- Page 1 and 2: UNIVERSIDAD DE ORIENTE NÚCLEO DE A
- Page 3 and 4: UNIVERSIDAD DE ORIENTE NÚCLEO DE A
- Page 5 and 6: DEDICATORIA A DIOS, ya que esta obr
- Page 7 and 8: RESUMEN Este proyecto se basó en l
- Page 9 and 10: INDICE GENERAL RESOLUCIÓN ........
- Page 11 and 12: 2.9. Normalización................
- Page 13 and 14: 5.1. Consideraciones generales. ...
- Page 15 and 16: INDICE DE FIGURAS Figura 4.13. Diag
- Page 17 and 18: del año 1991 suscribe varios conve
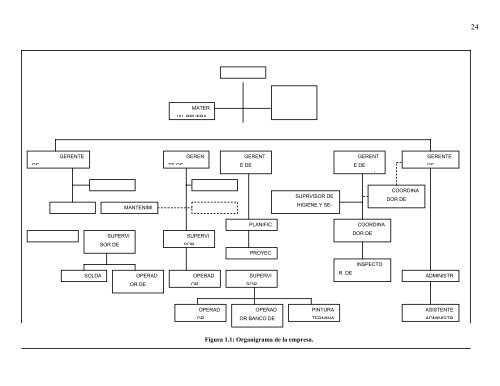
- Page 19 and 20: La presidencia de VENEFLU, C.A., ha
- Page 21 and 22: 1.5.3.5. Comprador. Vela por el cum
- Page 23: adecuadamente capacitado en el dese
- Page 27 and 28: En el almacén existen muchos estan
- Page 29 and 30: industria. 1) Describir la situaci
- Page 31 and 32: 1.10. Alcance. La puesta en prácti
- Page 33 and 34: principal de la falla que allí se
- Page 35 and 36: 2.4.1.1. Ventajas del método conti
- Page 37 and 38: 2.5.3. Desventajas. b) Permite dete
- Page 39 and 40: Ri = X - ∆ (Ecuación 3) Rs = X +
- Page 41 and 42: 2.7. Tiempo estándar. Definida com
- Page 43 and 44: algunos artículos, los diagramas d
- Page 45 and 46: CV = 1 + ∑ % habilitad, esfuerzo,
- Page 47 and 48: 3.4. Fuentes de información. 3.4.1
- Page 49 and 50: e) Proceso de manufactura. f) Equip
- Page 51 and 52: también. c) Si el nivel de detalle
- Page 53 and 54: Por otra parte no se mantiene un co
- Page 55 and 56: Figura 4.6. Mecanizado de bridas de
- Page 57 and 58: eliminar la fuga y se vuelve a some
- Page 59 and 60: 4.2.8. Inspección. Figura 4.12. Á
- Page 61 and 62: 4.3. Mano de obra. Los operarios no
- Page 63 and 64: 4.5. Ubicación y disposición de l
- Page 65 and 66: máquinas operando sin ningún tipo
- Page 67 and 68: que Las máquinas existentes en la
- Page 69 and 70: Tabla 4.1. Ponderación de las cate
- Page 71 and 72: 4.11. Análisis de los resultados.
- Page 73 and 74: d) Técnica de cronometrado. e) Nú
- Page 75 and 76:
9 p/vástago. Llevar a ensam- blaje
- Page 77 and 78:
X8 = (18,37+17,39+17,44+18,03+17,75
- Page 79 and 80:
RS7 = 0,08+0,010 = 0,090 Ri7 = 0,08
- Page 81 and 82:
para tapón. 7 Llevar a FU 03 0,04
- Page 83 and 84:
Tabla 5.4. Comparación de los I e
- Page 85 and 86:
T abla 5.5. Calificación de la vel
- Page 87 and 88:
5.5.4. Estimación de la tolerancia
- Page 89 and 90:
Tabla 5.6. Estimación de la tolera
- Page 91 and 92:
Tabla 5.6. Estimación de la tolera
- Page 93 and 94:
TN1 = 63,49*1,19 = 75,55 TN2 = 0,81
- Page 95 and 96:
. Tabla 5.8. Tiempo estándar de ca
- Page 97 and 98:
6.1. Control de inventarios. CAPÍT
- Page 99 and 100:
• Peso: 150 g Figura 6.1: Duróme
- Page 101 and 102:
6.5. Procedimiento propuesto para l
- Page 103 and 104:
103 4.1.10. Identificar el área de
- Page 105 and 106:
4.1.3. Mantener ordenada y libre de
- Page 107 and 108:
107 4.1.1.7. Use interruptores de c
- Page 109 and 110:
109 4.1.4.2. Anillos de goma para p
- Page 111 and 112:
111 4.1.8.3. Inspeccionar accesorio
- Page 113 and 114:
tránsito. y tapados. 4.1.10.9. Aus
- Page 115 and 116:
115 4.1.14.2. Se deben establecer p
- Page 117 and 118:
117 4.1.18.3. Las áreas de trabajo
- Page 119 and 120:
CONCLUSIONES 119 1) El proceso actu
- Page 121 and 122:
RECOMENDACIONES 121 1) Llevar a cab
- Page 123 and 124:
BIBLIOGRAFÍA CITADA Burgos, F. (2.
