
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
44 PRODUCTOSPRODUCTOSPiñonesDiente por diente y vuelta por vueltaMaría Cristina RojasPeriodista <strong>Metal</strong> <strong>Actual</strong>Foto: www.youthministrytips.comUna mirada endetalle a losengranajesLa imagen del piñón evocala concepción de unagran idea, representa elingenio de la humanidadsu progreso y modernidad.Es la clave delmovimiento y el símbolode la ingeniería, cienciaque le ha dado lustre ydesarrollo a la industriametalmecánica.Así como la rueda revolucionó la historia del hombre, elpiñón cambió la historia de la máquina-herramienta, mejorandovelocidad y potencia, ampliando sus aplicacionese influyendo en su evolución. Hoy su utilidad es infinita:puede ser, la esencia de un reloj mecánico ó la pieza clavede cualquier sistema de velocidades.Por definición, es una rueda o cilindro dentado que engranaen otra mayor formando un mecanismo para la transmisióndel movimiento a un eje. Se presenta de variadasformas y materiales, construidos a través de diferentesprocesos de moldeo, tratamiento y mecanizado.La combinación de dos o más piñones se llama engranajey el conjunto de dos o más engranajes, se llama tren deengranajes. Estos sistemas se utilizan sobre todo para
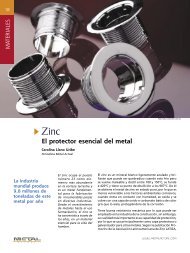
PRODUCTOS45transmitir movimiento giratorio, perousando piñones apropiados y piezasdentadas planas, puede transformarmovimiento alternativo adelante yatrás en giratorio y viceversa. Un engranajebásico está formado por dosruedas dentadas: la mayor denominadacorona, y la menor, piñón.Se pueden identificar las siguientespartes en todos los piñones, sin importarsu tipo o clasificación:• Manzana o cubo: parte centraldel engranaje que abraza al eje yqueda unida a él por intermediode una chaveta o pasador.• Rayos: elementos encargados deunir los dientes con la masa quepueden ser remplazados por unaparte maciza, o un disco.• Llanta o corona: anillo circulardonde van tallados los dientes.• Dientes: elementos tallados en larueda o cilindro, destinados a latransmisión del movimiento. Constande una cabeza (parte desde eldiámetro primitivo hasta el diámetroexterior en una vista frontal),un pie (parte desde el diámetroprimitivo hacia el diámetro interiortambién vista de frente) y el flanco(superficie lateral del diente dondese produce la rodadura o el empujede un diente con otro).ClasificaciónGeneralmente está dada por dostipos de piñones: rectos y de transmisiónpor cadena. Los primerosconsisten en una rueda con dientesparalelos al eje tallados en su perímetroque transmiten movimientogiratorio entre dos ejes paralelos,son engranajes sencillos, donde el ejeimpulsado gira en sentido opuesto aleje impulsor. Según la forma de losdientes se clasifican en:• Helicoidales: los dientes de estosengranajes no son paralelos al ejede la rueda dentada, sino que se enroscanen torno al eje en forma dehélice. Estos engranajes son apropiadospara grandes cargas porquelos dientes encajan formando unángulo agudo mayor de 0º y menorde 90º en lugar de un ángulo recto,de 90º. Tienen un funcionamientorelativamente silencioso. Se utilizanen las transmisiones posterioresde camiones y automóviles. Representanuna forma desarrolladade transmisión, capaz de aportarformas y resistencias imposibles deobtener con los engranes rectos• Cónicos: los engranajes cónicos,así llamados por su forma, tienendientes rectos con un determinadoángulo y se emplean paratransmitir movimiento giratorioFotos: http://lamoldeleriayoy2008.blogspot.comEngranaje cónico(arriba)y engranajecónico hipoide(der).entre ejes no paralelos. Están construidosde tal modo que si sus ejesse prolongaran, se encontrarían enun punto o vértice común. Puedentener dientes rectos, en arco o enespiral, dependiendo las condicionesde trabajo y trazado.a. Cónicos rectos: son utilizadospara efectuar reducción develocidad con ejes en 90°. Estosengranajes generan mayor ruidoque los engranajes cónicoshelicoidales. Se utilizan entransmisiones antiguas. En laactualidad se usan muy poco.b. Cónicos-helicoidales: al igualque el anterior, se utilizan parareducir la velocidad en un ejede 90°. La diferencia con elcónico recto es que posee unamayor superficie de contacto.Foto: http://lamoldeleriayoy2008.blogspot.comEngranaje recto: laprincipal clasificaciónde los engranajes seefectúa según la disposiciónde sus ejes derotación y según lostipos de dentado.c. Cónico hipoide: parecidos alos cónicos helicoidales, sediferencian en que el piñónde ataque –el cual recibedirectamente la fuerza delmovimiento– está descentradocon respecto al eje de lacorona, permitiendo que losengranajes sean más resistentes.El efecto ayuda a reducirel ruido del funcionamientoy se utilizan en máquinasindustriales y embarcaciones,donde es necesario que losejes no estén al mismo nivel.
