating must be performed in a furnace with accurate<br />
temperature control, and a neutral to slightly oxidizing<br />
atmosphere. The atmosphere should not fluctuate<br />
between oxidizing and reducing. Natural gas used to<br />
fire the furnace should contain no more than 0.1<br />
weight % sulfur, and fuel oil no more than 0.5% sulfur.<br />
Spin formed radiant tube return bend. 6 inch<br />
diameter on 6 inch centers formed out of 11ga<br />
(0.120”) <strong>RA</strong> <strong>602</strong> <strong>CA</strong> sheet.<br />
Heat Treatment<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> is solution annealed at 2160-2230°F<br />
(1180-1220°C) followed by water quenching. For<br />
sheet 16 gage (1.5mm) and lighter, rapid air cooling<br />
is acceptable.<br />
9<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
The flame must not impinge directly on the workpiece.<br />
Do not heat <strong>RA</strong> <strong>602</strong> <strong>CA</strong>, or any other nickel alloy,<br />
with a torch to bend it. The lack of temperature control<br />
will often result in cracking.<br />
Cold Forming<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> has a high carbon content, and work<br />
hardens rapidly. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be bent 120° around<br />
a diameter equal to three times the material thickness<br />
(3T bend) for material up to 0.4” (10 mm) thick. This<br />
grade cannot be bent to as tight a radius as the lower<br />
carbon alloys, e.g, <strong>RA</strong>600 or <strong>RA</strong>330.<br />
As with other nickel alloys, the shear drag (burr)<br />
should be removed, or placed on the inside of the<br />
bend. During bending this heavily cold-worked burr<br />
may initiate cracking. Sawed plate may be preferred<br />
for severe forming operations.<br />
3/8” thick retort head press formed from 3/8” thick<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> plate. 3-1/2 inch deep and 17 inches in<br />
diameter.
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Welding<br />
GTAW - Gas Tungsten Arc Welding<br />
10,000 Hour Creep Rupture<br />
Strength, N/mm2<br />
30<br />
25<br />
20<br />
15<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> Base Metal<br />
10<br />
-18%<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> GTAW<br />
5<br />
W/Matching Filler<br />
-16%<br />
0<br />
800 900 1000<br />
-16%<br />
1100<br />
-18%<br />
1200<br />
Temperature, °C<br />
10.000 hour stress to rupture values of <strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
GTAW weld as compared to <strong>RA</strong> <strong>602</strong> <strong>CA</strong> base metal. 10<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be joined by Gas Tungsten Arc<br />
Welding and by Plasma Arc Welding. In both cases<br />
the back side of the weld root must be shielded with<br />
100% welding grade argon (not nitrogen). Good root<br />
shielding is required because of the high aluminum<br />
content of this alloy. The torch gas must be 97.5%<br />
argon, 2.5% nitrogen, for both processes. The<br />
2.5% N 2 addition to the argon is necessary for<br />
improved weldability and reduced hot cracking<br />
susceptiblity in <strong>RA</strong> <strong>602</strong> <strong>CA</strong>.<br />
Manual GTAW Parameters<br />
Shielding gas: 98% Argon - 2% Nitrogen<br />
Plate Filler Metal Root Pass Filler Pass Travel Arc Energy Shielding<br />
Thickness Diameter Speed Gas Flow<br />
inches inches Amps Volts Amps Volts in/min KJ/in, max cfh<br />
11 ga 0.063 90-100 11 -- -- 4-6 20 17-21<br />
1/4 0.063-0.094 110 11 130-150 15 4-6 20 17-21<br />
1/2 0.094 110 11 130-150 15 4-6 20 17-21<br />
Automatic GTAW Parameters<br />
Shielding gas: 98% Argon - 2% Nitrogen<br />
Plate Filler Metal Root Pass Filler Pass Travel Arc Energy Shielding<br />
Thickness Diameter Speed Gas Flow<br />
inches inches Amps Volts Amps Volts in/min KJ/in, max cfh<br />
11 ga 0.035-0.045 manual 150-250 10-15 8-12 20 30-40<br />
5/16 0.035-0.045 manual 150-250 10-15 8-12 20 30-40<br />
10<br />
Stress, psi<br />
45,000<br />
40,000<br />
35,000<br />
UTS Base Metal<br />
YS Base Metal<br />
UTS Weld<br />
30,000<br />
25,000<br />
20,000<br />
15,000<br />
10,000<br />
5,000<br />
0<br />
YS Weld<br />
1500 1600 1700 1800 1900 2000 2100 2200<br />
Temperature, °F<br />
Comparison of mechanical properties of <strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
base metal vs. GTAW welds made with matching<br />
filler.<br />
Interpass temperature should not exceed 250°F<br />
(120°C) with lower temperatures preferred. Heat the<br />
metal before welding only if necessary to dry the<br />
workpiece, and then just hot to the touch. Neither<br />
preheat nor postheat is required.<br />
The matching weld filler wire is S <strong>602</strong>5, W.Nr. 2.4649,<br />
AWS ERNiCrFe-12.
