ACEROS
ACEROS
ACEROS

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
son muy irregulares. Un buen "chatarrero" debe además distinguir entre los distintos<br />
tipos de chatarra disponible. La chatarra de primera es aquella, que viene en trozos<br />
chicos en relación con el tamaño del horno, de buen grosor con pocos elementos<br />
indeseables como el cinc de los galvanizados, por ejemplo. Las piezas de acero<br />
grandes no son tan atractivas para los chatarreros porque su manejo es difícil y porque<br />
dejan mucho espacio vacío entre una y otra pieza.<br />
La chatarra se carga al horno de arco eléctrico y se funde al exponerse al paso de una<br />
enorme corriente eléctrica. La corriente eléctrica llega a la chatarra a través de<br />
electrodos de carbono (grafito). Cuando la chatarra se pasa al estado líquido, lo cual<br />
ocurre en algunos minutos, los operadores toman una muestra y la llevan al<br />
laboratorio de análisis. En cuestión de segundos, con la ayuda de espectrómetros<br />
modernos, se determina la composición química del acero. En particular, son de interés<br />
los siguientes elementos: carbono, manganeso, fósforo, azufre, silicio, cromo y bronce.<br />
El hierro, la base de la aleación, se determina por balance. Generalmente es necesario<br />
hacer algún ajuste a la aleación mediante la adición de otros elementos necesarios o<br />
de formadores de escoria para retirar elementos indeseables como el fósforo o el<br />
azufre.<br />
Del horno eléctrico, el acero líquido se pasa a una olla donde en ocasiones se pasa a<br />
una máquina de colada continua para producir barras de acero de sección cuadrada de<br />
10 a 15 centímetros por lado y de 6 a 8 metros de longitud, llamadas palanquillas.<br />
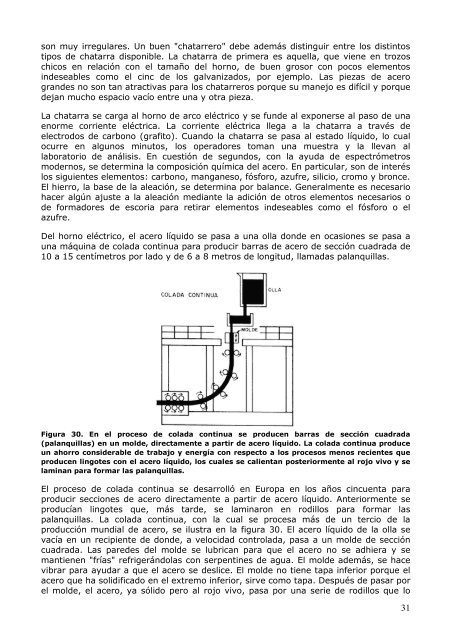
Figura 30. En el proceso de colada continua se producen barras de sección cuadrada<br />
(palanquillas) en un molde, directamente a partir de acero líquido. La colada continua produce<br />
un ahorro considerable de trabajo y energía con respecto a los procesos menos recientes que<br />
producen lingotes con el acero líquido, los cuales se calientan posteriormente al rojo vivo y se<br />
laminan para formar las palanquillas.<br />
El proceso de colada continua se desarrolló en Europa en los años cincuenta para<br />
producir secciones de acero directamente a partir de acero líquido. Anteriormente se<br />
producían lingotes que, más tarde, se laminaron en rodillos para formar las<br />
palanquillas. La colada continua, con la cual se procesa más de un tercio de la<br />
producción mundial de acero, se ilustra en la figura 30. El acero líquido de la olla se<br />
vacía en un recipiente de donde, a velocidad controlada, pasa a un molde de sección<br />
cuadrada. Las paredes del molde se lubrican para que el acero no se adhiera y se<br />
mantienen "frías" refrigerándolas con serpentines de agua. El molde además, se hace<br />
vibrar para ayudar a que el acero se deslice. El molde no tiene tapa inferior porque el<br />
acero que ha solidificado en el extremo inferior, sirve como tapa. Después de pasar por<br />
el molde, el acero, ya sólido pero al rojo vivo, pasa por una serie de rodillos que lo<br />
31