CIMCO MDC-Max
CIMCO MDC-Max
CIMCO MDC-Max
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
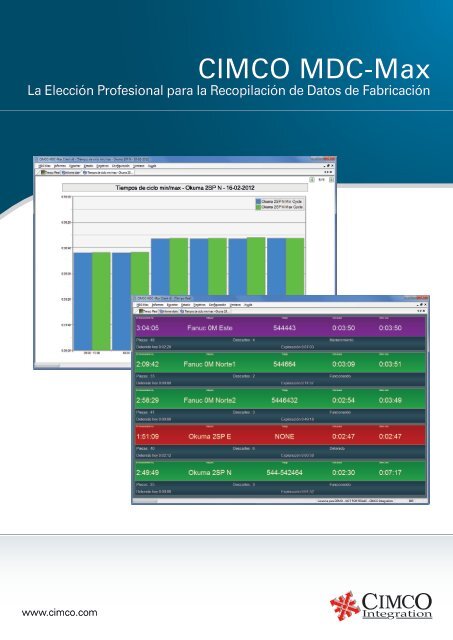
www.cimco.com<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> 6Recopilación de datos de fabricaciónInformes y gráficosGracias a las funciones de informes incorporadas, puede presentary visualizar sus datos de forma sencilla y examinar la información deproducción hasta el nivel apropiado. De esta forma usted puede verexactamente lo que sucede con su agenda de producción.Tome decisiones con conocimiento<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> es un sistema de recopilación de datos de máquinaen tiempo real que le da acceso instantáneo a informes y gráficossobre la productividad de su planta. <strong>MDC</strong>-<strong>Max</strong> hace más fáciles susdecisiones ya que estarán basadas en datos precisos recopilados desus máquinas CNC.En los complejos y competitivos mercados globales de hoy en día, esmás imprescindible que nunca potenciar al máximo el uso eficaz delos equipos de fabricación. <strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> proporciona unapotente herramienta para facilitar la tarea de recopilación de datos demáquina y ofrece capacidades de análisis, mostrando informes entiempo real incluyendo Eficiencia Global de los Equipos (OEE).Todo esto puede ser conseguido sin necesidad de colocar un ordenadoral lado de cada máquina de CNC, sino que los datos pueden serrecopilados por cable, conexión inalámbrica o la red Ethernet deltrabajo, y almacenados en un servidor central incluso si tiene múltiplestalleres que monitorizar.<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> 6 se integra con la última versión del software decomunicación CNC de mayor confianza en el mercado: <strong>CIMCO</strong>DNC-<strong>Max</strong> 6.Como funciona <strong>MDC</strong>-<strong>Max</strong>En espera de ajustesEn espera de mantenimientoEn espera de herramientaEn espera de materialEn espera de ...Puesto que <strong>MDC</strong>-<strong>Max</strong> graba toda esta información, usted puedegenerar informes para ver cuánto tiempo de producción ha sidoperdido debido a, por ejemplo, esperas por la herramienta, etc.Tiempo de ciclo por pieza (mín., máx. y promedio)Número de piezas por turno/operarioNúmero de piezas desechadasTiempo de inactividad de la máquinaMantenimientos programadosMantenimientos no programadosTiempo de preparación por piezaEficiencia del operarioEficiencia Global de los Equipos (OEE)Visualización en tiempo real de las máquinas(ver qué máquinas están funcionando de un vistazo)Una solución realmente integrada<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> está completamente integrado con DNC-<strong>Max</strong> yNC-Base, ofreciéndole un completo sistema DNC, gestor de informacióny recopilador de datos de máquina de un único proveedor.DNC-<strong>Max</strong> es el responsable de recopilar todos los datos de piezas producidastotales y por ciclos. La información es almacenada en la base dedatos de NC-Base. DNC-<strong>Max</strong> también controla el envío y recepción deprogramas de CNC a su línea de máquinas. Los programas pueden sersolicitados desde el control de la máquina, evitando así que el operariotenga que dejar su puesto. Cualquier programa modificado por el operarioy devuelto al DNC-<strong>Max</strong> se le puede asignar un número de versión superioro ser puesto en cuarentena. Esto le da la capacidad de rastrear loscambios y volver a una versión anterior del programa si fuera necesario.En una instalación típica, instalamos una de nuestras unidades <strong>MDC</strong><strong>MDC</strong>-<strong>Max</strong> analiza de inmediato los datos almacenados en NC-Baseen el control de la máquina CNC. Esta unidad va cableada a los reléspara producir tablas y gráficos que muestren qué está pasando con sude inicio