GMAW - Gas Metal Arc Welding<br />
11<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
GMAW welding of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> should be performed using the matching composition weld wire designated as<br />
S <strong>602</strong>5. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> should be joined using the pulse arc process. For welding material thicknesses less than<br />
3/16” thick use of 100% Argon shielding has been satisfactory. For welding thicknesses above 3/16”, it is recommended<br />
to utilize the welding gas AR Ni5He5CD300. (Available from Airgas 419-666-7155) to reduce the<br />
likelihood of centerline cracking.<br />
GMAW – Pulse Arc Transfer<br />
Wire Diameter Wire Feed Amperes Volts Gas Flow Travel Speed Pulse<br />
0.045 inch 236 in/min 170 A 26 V 38 ft 3 /hr 15 in/min 500 pulse/sec<br />
For applications under 1832°F (1000°C), <strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be welded with alloy 617 wire, ERNiCrCoMo-1, using<br />
argon or argon-helium shielding gas. A GTAW cover pass with S <strong>602</strong>5 filler wire is necessary to match the<br />
oxidation resistance of the <strong>RA</strong> <strong>602</strong> <strong>CA</strong> base metal. S <strong>602</strong>5 weld filler should be used at higher temperatures<br />
where alloy 617 has less strength than <strong>RA</strong> <strong>602</strong> <strong>CA</strong> base metal.<br />
SMAW - Shielded Metal Arc Welding<br />
Matching chemistry DC basic covered electrodes, 6225 Al (AWS ENiCrFe-12), are available for welding<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong>. Use a stringer bead technique, electrode inclined approximately 20° in the direction of travel. Keep<br />
the interpass temperature low, below 300°F (150°C). Electrodes must be dry. If necessary, rebake to dry for 2<br />
hours at 480°F (250°C).<br />
6225 Al Electrode Weld Deposit 8 - Nominal Chemical Composition, %<br />
Cr Ni C AI Ti Y Zr Mn Si Fe<br />
25 62 0.2 1.8 0.1 0.02 0.03 0.1 0.6 10<br />
SMAW Weld Metal Mechanical Properties, Room Temperature (minimum)<br />
Ultimate Tensile 0.2% Yield Strength Elongation Impact Strength<br />
Strength<br />
psi N/mm 2 psi N/mm 2 % Ft-lb J<br />
101,500 700 72,500 500 15 22 30<br />
Starting Parameters<br />
Electrode diameter, inch (mm) 3/32 (2.5) 1/8 (3.2) 3/16 (4.0)<br />
DCRP Current, Amps 40-55 70-90 90-110
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
PAW - Plasma Arc Welding<br />
As with automatic GTAW, shielding gas must be Argon with 2-3% Nitrogen<br />
Plate Filler Metal Root Pass Filler Pass Travel Arc Energy Shielding<br />
Thickness Diameter Speed Gas Flow<br />
inches inches Amps Volts Amps Volts in/min KJ/in, max cfh<br />
3/16 0.045 180 25 -- -- 10-12 28 65<br />
1/2 0.045 180 25 GMAW 10-12 28 65<br />
Dissimilar Welding<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be welded to carbon steel, 304 stainless steel, or <strong>RA</strong>600 using ERNiCr-3 (Alloy 82) bare wire or<br />
ENiCrFe-3 (Alloy 182) covered electrodes.<br />
Joints between <strong>RA</strong> <strong>602</strong> <strong>CA</strong> and <strong>RA</strong>601 may be made using the matching <strong>RA</strong> <strong>602</strong> <strong>CA</strong> weld filler, Nicrofer S <strong>602</strong>5.<br />
Weldments to other heat resistant or nickel alloys should be qualified before production. Choice of weld filler<br />
should be based on high temperature service properties, in addition to weldability considerations.<br />
Corrosion Rate, mm/a<br />
0.2<br />
0<br />
-0.2<br />
-0.4<br />
-0.6<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> GTAW SMAW<br />
Base Metal<br />
1100°C 1200°C<br />
Comparison of the oxidation of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> base metal to GTAW and SMAW welds<br />
made with matching ERNiCrFe-12 and ENiCrFe-12 filler metal respectively.<br />
12
25” O.D. calciner processing metal oxide pigments<br />
in the 1800-2100°F range. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> selected after<br />
coupon testing of <strong>RA</strong>601, HR-120, Haynes 556, and<br />
