Maquinaria - Torno CNC - Revista Metal Actual
Maquinaria - Torno CNC - Revista Metal Actual
Maquinaria - Torno CNC - Revista Metal Actual

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
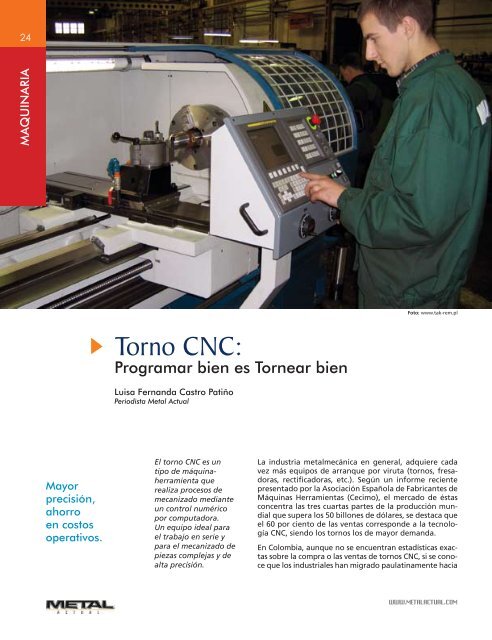
26MAQUINARIAFoto: www.decoletages-serrano.compiezas con diámetros pequeños,generalmente piezas de relojeríay piezas para implantes dentales oquirúrgicos en titanio o en aceroinoxidable. Una de las característicasprincipales de este tipo de máquinaes que el desplazamiento longitudinaldel cabezal se realiza, a travésde un mecanismo de palanca y deleva, siendo este último el elementoque impulsa, por contacto directo, aun dispositivo llamado seguidor.Estas son algunas de laspiezas, que por ser pequeñas,fueron mecanizadas en untorno Suizo• <strong>Torno</strong> automático de husillos múltiples:este tipo de torno se utilizapara el mecanizado de altas producciones,pues dispone de cuatroa ocho husillos y cada uno de elloses sujetado a una barra de material.En lugar del cabezal, la máquinadispone de un tambor con un númerode husillos determinado quegiran a diferentes velocidades parallevar a cabo, operaciones de roscadointerior o exterior y estampado.(Ver cuadro comparativo)VelocidadMáxima<strong>Torno</strong> <strong>CNC</strong>Bancada PlanaCuadro Comparativo<strong>Torno</strong> <strong>CNC</strong>BancadaInclinada3000 RPM 6000 RPM<strong>Torno</strong> Suizo8000 a 10.000RPM<strong>Torno</strong> deHusillosMúltiples6000 a 8000RPMVolteos 360 a 630 mm 350 mm 70 mm 200 mmLongitudes 500 mm a 8000 mm 600 mm a 2 m 60 a100 mm 200 a 300 mmHerramientaen Torret aAvances enEjes X,Y,ZFuncionamiento deComponentesEn general, los tornos <strong>CNC</strong> cuentancon un motor que produce el movimientogiratorio de las piezas, unabancada o bastidor que sirve de apoyoa las partes principales del torno,los carros que se desplazan longitudinaly transversalmente hacia la pieza,el portaherramientas que sirvepara fijar varias herramientas de trabajoy el software de control numérico<strong>CNC</strong> desde donde se programatodo el proceso.• El husillo: es el que produce el movimientogiratorio de las piezas; porlo regular, los tornos <strong>CNC</strong> disponende un motor de corriente alternaque actúa directamente sobre éste,a través de una transmisión por poleas.Estos motores proporcionanvelocidades variables que van desdecero hasta un número máximo,las cuales se guardan en el programade ejecución de cada pieza.A diferencia de los tornos <strong>CNC</strong>, losconvencionales utilizan, en vez deun motor, una caja de engranajespara hacer girar el husillo, se tratade una combinación de palancas, enlas que el operario indica las velocidadessegún una tabla ya estipuladapor la industria. Este sistema demandamayores tiempos de producción.• Bancada y carros desplazables: tantoen los tornos convencionalescomo en los de control numérico, laestructura de la bancada determina2 a 6 8 a 12 8 a 12 4 a 8 husillos5m/min 20 m/min 20 m/min 20 m/minControl FANUC FANUC FANUC FANUClas dimensiones máximas con quese pueden trabajar las piezas; en lostornos <strong>CNC</strong> estas fueron diseñadasespecialmente para desplazamientosrápidos, conservando por largosperíodos de tiempo, precisión en losmovimientos.Los carros, por su parte, integranunas guías perpendiculares a labancada que sirven para su desplazamiento,éstas alcanzan una durezade 450 Rockwell C y tienen unsistema de engrase automático.Existen