de ciclo y contador de piezas. Cada vez que la señal de cicloagenda de producción.de mecanizado o del contador de piezas es detectada por la unidad<strong>MDC</strong>, un código es devuelto al software <strong>MDC</strong>-<strong>Max</strong>. Debido a laNC-Base permite almacenar cualquier documento relacionado con undiversidad de tipos de controles de máquina, las señales monitorizadaspueden variar según los requerimientos del cliente.na, listas de htas., hojas de operaciones, programas CNC, etc. Esto hacetrabajo en concreto. Éstos pueden ser dibujos, configuraciones de máqui-que buscar información sobre cualquier trabajo sea algo sencillo.Estos códigos son grabados en tiempo real en el equipo informático ypueden ser mostrados de forma inmediata en formato gráfico.Si una máquina no está en producción por cualquier razón, el operariopuede escanear un código de barras que le permite saber al sistema<strong>MDC</strong>-<strong>Max</strong> por qué la máquina está parada. Estos códigos pueden serpersonalizados para adaptarse a su empresa, pero en generalincluirán las siguientes opciones:Eficiencia Global de los EquiposRed <strong>MDC</strong><strong>MDC</strong>-<strong>Max</strong> proporciona una potente recopilación de datos de máquinaque le facilita de forma automática la información de sus máquinas de<strong>MDC</strong> puede ser añadido a su infraestructura de red DNC existente. Lasmecanizado para producir informes de Eficiencia Global de losinstalaciones de cableado serie tradicional, Ethernet e inalámbricasEquipos (OEE). Estudios de todo el mundo indican que el valor mediopueden ser acomodadas sin necesidad de reemplazar ninguna infraestructurade red existente. Módulos <strong>MDC</strong> de E/S son instalados en ladel OEE en las plantas de fabricación es del 60%. Un OEE de primeraclase debe ser del 85% o superior, por lo que claramente hay lugarmáquina para recopilar el estado de las señales. Lectores de códigos depara la mejora en la mayoría de las plantas de fabricación.barras u ordenadores pueden ser añadidos para introducir los códigos deinactividad y también para solicitar el envío de programas al CNC.2 3
www.cimco.comRed tradicional / cableadaEthernetRS232Códigos deinactividadEn una red tradicional cableada, un cable serie va desde el ordenadora cada una de las máquinas del taller. En el ordenador, loscables serie RS-232 son conectados a una tarjeta de comunicacionesmulti-puerto instalada en el ordenador. Los terminales sin usarel cabe serie son usados para monitorizar el estado de las máquinas.Un máximo de 3 señales de estado pueden ser monitorizadaspor el servidor DNC-<strong>Max</strong>. Las señales de estado son convertidasen mensajes por DNC-<strong>Max</strong> y almacenadas en el servidor deNC-Base. El cliente <strong>MDC</strong>-<strong>Max</strong> tiene herramientas para analizar losdatos en tiempo real o durante un período de tiempo. Los clientes<strong>MDC</strong>-<strong>Max</strong> se pueden ejecutar en cualquier ordenador conectado ala red, dándole la flexibilidad de mostrar los datos adecuados encada parte del taller.Ordenador con<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong>Lector de códigos debarrasRedCaja <strong>MDC</strong>Contador de piezasReléControl CNCCaja <strong>MDC</strong> conectando la máquina CNC a la red usando cables RS-232. La caja <strong>MDC</strong>transmite las señales de estado de la máquina (contador de piezas, inicio de ciclo) yopcionalmente códigos de inactividad al ordenador con DNC-<strong>Max</strong>.Inicio de cicloReléRed EthernetEthernetRS232Códigos deinactividadMuchas empresas tienen una red Ethernet en planta, y estapuede ser usada para la red DNC-<strong>Max</strong>/<strong>MDC</strong>-<strong>Max</strong>. Un cableEthernet es enviado a cada máquina, y dispositivos de Ethernetestándar (conmutadores, routers, puentes