HR-160 alloys. Reference <strong>RA</strong> Case History #2027.<br />
60 inch diameter x 30 ft. long calciner processing<br />
high purity alumina at 2050-2100°F. Unit in operation<br />
for 5 years until first repairs. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> selected<br />
over alloy 601 based on higher strength and scaling<br />
resistance.<br />
Serpentine grid formed from 3/16" <strong>RA</strong> <strong>602</strong> <strong>CA</strong> plate.<br />
Material used in vacuum heat treatment of tool<br />
steels at 2175°F-2275°F followed by 6 bar nitrogen<br />
quench. Still in service after 1200 cycles. See Case<br />
History 2063.<br />
13<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Furnace rolls in a specialty steel mill. <strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
replaced water cooled asbestos lined carbon steel.<br />
The <strong>RA</strong> <strong>602</strong> <strong>CA</strong> is not water cooled and was rolled<br />
and welded to form the rolls. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> rolls have<br />
reduced energy consumption by eliminating watercooling<br />
and have reduced marking of sheet product<br />
due to their smooth surface.<br />
30” diameter chemical vapor deposition (CVD)<br />
retort for the aluminide coating of gas turbine<br />
blades. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> replaced Haynes 230 in this<br />
application. Temperatures are 1975°F.
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Radiant tube formed out of 11 ga <strong>RA</strong> <strong>602</strong> <strong>CA</strong> sheet.<br />
Replaced type HT cast tubes. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> tubes<br />
preferred due to their lighter weight, which translates<br />
into easier installation and greater furnace efficiency.<br />
Tube still in service after 18 months no distortion<br />
reported. Reference <strong>RA</strong> Case History 2026.<br />
Test of <strong>RA</strong> <strong>602</strong> <strong>CA</strong> vs. alloy 600 belly bands on an<br />
aluminide coating retort. 69 cycles of operation at<br />
2000°F. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> is now specified for this application<br />
over alloy 600. See Bulletin 2032 for more details.<br />
14<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> liner being formed prior to welding.<br />
Liner is replacing alloy 800HT ® in a hydrogen<br />
reformer bypass duct. Metal dusting has historically<br />
been a problem with the alloy 800HT liners.<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> coating cans fabricated from 11ga<br />
sheet. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> replaced Haynes 214 ® alloy. Due<br />
to the light gage and temperatures in the 1900-<br />
2000°F range oxidation resistance is critical in this<br />
application.
15<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong>
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
References<br />
1. J.C. Kelly & J. D. Wilson, “Oxidation Rates of Some Heat Resistant<br />
<strong>Alloys</strong>”, ASM Proceedings of the 2nd International Conference on<br />
Heat-Resistant Materials, Gatlinburg, TN, USA. September 11-14,<br />
1995.<br />
2. <strong>Rolled</strong> <strong>Alloys</strong> Laboratory Testing, Investigation File #99-55.<br />
3. Personal Correspondence with Krupp VDM 9/28/00.<br />
4. <strong>Rolled</strong> <strong>Alloys</strong>, Inc. <strong>RA</strong> Data Sheet, <strong>RA</strong>330 Alloy, Bulletin 107, 9/98.<br />
5. Haynes International, Haynes 230 Alloy Data Sheet, H-3000F, pgs<br />
5, 6.<br />
6. <strong>Rolled</strong> <strong>Alloys</strong> Laboratory Testing, Investigation File #92-99.<br />
7. <strong>Rolled</strong> <strong>Alloys</strong> Laboratory Testing, Investigation File #00-05.<br />
8. D.C. Agarwal & U. Brill, & J. Kloewer, “Recent Results on Metal<br />
Dusting of Nickel Based <strong>Alloys</strong> and Some Applications,” Corrosion<br />
2001, Paper 1382, NACE International, Houston TX 2001.<br />