dos tipos de guías en losequipos de control numérico: linealesy prismáticas, las primerasse encuentran atornilladas a la máquinay en su interior circulan esferasque permiten que los carros sedeslicen rápidamente. A diferenciade las lineales, las prismáticas hacenparte del cuerpo metálico de lamáquina, lo cual reduce notablementela vibración que se producedurante el proceso de mecanizado,pero el desplazamiento de los carroses más lento.Cada carro integra un motor independientellamado servomotor,es decir, motores controlados conmecanismos electrónicos que funcionanpor una fuente eléctrica,neumática o hidráulica, además secaracterizan porque tienen movimientoso desplazamientos tan pequeñoscomo una micra (milésimade milímetro), que incluso en algunasocasiones no se perciben.• La Torreta de herramienta: las herramientasque realizan las operacionesde mecanizado están sujetasa una torreta de herramientas, en lacual se alojan desde seis hasta veinteinstrumentos diferentes de corte,de acuerdo al trabajo de mecanizadoque se ha programado previamente.Este elemento tambiénconocido como revolver, lleva incorporadoun motor que lo hace girary un sistema hidráulico encargadode realizar su estacionamiento conuna precisión que oscila entre 0.5milímetros y 1 micra de milímetro.Unidad de Control de Proceso• : todaslas máquinas de control numérico,llevan integrado una unidadWWW.METALACTUAL.COM
• Funciones Auxiliares M: estas funciones se utilizan paradefinir el funcionamiento de la máquina, como el sentidode giro, parada del cabezal, activar o desactivar elrefrigerante, cierre y apertura de puertas, fin del programa,entre otros. A continuación se presenta las funcionesmás importantes.Programa <strong>CNC</strong>Funciones Auxiliares M• MM0. Se usa para parar la máquina cuando es necesario hacerun control manual del proceso.• M01. Significa parada opcional del programa, por lo regular seusa para mecanizar la primera pieza.• M02. Se utiliza para finalizar el programa.• M30. Se utiliza para finalizar el programa, pero a diferencia delM02, esta función regresa automáticamente al programa inicial.Giro del Cabezal• M03. Indica que el giro del cabezal se realizará en sentidohorario.• M04. Indica que el giro del cabezal se realizara en sentidoantihorario.• M05. Significa parada del giro del cabezal.Funcionamiento de la Máquina• M08. Activación del refrigerante.• M09. Desactivación del refrigerante.AplicacionesLos tornos <strong>CNC</strong> poseen aplicación en distintas industrias:fabricantes de maquinaria, industria automotriz, producciónde muebles, industria petrolera, industria médica,incluso para la fabricación de tubería para el transportedel agua. Vale anotar que las máquinas convencionalesposeen las mismas aplicaciones, pero los procesos de mecanizado,suelen ser demasiado costosos, debido a loslargos tiempos que éstos demandan.Foto: Upload.wikimedia.orgPiezas metálicas de ajedrez, mecanizadasen un torno <strong>CNC</strong>.WWW.METALACTUAL.COM