de red, etc.) sonusados para conectar la máquinas CNC a la red. El cableadoEthernet es más fácil de instalar que el cableado RS-232 tradicional,y le ofrece mayor flexibilidad a la hora de ampliar la red.Ordenador con<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong>ConmutadorRedLector de códigos debarrasContador de piezasControl CNCInicio de cicloServidor serieCaja <strong>MDC</strong>ReléReléServidor de Ethernet a RS-232 conectando la caja <strong>MDC</strong> con la red Ethernet. La caja <strong>MDC</strong>transmite las señales de estado de la máquina (contador de piezas, inicio de ciclo) yopcionalmente códigos de inactividad al ordenador con DNC-<strong>Max</strong>.Red inalámbricaEthernetRS232Códigos deinactividadLas redes inalámbricas a nivel de taller se están volviendo cada vezmás populares y eliminan la necesidad de cablear cada máquina.Lector de códigos debarrasControl CNCPunto de accesoSi está cambiando de sitio las máquinas del taller o espera añadirnuevas máquinas a su instalación, una red inalámbrica puede serla mejor solución. Un punto de acceso inalámbrico es conectado ala red Ethernet cableada existente. Puntos de acceso adicionalespueden ser añadidos para extender la cobertura de la red inalámbrica.Diversos métodos de encriptación y seguridad pueden serusados para proporcionar seguridad a la red.Ordenador con<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong>UnidadinalámbricaCaja <strong>MDC</strong>Contador de piezasInicio de cicloReléReléUnidad inalámbrica de Ethernet a RS-232 conectando la caja <strong>MDC</strong> con la red Ethernet.La caja <strong>MDC</strong> transmite las señales de estado de la máquina (contador de piezas, iniciode ciclo) y opcionalmente códigos de inactividad al ordenador con DNC-<strong>Max</strong>.4 5
www.cimco.com<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> 6PC con DNC-<strong>Max</strong> yNetwork solutionsservidor NC-BaseRecopilación básica de datos de máquinaLa mayor parte de las compañías sólo quieren saber si una máquina en tiempo que la máquina ha estado produciendo y la cantidad de tiempoconcreto está funcionando y produciendo o si está parada. La recopilacióndestinada a períodos de inactividad. Es tarea entonces del supervisorbásica de datos produce gráficos que muestran la cantidad de preguntar al operario por qué la máquina no ha estadofuncionando.PC con clienteNC-BasePC con pantallade estado<strong>MDC</strong>-<strong>Max</strong>TV de pantalla grande con entrada desdePC con ventana de estado <strong>MDC</strong>-<strong>Max</strong>Load program and settingsStartMachine in cycle & producing100%90%80%70%Production 80%PC con informes<strong>MDC</strong>-<strong>Max</strong>Códigos deinactividadReplace InsertMachine in cycle & producing60%50%40%Lector de códigosde barrasBarfeed JamMachine in cycle & producing30%20%Downtime 20%10%ButtonButtonButtonButtonEnd0%PC de pantalla táctil con ventanade operador <strong>MDC</strong>-<strong>Max</strong>Recopilación avanzada de datos de máquinaButtonButtonButtonButtonTablet PC en máquina CNC conaplicación Android personalizadaPC de pantalla táctilLos ordenadores compactos con pantalla táctil incorporada yconexión Ethernet o inalámbrica se están volviendo fáciles deconseguir. Estos ordenadores pueden ejecutar la ventana deloperador del cliente MD-<strong>Max</strong> para introducir datos de forma fácil.Puesto que son ordenadores estándar, también pueden ejecutar elcliente NC-Base para la gestión y edición de programas de CN, ocualquier otro programa de Windows que desee ejecutar.Escáner de códigos de barrasLos escáneres de códigos de barras son una forma adecuada deintroducir códigos de inactividad y otra información del trabajo.