9. R. Bender & M. Schultze, “Oxidation Beharior of Several<br />
Commercial <strong>Alloys</strong> in Chlorine Containing High Temperature<br />
Environments.<br />
MIDWEST REGION:<br />
125 West Sterns Road<br />
Temperance, Michigan 48182-9546<br />
800-521-0332<br />
1-734-847-0561<br />
Fax: 1-734-847-6917<br />
email:sales@rolledalloys.com<br />
CENT<strong>RA</strong>L REGION:<br />
9944 Princeton-Glendale Road<br />
Cincinnati, Ohio 45246<br />
800-521-0332<br />
email:sales@rolledalloys.com<br />
EASTERN REGION:<br />
30 Baker Hollow<br />
Windsor, Connecticut 06095<br />
800-521-0332<br />
email:sales@rolledalloys.com<br />
SOUTHERN REGION:<br />
9818 E. Hardy Road<br />
Houston, Texas 77093<br />
800-521-0332<br />
email:sales@rolledalloys.com<br />
WESTERN REGION:<br />
Harvey Titanium Ltd., Division of <strong>Rolled</strong> <strong>Alloys</strong><br />
291 Coral Circle Drive<br />
El Segundo, California 90245<br />
800-321-0909<br />
1-310-343-6000 fax 1-310-606-9322<br />
email:harveytisales@rolledalloys.com<br />
<strong>CA</strong>NADA:<br />
<strong>Rolled</strong> <strong>Alloys</strong>-Canada, Inc.<br />
151 Brunel Road - Unit 23<br />
Mississauga Ontario Canada L4Z 2H6<br />
800-521-0332<br />
1-905-501-7552 fax 1-905-501-7553<br />
email:racsales@rolledalloys.com<br />
Form<br />
# 1<strong>602</strong><br />
6/<br />
04<br />
500<br />
10. ThyssenKrupp VDM, VDM Report No. 25, High-Temperature <strong>Alloys</strong><br />
from Krupp VDM for Industrial Engineering.<br />
11. D.C. Agarwal & U. Brill “Performance of Alloy <strong>602</strong><strong>CA</strong> (UNS N0<strong>602</strong>5)<br />
in High Temperature Environments up to 1200�C”, Corrosion/2000,<br />
Paper 521, NACE International, Orlando, FL 2000.<br />
General Disclaimer<br />
The data and information in this data sheet are believed to be<br />
reliable, however, this data is not intended as a substitute for competent<br />
professional engineering assistance which is a requisite to any<br />
specific application.<br />
Trade Marks:<br />
<strong>602</strong> <strong>CA</strong> is a registered trademark of ThyssenKrupp VDM.<br />
<strong>RA</strong>330 and <strong>RA</strong>333 are registered trademarks of <strong>Rolled</strong> <strong>Alloys</strong>, Inc.<br />
Haynes 230 and Haynes 214 are registerd trademarks of Haynes<br />
International.<br />
<strong>RA</strong> 353 MA is a registered trademark of Outokumpu Stainless.<br />
800HT is a registered trademark of Special Metals.<br />
ENGLAND:<br />
Walker Industrial Park<br />
Guide, Blackburn<br />
BB1 2QE, United Kingdom<br />
+44-(0)1254 582 999 fax +44- (0)1254 582 666<br />
email:blackburn@rolledalloys.co.uk<br />
Unit 5, Priory Industrial Park<br />
Airspeed Rd., Christchurch, Dorset<br />
BH23 4HD, United Kingdom<br />
+44-(0)1425 280 000 fax +44-(0)1425 280 028<br />
email:christchurch@rolledalloys.co.uk<br />
THE NETHERLANDS:<br />
<strong>Rolled</strong> <strong>Alloys</strong><br />
Voorerf 16<br />
4824 GN Breda, The Netherlands<br />
+31-(0)76-548 44 44 fax +31-(0)76-542 98 88<br />
email:sales@rolledalloys.nl<br />
INTERNATIONAL:<br />
<strong>Rolled</strong> <strong>Alloys</strong> International, Ltd.<br />
14, The Oaks<br />
Clews Road, Redditch, Worcestershire<br />
B98 7ST, United Kingdom<br />
+44-(0)1527-401101 fax +44-(0)1527-401013<br />
email:hbuijnsters@rolledalloys.co.uk<br />
SINGAPORE:<br />
<strong>Rolled</strong> <strong>Alloys</strong> International, Ltd. Singapore<br />
10 Anson Road #24-06<br />
International Plaza, Singapore 079903<br />
+65-62272725 fax +65-62272735<br />
email:railtd@pacific.net.sg<br />
CHINA:<br />
<strong>Rolled</strong> <strong>Alloys</strong>, Ltd.<br />
Room 12B03, 12B Floor<br />
Suncome Liauw's Plaza<br />
738 Shangcheng Road, Pudong New Area<br />
Shanghai, China 200120<br />
+86-(0)21-5835-5329 fax +86-(0)21-5835-5339<br />
E-mail: sales@rolledalloys.com<br />
http://www.<strong>Rolled</strong><strong>Alloys</strong>.com<br />
© 2016<br />
04<br />
<strong>Rolled</strong><br />
<strong>Alloys</strong>,<br />
Inc.<br />
Litho<br />
in<br />
U.<br />
S.<br />
A.