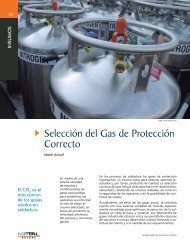
46 PRODUCTOS• Engranajes cilíndricos: se fabricana partir de un disco cilíndricocortado de una plancha o de untrozo de barra maciza redonda.Este disco se lleva al proceso defresado, en donde se retira materialpara formar los dientes. Lafabricación de estos engranajeses la más simple, por lo tantoreduce sus costos. Los engranajescilíndricos se aplican en la transmisiónentre ejes paralelos quese cruzan.A su vez los engranajes cilíndricos seclasifican en:a. Engranajes cilíndricos helicoidales:son aquellos en dondese forma un ángulo entre elrecorrido del diente y el ejeaxial, con el fin de aseguraruna entrada progresiva delcontacto entre diente y diente.En estos engranajes sereduce el ruido y se aumentala resistencia de los dientes.Estos engranajes se utilizangeneralmente en las cajasreductoras de velocidades enautomóviles.b. Engranajes cilíndricos bi-helicoidales:cumplen la funciónde dos engranajes helicoidales.Poseen las ventajas de loscilíndricos helicoidales, o seabajo ruido y alta resistencia.Al igual que los engranajeshelicoidales se utilizan en lascajas de reducción donde serequiere bajo ruido. Ejemplo:reductores de plantas de procesamientode cemento.c. Engranaje cilíndrico recto: esel engranaje donde la secciónde corte se mantiene constantecon respecto al eje axial.Es el engranaje más sencillode fabricar y el más antiguo.<strong>Actual</strong>mente se utilizan poco,ya que generan mucho ruido.Se encuentran en molinos decaña de azúcar, y en prensasmecánicas.• Sin fin y corona: permiten latransmisión de potencia sobreejes perpendiculares. Es un casoextremo de engranajes hipoidales,ya que está descentradoal máximo. Se aplica para abrirpuertas automáticas de casasy edificios, su aplicación máscomún es en los reductores develocidad o motorreductores. Poseenademás un bajo costo y sonautobloqueantes. Es decir que esimposible mover el eje de entradaa través del eje de salida.• Transmisión por cadena: básicamentees una rueda dentada enla cual engrana o caza la cadenapara transmitir la fuerza al eje.Lo característico de la forma deldiente es su fondo en medio círculopara que en este sienten los rodillosde la cadena. (2) Allí el piñónque da la fuerza es el “conductor”y el “conducido” el que recibe lafuerza y que en general es el másgrande. El ejemplo más sencilloes el mecanismo de transmisiónde las bicicletas.Su nomenclatura está asociada alnúmero de la cadena que debe engranar,el tipo de manzana con laque está construido y por último alnúmero de dientes así: 60B18 significacadena número 60, manzana B y18 dientes. Generalmente el orificiocentral de estos piñones es pequeñoy está diseñado para ser agrandadoal diámetro requerido.Foto: http://lamoldeleriayoy2008.blogspot.comTornillo Sin Fin y Corona:ruedas dentadas que engranancon un tornillo.La transmisiónpor cadena esel mecanismoutilizado porbicicletas, motosy otras máquinase instalacionesindustriales.Los hay de varios tipos y estilos dependiendodel fabricante. Los másconocidos son:- Tipo A: es un disco dentado sinmanzana alguna y fabricadocon un hueco central pequeño.Se fabrica hasta las 23 pulgadas(584mm) y en mayores diámetrossi es necesario.- Tipo B: son macizos y enterizoscon manzana hasta 140mm. Ydobles o triples –de dos o treshileras de dientes–.- Tipo C: son similares al tipo B perose diferencian de ellos por tenermanzana a ambos lados.- Tipo D: la corona dentada ysu montura son enterizas. Soneconómicas porque cuando sepresenta desgaste, se remplazasolamente la corona. La limitantees que no es viable para pequeñosdiámetros.MaterialesLos piñones se fabrican hoy en distintosmateriales. El más común esel acero de medio carbono, perose emplea también el bronce parapiezas del engranaje en el caso delsinfín-corona, el plástico es utilizadoen mecanismos con pocas exigenciasde transmisión de potencia.Foto: www.educa.aragob.es
