RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
Welding<br />
GTAW - Gas Tungsten Arc Welding<br />
10,000 Hour Creep Rupture<br />
Strength, N/mm2<br />
30<br />
25<br />
20<br />
15<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> Base Metal<br />
10<br />
-18%<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> GTAW<br />
5<br />
W/Matching Filler<br />
-16%<br />
0<br />
800 900 1000<br />
-16%<br />
1100<br />
-18%<br />
1200<br />
Temperature, °C<br />
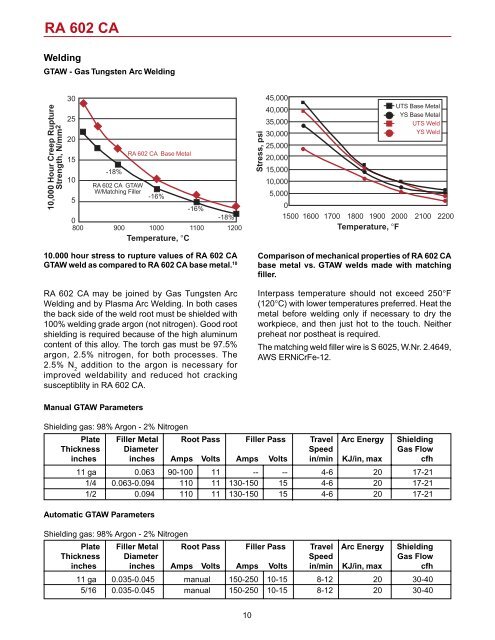
10.000 hour stress to rupture values of <strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
GTAW weld as compared to <strong>RA</strong> <strong>602</strong> <strong>CA</strong> base metal. 10<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be joined by Gas Tungsten Arc<br />
Welding and by Plasma Arc Welding. In both cases<br />
the back side of the weld root must be shielded with<br />
100% welding grade argon (not nitrogen). Good root<br />
shielding is required because of the high aluminum<br />
content of this alloy. The torch gas must be 97.5%<br />
argon, 2.5% nitrogen, for both processes. The<br />
2.5% N 2 addition to the argon is necessary for<br />
improved weldability and reduced hot cracking<br />
susceptiblity in <strong>RA</strong> <strong>602</strong> <strong>CA</strong>.<br />
Manual GTAW Parameters<br />
Shielding gas: 98% Argon - 2% Nitrogen<br />
Plate Filler Metal Root Pass Filler Pass Travel Arc Energy Shielding<br />
Thickness Diameter Speed Gas Flow<br />
inches inches Amps Volts Amps Volts in/min KJ/in, max cfh<br />
11 ga 0.063 90-100 11 -- -- 4-6 20 17-21<br />
1/4 0.063-0.094 110 11 130-150 15 4-6 20 17-21<br />
1/2 0.094 110 11 130-150 15 4-6 20 17-21<br />
Automatic GTAW Parameters<br />
Shielding gas: 98% Argon - 2% Nitrogen<br />
Plate Filler Metal Root Pass Filler Pass Travel Arc Energy Shielding<br />
Thickness Diameter Speed Gas Flow<br />
inches inches Amps Volts Amps Volts in/min KJ/in, max cfh<br />
11 ga 0.035-0.045 manual 150-250 10-15 8-12 20 30-40<br />
5/16 0.035-0.045 manual 150-250 10-15 8-12 20 30-40<br />
10<br />
Stress, psi<br />
45,000<br />
40,000<br />
35,000<br />
UTS Base Metal<br />
YS Base Metal<br />
UTS Weld<br />
30,000<br />
25,000<br />
20,000<br />
15,000<br />
10,000<br />
5,000<br />
0<br />
YS Weld<br />
1500 1600 1700 1800 1900 2000 2100 2200<br />
Temperature, °F<br />
Comparison of mechanical properties of <strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
base metal vs. GTAW welds made with matching<br />
filler.<br />
Interpass temperature should not exceed 250°F<br />
(120°C) with lower temperatures preferred. Heat the<br />
metal before welding only if necessary to dry the<br />
workpiece, and then just hot to the touch. Neither<br />
preheat nor postheat is required.<br />
The matching weld filler wire is S <strong>602</strong>5, W.Nr. 2.4649,<br />
AWS ERNiCrFe-12.