30MAQUINARIASegún Héctor Andrés Cuesta, Jefede Servicio Técnico <strong>CNC</strong> de Imocom–compañía dedicada a la comercializaciónde maquinaria especializadapor Control Numérico Computarizado-<strong>CNC</strong>– el 80 por ciento de losindustriales mecanizan acero en barras,en tubo y en lámina, el 20 porciento restante trabajan con broncepara hacer, por ejemplo, llaves parala casa, llaves para baños, y sólo unaspocas empresas mecanizan titaniopara fabricar implantes dentales olos tornillos de cirugía para procedimientosquirúrgicos.Agrega además que en Colombiaalgunos industriales utilizan tornospara mecanizar materiales no metálicoscomo el caucho, para automotores;materiales de ingeniería comosellos y retenedores; incluso mecanizanacrílicos, cera y madera parahacer prototipos de piezas.El MercadoSi bien es cierto que muchos industrialescolombianos utilizan tornosconvencionales, también lo es queun buen porcentaje de ellos hanadoptado la tecnología <strong>CNC</strong>, puessaben a ciencia cierta que les brindauna mejor calidad y una mayor precisiónen sus procesos y los hace máscompetitivos en el mercado.Prueba que los industriales nacionalesestán adoptando esta nuevatecnología en sus empresas, es queen el 2008 la empresa Imocom, comercializócerca de 170 tornos en elmercado local, un 5 por ciento másque el año 2007, una cifra alta si setiene en cuenta la crisis económicaglobal por la que atravesó el país enel último semestre del año pasado.“La mayoría de nuestros clientesconservan una o dos máquinas convencionalesen sus talleres para hacer,como ellos dicen, “cacharreros”o herramentales, pero en general,los industriales reconocen que si nomigran a la tecnología <strong>CNC</strong>, puedenquedar por fuera del mercado, pueslos tiempos de producción con estetipo de máquinas son menores y porende, el costo de las piezas disminuyecada vez más”, afirma Cuesta.En cuanto a los costos de las máquinas<strong>CNC</strong>, es importante resaltar queVentajas y Desventajas de los <strong>Torno</strong>s <strong>CNC</strong>Ventajas• Mayor precisión en el mecanizado de las piezas que en los tornos convencionales.• Permiten mecanizar piezas más complejas que las que se maquinan en los tornosconvencionales.• Menores tiempos de producción.• Reducción de los errores en los operarios.Desventajas• Necesidad de realizar un programa de mecanizado de la primera pieza.• Costo elevado de las herramientas y accesorios.• La inversión por puesto de trabajo es elevada.• La planificación del trabajo debe ser más detallada y rigurosa.Foto: www.cathaytatming.comestos varían de acuerdo a su marca yal país de procedencia, en ese sentidolas empresas colombianas importantornos de Japón, China, Europa yEstados Unidos principalmente.“Las máquinas construidas en Japón,Checoslovaquia, Polonia y EstadosUnidos, se encuentran en el rangode las más costosas, aproximadamente80 mil euros, pero se caracterizanporque cuentan con un buen respaldoen calidad, mientras que los tornosfabricados en China suelen sermás económicos, un 20 o 30 por cientomenos, pero con calidades de mediasa bajas. Por último se destacanlos equipos producidos en Taiwán,pues, aunque suelen ser más económicosque los europeos, éstos entregancalidades medias, incluso muysuperiores a los que se construyen enel gigante asiático”, afirma Cuesta.Es así que la automatización de lostornos resulta cada vez más importantepara los usuarios, pero debenseleccionar correctamente el tipomáquina ideal para una determinadaaplicación. Comprender el diseñomecánico de la pieza, identificar lasventajas y limitaciones de las máquinasy sus niveles de producción, sonfactores indispensables que hay quetener en cuenta antes de adquirir unequipo <strong>CNC</strong>.FuentesFábrica japonesa detornos <strong>CNC</strong>.• Héctor Andrés Cuesta. Jefe de servicio Técnico<strong>CNC</strong>, Imocom. acuesta@imocom.com.co• www.wikipedia.comWWW.METALACTUAL.COM