PRODUCTOS47Los piñones plásticos son fabricados por varios procedimientosentre los que se encuentra el método el mecanizadopor arranque de virutas y el moldeo, esta últimase hace por inyección y es la más utilizada por los buenosresultados de calidad en las piezas.Los engranajes de plástico de ingeniería son preferidospor su bajo nivel de ruido, la posibilidad de su uso enambientes secos, húmedos o polvorientos, su buenaresistencia al deterioro y a la abrasión, el bajo costo defabricación, bajo peso específico, resistencia a los golpes,tolerancias dimensionales menos críticas y una funciónde punto débil para prevenir daños a partes costosasdel equipo.En el caso de los aceros para la producción de piñones secuenta con una amplia gama ajustada de acuerdo a lanecesidad de cada maquinaria o uso.Fabricación y TratamientoDiseñar, proyectar y escoger una transmisión de potenciacon piñones requiere tener en cuenta varios factores: loscaballos de fuerza a transmitir –potencia–, revolucionespor minuto del piñón conductor, las revoluciones porminuto requeridas del piñón conducido, el diámetro deleje del motor en el que va montado el piñón conductor,el tipo de fuerza a transmitir, el tipo de máquina a operar,los caballos de fuerza que la máquina consume al operar,la posición de la transmisión, la distancia entre los centrosde los ejes, el diámetro del eje del piñón conducido, laslimitaciones de espacio o campo operativo, el número dehoras continúas de trabajo y las condiciones ambientalesa las cuales va a estar sometida la pieza.Después de su concepción, y dependiendo del materialsu fabricación contempla varias etapas: para elaborar yformar los dientes se utilizan distintos procesos entrelos cuales están el colado en arena, moldeo en máscara,fundición por revestimiento, colada en molde permanente,colada en matriz o fundición centrífuga. También sepuede utilizar la pulvimetalurgia (metalurgia de polvos)o extrusión para luego ser mecanizado.Uno de los métodos más usados es el formado en fríodonde unas matrices giran y moldean los dientes. Lacalidad y propiedades del material son muy buenas coneste método, ya que no hay afectación por efectos de latemperatura. Posteriormente para darle el acabado finalse maquina por fresado, cepillado o formado con sinfín,bruñido, esmerilado o pulido con rueda.
48 PRODUCTOSUsos y MantenimientoLos registros más antiguos de piñones se remontan a China,Grecia, Turquía y especialmente a Damasco, famosapor usar engranajes en máquinas de guerra.Un engranaje se puede mecanizar enuna fresadora universal con la ayudade un plato divisor, si es un engranajerecto, o de una transmisión cinemáticasi es un engranaje helicoidal, peroeste medio de mecanizado apenas seutiliza porque es muy lento y se obtienemala calidad del trabajo. Parala producción en serie de piñones seutiliza maquinaria especial: talladorasde fresa madre, la cual medianteun movimiento sincronizado de corteranura los dientes al mismo tiempo,se pueden tallar todas las formas deengranajes cilíndricos o helicoidalesen cualquier material.Hasta este punto se realiza el mecanizadode la pieza en su forma, peroes necesario aplicarle algunos tratamientospara darle característicasde dureza y resistencia a los dientessegún sea la necesidad así:a. Carburizado: es uno de los másusados, el engrane cortado secoloca en un medio carburizantey se calienta la capa superficialde los dientes del engranaje queabsorbe el carbono, el cual penetrapara dar la profundidad deendurecido requerida.b. Nitrurado: encargado de darleun endurecimiento superficialaplicado a engranajes de aceroaleado. Se efectúa mediante gasde amoniaco descompuesto ennitrógeno atómico e hidrógenosobre la superficie del acero. Lazona que no va a ser nitruradadebe ser cubierta con placas de cobre,antes de ser calentado a 538ºcentígrados aproximadamente.c. Endurecimiento por inducción:dado por medio de corrientesalternas de alta frecuencia y untemple controlado por mediode un baño de rocío. Antes delendurecimiento por inducciónel disco del engranaje se tratatérmicamente.d. Endurecido con flama: dando unendurecimiento superficial pormedio de una flama oxiacetilénicacon quemadores especiales.Básicamente es el método por elcual se hace un endurecimientode la superficie al calentar elmetal con una flama de alta temperatura,seguida por un procesode templado.Foto: www.flippers.comFoto: www.youthmnistrytips.comLos usos de los piñones son tan amplioscomo maquinaria existente a nivelmundial. Donde exista movimientoy velocidad, seguramente habráun piñón. Toda la industria goza desus beneficios en motorreductores,prensas, sistemas de alimentación,instalaciones especiales para energíaeólica, transportadores de cadena einstalaciones de desbastado en minería,en la maquinaria de remociónde materiales como excavadoras,recogedores de desperdicios, escombradoras,cintas transformadoras,instalaciones de elevación, cabrias,dispositivos giratorios, trituradoras,bandas transportadoras de residuos,engranaje para hélices en construcciónnaval, dragado de canales e instalacionesportuarias, convertidoresy engranajes para montacargas enlos altos hornos de metalurgia, en elcierre y apertura de esclusas y puertaselevadoras, prensas de pulpa, mezcladoras,lavadoras, infraestructurade transporte y agitadoras en la industriaazucarera, entre otras.Los piñones son tan vitales en eldiario devenir de todas las industrias,que una falla en ellos representapérdidas importantes por paros:reparaciones y reposición de partes.Se pueden presentar daños en ellosFoto: www.team358.orgExiste una gran variedad deformas y tamaños de engranajes,desde los más pequeños usadosen relojería e instrumentos científicos(se alcanza el módulo 0,05)a los de grandes dimensiones.
PRODUCTOS49por un mal engrane, desgaste, inadecuado tratamientotérmico, mal montaje, choques fuertes, sobrecargas,desprendimiento de partículas, grietas, o combinaciónde varios de estos factores.Las causas más frecuentes están asociadas al ‘desgaste’que puede ser de tipo adhesivo, abrasivo, corrosivo, porcavitación, corrientes eléctricas o freeting –rozamientopor contacto–, a una mala lubricación y un mantenimientodeficiente o inexistente.El lubricante en los piñones cumple unas funciones muyimportantes: minimiza el contacto metal-metal por lotanto reduce la fricción y el desgaste, disminuye la vibracióny el ruido, disipa el calor generado, protege contraherrumbre, corrosión y picaduras, remueve los desechosde la zona de contacto y aumenta la vida del equipo.Es por ello que su escogencia debe estar en primera instanciaadaptada a la recomendación del fabricante y ensegundo término a factores indicadores como el tipo deengrane, la velocidad del piñón, la temperatura de operación,la potencia de entrada, la relación de transmisión,el tipo de carga, método de aplicación, el medio ambientey las condiciones de operación y montaje.El nivel de aceite será también un punto importante enel proceso de mantenimiento de la maquinaria. Un altonivel produce una agitación adicional del lubricante queaumenta la temperatura de operación del sistema, elevael gasto de energía para el funcionamiento y adelgaza ellubricante haciéndole perder sus propiedades.Un bajo nivel también es perjudicial si se tiene en cuentaque se puede presentar contacto metal-metal –fricciónsólida– elevando la temperatura y favoreciendo la fricción,el desgaste y la falla del piñón.Otro aspecto que se debe tener en cuenta es que enlos engranajes sinfín corona, por ejemplo, el lubricantedebe tener un alto nivel de adherencia a la superficie yaque, por su forma y contacto trata de sacar la películaen la zona de contacto del material, y para engranajesdescubiertos y de bajas velocidades, en lugar de aceites,se utilizan grasas. “Los fabricantes de lubricantes tienenunas tablas específicas para ayudar a los industriales aobtener el indicado para cada ocasión y maquinaria”,afirma el Ingeniero Luis Eduardo Benitez, profesor titular,maestro Universitario y Director del Departamentode Ingeniería Mecánica y Mecatrónica de la UniversidadNacional de Colombia.El mantenimiento por tanto es un punto que no puedenolvidar los industriales. “Un mantenimiento preventivoes crucial para el proceso. Incluso las condiciones ambientalesson distintas para cada caso, las cuales hay que encuenta a la hora de mantener los equipos. En ocasionesse presentan ambientes abrasivos que corroen fácilmente