- Page 125 and 126:
ANEXOS Proceso: Mecanizado. Fecha:
- Page 127 and 128:
Anexo 4.1.5. Diagrama de proceso ac
- Page 129 and 130:
Anexo 4.1.7. Diagrama de proceso ac
- Page 131 and 132:
Anexo 4.1.9. Diagrama de proceso ac
- Page 133 and 134:
133 Anexo 4.1.11. Diagrama de proce
- Page 135 and 136:
Anexo 4.1.13. Diagrama de proceso a
- Page 137 and 138:
137 Anexo 4.1.13. diagrama de proce
- Page 139 and 140:
Anexo 4.1.14. Diagrama de proceso a
- Page 141 and 142:
Anexo 4.1.16. Diagrama de proceso a
- Page 143 and 144:
5.53 5.53 3.00 1 MA T. 12.44 Á REA
- Page 145 and 146:
5.53 5.53 3.00 1 MA T. 12.44 Á REA
- Page 147 and 148:
5.53 5.53 3.00 1 MA T. 12. 44 4. 15
- Page 149 and 150:
5.53 5.53 3.00 1 MA T. 12.44 ÁREA
- Page 151 and 152:
5.53 5.53 3.00 1 MA T . 12.44 ÁREA
- Page 153 and 154:
12.44 ÁREA 8.30 DE SOL- DADURA ÁR
- Page 155 and 156:
Anexo 5.2. Calificación de velocid
- Page 157 and 158:
ANEXO 5.4. CÁLCULOS DEL TIEMPO EST
- Page 159 and 160:
Anexo 5.4.3. Tiempos de los element
- Page 161 and 162:
Anexo 5.4.6. Tiempo estándar de lo
- Page 163 and 164:
Anexo 5.4.10. Tiempo estándar de l
- Page 165 and 166:
Anexo 5.4.14. Tiempo estándar de l
- Page 167 and 168:
Anexo 5.4.16. Tiempo estándar de l
- Page 169 and 170:
Anexo 5.4.21. Tiempo de los element
- Page 171 and 172:
Anexo 6.1.1. Instrucciones de traba
- Page 173 and 174:
Anexo 6.1.2. Instrucciones de traba
- Page 175 and 176:
Anexo 6.1.2. Instrucciones de traba
- Page 177 and 178:
Anexo 6.1.3. Instrucciones de traba
- Page 179 and 180:
Anexo 6.1.4. Instrucciones de traba
- Page 181 and 182:
Anexo 6.1.4. Instrucciones de traba
- Page 183 and 184:
Anexo 6.1.5. Instrucciones de traba
- Page 185 and 186:
Anexo 6.1.6. Instrucciones de traba
- Page 187 and 188:
Anexo 6.1.7. Instrucciones de traba
- Page 189 and 190:
Anexo 6.1.8. Instrucciones de traba
- Page 191 and 192:
Anexo 6.1.9. Instrucciones de traba
- Page 193 and 194:
193 Anexo 6.2.2. Diagrama de proces
- Page 195 and 196:
Anexo 6.2.4. Diagrama de proceso pr
- Page 197 and 198:
Anexo 6.2.6. Diagrama de proceso pr
- Page 199 and 200:
Anexo 6.2.9. Diagrama de proceso pr
- Page 201 and 202:
Anexo 6.2.11. Diagrama de proceso p
- Page 203 and 204:
12.44 ANEXO 6.3. Rutas de recorrido
- Page 205 and 206:
8.30 TIVA CN6 CN5 CN4 CN3 CN2 CN1 M
- Page 207 and 208:
CN6 CN5 CN4 CN3 CN2 CN1 MATERIAL EN
- Page 209 and 210:
12.44 Anexo 6.3.7. Ruta propuesta d
- Page 211 and 212:
12.44 ÁREA 8.30 DE SOL- DADURA Ane
- Page 213 and 214:
METADATOS PARA TESIS Y TRABAJOS DE
- Page 215 and 216:
UMETADATOS PARA TESIS Y TRABAJOS DE
- Page 217:
UMETADATOS PARA TESIS Y TRABAJOS DE