RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys
RA 602 CA - Rolled Alloys

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Forming<br />
Hot Working<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be hot-worked in the temperature<br />
range 1200 to 900°C (2190 to 1650°F), followed by<br />
water quenching or rapid air cool. As with other<br />
austenitic alloys, do not attempt to form in the 600-<br />
800°C (1100-1500°F) temperature range.<br />
Heating must be performed in a furnace with accurate<br />
temperature control, and a neutral to slightly oxidizing<br />
atmosphere. The atmosphere should not fluctuate<br />
between oxidizing and reducing. Natural gas used to<br />
fire the furnace should contain no more than 0.1<br />
weight % sulfur, and fuel oil no more than 0.5% sulfur.<br />
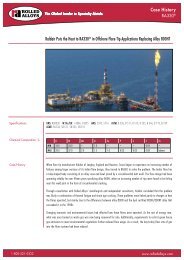
Spin formed radiant tube return bend. 6 inch<br />
diameter on 6 inch centers formed out of 11ga<br />
(0.120”) <strong>RA</strong> <strong>602</strong> <strong>CA</strong> sheet.<br />
Heat Treatment<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> is solution annealed at 2160-2230°F<br />
(1180-1220°C) followed by water quenching. For<br />
sheet 16 gage (1.5mm) and lighter, rapid air cooling<br />
is acceptable.<br />
9<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong><br />
The flame must not impinge directly on the workpiece.<br />
Do not heat <strong>RA</strong> <strong>602</strong> <strong>CA</strong>, or any other nickel alloy,<br />
with a torch to bend it. The lack of temperature control<br />
will often result in cracking.<br />
Cold Forming<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> has a high carbon content, and work<br />
hardens rapidly. <strong>RA</strong> <strong>602</strong> <strong>CA</strong> may be bent 120° around<br />
a diameter equal to three times the material thickness<br />
(3T bend) for material up to 0.4” (10 mm) thick. This<br />
grade cannot be bent to as tight a radius as the lower<br />
carbon alloys, e.g, <strong>RA</strong>600 or <strong>RA</strong>330.<br />
As with other nickel alloys, the shear drag (burr)<br />
should be removed, or placed on the inside of the<br />
bend. During bending this heavily cold-worked burr<br />
may initiate cracking. Sawed plate may be preferred<br />
for severe forming operations.<br />
3/8” thick retort head press formed from 3/8” thick<br />
<strong>RA</strong> <strong>602</strong> <strong>CA</strong> plate. 3-1/2 inch deep and 17 inches in<br />
diameter.