50 PRODUCTOSFoto: www.systemv.uslos piñones y para los cuales es necesarioincrementar las supervisionesde mantenimiento”, comenta ArturoAljure, gerente de Intermec S.A.Mercado Colombiano eInternacionalSon pocas las empresas nacionalesque pueden fabricar piñones complejos,por eso casi siempre importanlas piezas.Las importaciones hechas en los últimosaños hablan de esta situación:del 2005 al 2006, la importación debienes de capital representó un 62por ciento del total efectuado porColombia, mostrándose un incrementodel 42 por ciento representadoen máquinas y aparatos de oficina,herramientas, partes y accesorios demaquinaria industrial.En el 2007 siguió la tendencia con uncrecimiento del 49,1 por ciento dondelas mayores compras se hicieronen el grupo de calderas, máquinas ypartes, representadas en 687 millonesde dólares.Contrastando con esta situación, laacademia colombiana, que acompañaa muchas pymes en su procesode modernización, reporta una situaciónalentadora. Según el catedráticode la Universidad Nacional, ErnestoCórdoba: “Hoy, por ejemplo, tenemosuna experiencia exitosa entreIndustrias Ramfé, Colciencias y laUniversidad Nacional de Colombia,donde se ha logrado la conversión demáquinas medidoras de engranajesa tecnología CNC Código 110108-12360. Lo que permite no solo la automatizacióndel proceso de controlde calidad dimensional, sino tambiénla confirmación del grado de calidadde los engranajes hasta nivel DIN 5.Esto demuestra que hay que mirardesde todos los ámbitos hacia la autosuficienciaempresarial para llegara mercados internacionales. Ademáses una prioridad la participación delestado con una política fuerte deapoyo a la investigación”.Por su parte, la producción de engranespor cadena, presenta una situaciónun poco distinta. Se ha logradotener una calidad considerable quele permite a la industria colombianallegar a mercados de Suramérica yCentro América. En este segmentode producción se puede generar unstock amplio ya que las característicastécnicas adaptadas a las normasinternacionales son estándar, lo quede paso favorece la adecuación de laspiezas para las distintas necesidadesindustriales.Hay una gran gamade engranajes en elmercado, desde engranajesrectos hastalos helicoidales degran rendimiento.La única limitante está en la provisiónexistente en el país de algunos tiposde aceros importados para piezasespecíficas –que los productores dicen–no se consiguen en localmente.Pero el proceso de concientización ymodernización de la industria ha permitidoque se pueda producir piñonescon una calidad de exportación.La piñonearía como parte de la industriametalmecánica está en unpunto intermedio, el alto grado dedificultad de maquinado encarece sufabricación, las perdidas de potenciapor fricción, elevadas temperaturasde servicio, bajo nivel de precisiónpor desgaste y exceso de ruido contaminante,hacen que pocas empresasse dediquen a elaborarlos. Sin embargo,estos mismos problemas sehan convertido internacionalmenteen generadores de soluciones.Las nuevas exigencias de diseño yprecisión han resultado en desarrollosinnovadores, más eficientes, conequipos electrónicos de velocidadcontrolados por software de controlnumérico (CNC).Es allí donde la industria nacionalnecesita superar las barreras, aprovechandolas nuevas tecnologíasy modernizarse para garantizar laposibilidad de incursionar de formacompetitiva en la fabricación y comercializaciónde estos mecanismos,incluso apuntándole a los mercadosinternacionales.Fuentes• Arturo Aljure Q. Ingeniero Mecánico. GerenteIntermec S.A. desarrollo@intermec.com.co• Luís Eduardo Benítez. Ingeniero Mecánico.Maestría en Administración deEmpresas. Profesor Titular y MaestroUniversitario. Director del Departamentode Ingeniería Mecánica y Mecatrónica dela Universidad Nacional De Colombia.lebenitezh@unal.edu.co• Manual de engranajes, DARLE W. DUDLEY• Elementos de las Máquinas, SHIGL• Monografía Ingeniería Mecánica PontificiaUniversidad Católica del Perú. Gerardo Dallaporta,Roberto Portugal, Javier Motta,Hugo Diestra y Cesar Tejada.• Breve y parcial historia de los engranes.Manuel G. Rodríguez R., Moisés HinojosaR., Ubaldo Ortiz M. Ingenierías, Julio-Septiembre2002, Vol. V, No. 16