<strong>MDC</strong>-<strong>Max</strong> viene con una fuente de código de barras que puedeser usada para imprimir una hoja de códigos de inactividad. Cadamáquina puede ser equipada con un lector de códigos de barras oun lector puede ser utilizado por múltiples máquinas.tTablet PCEn vez de instalar el sistema de código de barras, puede equipar susmáquinas con tabletas que le permitan introducir fácilmente notificacionesque son transferidas directamente al sistema de recolección dedatos. Nuestras tabletas trabajan con el sistema operativo Android yestán equipadas con aplicaciones personalizadas para que puedaintroducir toda la información que necesita con un simple toque.<strong>MDC</strong> en una gran pantallaUna de las características únicas de <strong>MDC</strong>-<strong>Max</strong> es la ventana entiempo real que puede ser ejecutada en una gran pantalla deplasma o LCD para proporcionar una rápida visión general delestado de las máquinas. Las grandes pantallas son normalmenteinstaladas en lugares donde todo el personal pueda ver fácilmenteel estado de las máquinas. La ventana en tiempo real es parte delcliente <strong>MDC</strong> y puede ser configurada para mostrar tantos datos enCon la recopilación avanzada de datos de máquina se pueden proporcionarinformes precisos de la eficiencia de la máquina en cualquiertrabajo. Se puede mostrar el porcentaje total de inactividad para cadatipo interrupción, como cambio de herramienta, ajustes, mantenimientode la máquina, etc. Esta información adicional es proporcionada porel operario usando un lector de códigos de barras o una pantalla táctil.El operario simplemente escanea un código de barras o usa la pantallatáctil para indicar la razón de la inactividad de la máquina. Estainformación puede ser utilizada posteriormente para identificar lacausa exacta de la pérdida de producción.Load program and settingMachine in cycle & producingRegistro de operario - saber quien está conectado a la máquinaRegistro de instalador - contabilizar por separado el tiempo depreparación para cada trabajoRegistro de mantenimiento - distinguir entre tiempo de mantenimientoy tiempo de inactividadEsperando material - código para indicar que está esperando porprovisionesSin tarea - no hay tareas pendientes para ser ejecutadas en la máquinaPieza desechada - la última pieza fue desechadaHerramienta rota - el operario está esperando por un instalador6 tiempo real de las máquinas como sea necesario.7StartBarfeed JamReplace InsertMachine in cycle & producingMachine in cycle & producingEnd100%90%80%70%60%50%40%30%20%10%0%Production 80%Setting 10%Tooling 6%Maintenance 4%
<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong><strong>MDC</strong> no sólo ayuda a los directivos, sino a todos en la compañía“Me gustaría instalar <strong>MDC</strong> pero sé que habrá resistenciapor parte del personal del taller.”Muchos miembros del personal del taller desconfían de los sistemas demonitorización ya que los ven como un “gran hermano” observándolospara hacerlos trabajar más duro. Sin embargo, <strong>MDC</strong>-<strong>Max</strong> puederealmente beneficiar a los trabajadores poniendo de relieve problemasque son evidentes para ellos pero de los que no han sido capaces deconvencer a la dirección.Hemos instalado <strong>MDC</strong> en una compañía que no alcanzaba los objetivosde producción, y el gerente de producción había sido presionado paraincrementar la producción. Él ya había informado de problemas enalgunas de las máquinas que hacían imposible alcanzar los objetivos,pero no se había hecho nada. Dos semanas después de la instalación, elgerente de producción se reunió con el departamento de administración ylos gráficos del <strong>MDC</strong> mostraron de forma concluyente que dos máquinaseran las responsables del retraso en la producción.Las máquinas en cuestión eran máquinas alimentadoras de barras y lacompañía había cambiado a un suministrador más barato de material. Lasnuevas barras estaban constantemente atascando las máquinascausando pérdidas en la producción. <strong>MDC</strong> puso de relieve este problema,la compañía cambió de nuevo a su proveedor original, y en la actualidadcumplen con sus objetivos de producción.<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> pone de relieve problemas de fabricación a las 24 horas de su instalaciónEl sistema de recopilación de datos de máquina <strong>CIMCO</strong> <strong>MDC</strong> fue recientementeinstalado a un cliente que tenía problemas de costes de herramientas. Eldirector de producción había asumido recientemente la gestión de la planta yconsideraba que los costes de herramientas eran demasiado altos. <strong>CIMCO</strong><strong>MDC</strong>-<strong>Max</strong> se instaló completamente antes del turno de noche. A la mañanasiguiente, el director de producción revisó los datos recopilados de las máquinase inmediatamente obtuvo su respuesta. Los tiempos de ciclo durante el turno denoche para cuatro máquinas eran un 30% menores que durante en día, y lasmismas máquinas fueron paradas durante más de una hora al final del turno. Losoperarios habían incrementado la velocidad de mecanizado, así podían tomarseuna pausa al final del turno. Pero el incremento de velocidad resultaba en unareducción de la vida de la herramienta e incrementaba sus costes. El cliente hareducido ahora sus costes de herramientas a la vez que logra los mismos nivelesde producción, y opina que el sistema se paga por si solo en cuestión de meses.<strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> rastrea los motivos de la inactividad de las máquinasUn gran contratista aeroespacial estaba preocupado porque su producción nomantenía el ritmo de la demanda y habían tomado la decisión de comprarvarias máquinas adicionales. Se les sugirió que revisaran los tiempos defuncionamiento de las máquinas durante una semana para ver cuánto tiempode producción se estaba logrando. Resultó que la utilización de las máquinasera inferior al 50%, pero no tenían una idea precisa de por qué estabapasando esto. <strong>CIMCO</strong> <strong>MDC</strong>-<strong>Max</strong> fue instalado para monitorizar las máquinasjunto con los lectores de códigos de barras para escanear los códigos deinactividad. <strong>MDC</strong> puso de relieve varios problemas en la producción, dos delos cuales eran una deficiente respuesta de mantenimiento y un fracaso a lahora de reemplazar las herramientas con la rapidez adecuada. Después de lainstalación de <strong>MDC</strong>, el cliente implementó varias medidas incluyendo unsistema de prioridades para mantenimiento y disponibilidad de nuevos conjuntosde herramientas. En la actualidad alcanzan una utilización global superioral 68% y cumplen con sus objetivos de producción, lo cual ha incrementado larentabilidad y pueden invertir ahora en una nueva planta.<strong>CIMCO</strong> <strong>MDC</strong> mantiene la producción “lights-out” según lo planeadoUna compañía acudió al Centro de Mecanizado Avanzado de Nelson paraencontrar una solución a sus problemas de mecanizado sin supervisión.Disponían de 4 tornos con alimentación automática de material que trabajabandurante la noche, pero cuando alguno paraba nadie estaba allí para solucionar elproblema y reiniciar la producción. Se decidió instalar <strong>CIMCO</strong> <strong>MDC</strong> para monitorizarlos ciclos de las máquinas y, si las máquinas paran, enviar un e-mail y un SMSal operador de guardia a su casa. La compañía ha incrementado la producción yla utilización de las máquinas sin tener que pagar mayores costes salariales.DistribuidorEuropa<strong>CIMCO</strong> A/SCopenhagenDenmarkTel:Fax:+45 45 85 60 50+45 45 85 60 53Web: www.cimco.comAmérica del Norte<strong>CIMCO</strong> North AmericaOakboro, North CarolinaUSATel:Fax:+1 704 644 3587+1 704 645 7162E-mail: info@cimco.comCuando la fiabilidad importa